一种新型栓钉的制作方法
1.本实用新型涉及钢结构技术领域,尤其涉及一种新型栓钉。
背景技术:
2.栓钉作为一种常用的抗剪连接件,大量应用于钢和混凝土组合结构中,常用栓钉主要由栓钉体和栓帽构成。栓钉的常用焊接方式是螺柱焊,是在栓钉和母材之间通以电流,局部加热融化栓钉端头和局部母材,并同时施加压力挤出液态金属,使栓钉整个截面与母材牢固结合。但是栓钉往往承受往复载荷,在往复载荷作用下,栓钉的抗剪力显著下降,特别是焊接熔融区域由于接触面与不平,造成栓钉容易在焊接熔融区域不均匀,造成热影响区域断裂,极大的影响焊接质量;因此需要对普通栓钉的形状做出优化,目的是提高栓钉的焊接质量和焊接强度,提高栓钉的抗剪能力,提高栓钉和混凝土的结合强度。
技术实现要素:
3.本实用新型提出了一种新型栓钉,用于解决现有栓钉焊接质量不稳定,抗剪能力不够高以及和混凝土结合不够牢固的问题。
4.本实用新型的目的采用如下技术方案来实现:
5.一种新型栓钉,包括栓帽,栓钉体和焊接头,栓钉体位于中部,焊接头位于栓钉体的下部,栓帽位于栓钉体上部,栓帽、栓钉体和焊接头有共同的轴线;所述的栓钉体为中间粗两端细的腰鼓形结构,外形轮廓自上而下由弧线段a、弧线段b、弧线段c构成;弧线段a为外形向内凹陷的过渡圆弧,上下两端分别连接栓帽和弧线段b;弧线段b为外形向外突出的圆弧;弧线段c是外形向内凹陷的过渡圆弧,弧线段c上下两端两端分别连接弧线段b和焊接头。
6.所述的焊接头是圆柱体结构,焊接头下部中间设置有上小下大的圆锥形沉孔,焊接头的下面两侧设置有与沉孔横向贯通的矩形通槽,焊接头的直径大于栓钉体弧形段b最大直径。
7.所述的沉孔下端直径不大于焊接头直径的一半,沉孔孔深度为不大于焊接头高度的一半。
8.所述的栓帽为圆柱体结构,栓帽直径等于焊接头的直径。
9.所述的栓帽、栓钉体和焊接头由高强度钢材制造而成。
10.本实用新型采用以上技术方案,取得了良好的效果:新型栓钉通过栓钉体加粗且设置了弧线过渡的外轮廓,提高了栓钉的抗剪强度,减少了应力集中,而且提高了和混凝土的结合强度,栓钉焊接头加大了直径,增加了焊接接触面积,同时焊接头中心设置有圆锥形沉孔,形成环形连接,焊接更牢固,抗剪能力更强,和混凝土的结合强度更高。
附图说明
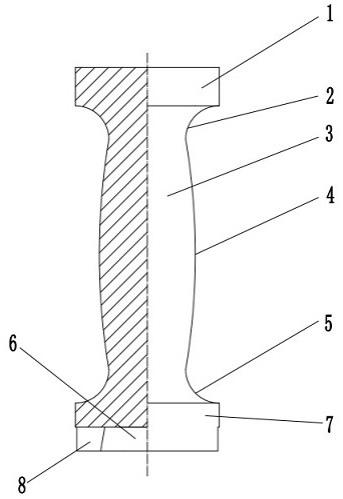
11.图1为本实用新型的结构示意图。
12.图2为图1的仰视图。
13.图中:1、栓帽,2、弧线段a,3、栓钉体,4、弧线段b,5、弧线段c,6、沉孔,7、焊接头,8、矩形通槽。
具体实施方式
14.结合附图对本实用新型加以说明。
15.如图1、图2所示一种新型栓钉,包括栓帽1,栓钉体3和焊接头7,栓钉体3位于中部,所述的栓钉体3为中间粗两端细的腰鼓形结构,外形轮廓自上而下由弧线段a2、弧线段b4、弧线段c5构成;弧线段a2为外形向内凹陷的过渡圆弧,上下两端分别连接栓帽1和弧线段b4;弧线段b4为外形向外突出的圆弧;弧线段c5是外形向内凹陷的过渡圆弧,弧线段c5上下两端两端分别连接弧线段b4和焊接头7;所述的焊接头7位于栓钉体3的下部,焊接头7是圆柱体结构,焊接头7下部中间设置有上小下大的圆锥形沉孔6,所述的沉孔6下端直径不大于焊接头7直径的一半,沉孔6深度为不大于焊接头7高度的一半;焊接头7的下面两侧设置有与沉孔6横向贯通的矩形通槽8,焊接头7的直径大于栓钉体3弧形段b最大直径;所述的栓帽1位于栓钉体上部,栓帽1为圆柱体结构,栓帽1直径等于焊接头7的直径;栓帽1、栓钉体3和焊接头7有共同的轴线; 栓帽1、栓钉体3和焊接头7由高强度钢材制造而成。
16.新型栓钉焊接时,首先将栓钉的上部栓帽1夹紧在栓钉焊枪下端的夹头内,之后将其放置到焊接栓钉的基体上,并在下部焊接头7的外侧安装瓷环,使安装瓷环的下面与基体接触,并使焊接头7下面与基体保持间距;后启动栓钉焊枪,电流通过夹头和栓钉,使焊接头7下部面与基体之间产生高温电弧,将焊接头7下面与基体局部熔化,沉孔6内产生的高温气体从两侧的矩形通槽8排出,后将栓钉焊枪向下压紧,焊接头7外侧的瓷环碎裂,焊接头7与基体之间瞬时连接,完成对新型栓钉的焊接过程。
17.本实用新型未详述部分为现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1