一种分体式一级加速管的制作方法
1.本实用新型属于砂处理系统技术领域,特别涉及一种分体式一级加速管。
背景技术:
2.一级加速管是砂处理系统中一个常见的零部件。
3.但是,现有的一级加速管往往是整体铸造而成,由于一级加速管长度比较长,因此,在铸造的时候,良品率不高,从而造成生产成本的增加。
技术实现要素:
4.本实用新型的目的是为了克服现有技术上述缺点,提出一种分体式一级加速管,可分体铸造,提高良品率,从而降低生产成本。
5.为了实现上述目的,本实用新型采用以下技术方案:
6.一种分体式一级加速管,包括管身、位于管身一端的喇叭口,所述管身包括若干管段,相邻的管段之间都设有便于焊接的导向机构;所述导向机构为供管段端部插入的导向环,所述导向环和对应的管段固接。将一整个一级加速管分成若干个长度较短的部件进行铸造生产,大大提高了良品率,降低了生产成本。在焊接的时候,将管段的端部嵌入对应的导向环内,此时,管段的端部的外沿贴合在导向环的内壁上,从而在焊接的时候,能提高稳定性。
7.作为优选,管段的数量是三个。
8.作为优选,喇叭口和其中一个管段为一体成型结构。
9.作为优选,导向环和对应的管段为一体成型结构。
10.作为优选,管身和喇叭口的材质都是zgmn13。
11.作为优选,还包括焊接辅助机构;所述焊接辅助机构包括盖在喇叭口远离管身的一端的第一盖板、盖在管身远离喇叭口的一端的第二盖板、位于第一盖板上的限位凸台、位于第二盖板上的限位凹槽、一端连接在限位凸台上的连接杆;所述限位凸台的外壁贴合在喇叭口的内壁上,所述管身的端部位于限位凹槽内,所述连接杆穿过喇叭口和管身,所述连接杆穿过第二盖板;所述焊接辅助机构还包括套在连接杆上的用于将第二盖板挤压在管身上的弹簧、螺纹连接在连接杆上的螺母;所述弹簧位于螺母和第二盖板之间。
12.作为优选,连接杆的数量是两个。
13.本实用新型的有益效果是:本实用新型提出一种分体式一级加速管,可分体铸造,提高良品率,从而降低生产成本。同时提出焊接辅助机构,方便下游厂家焊接生产。
附图说明
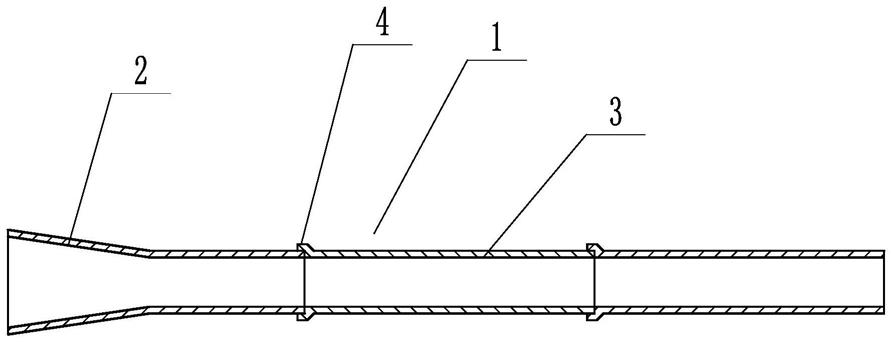
14.图1为实施例1的示意图;
15.图2为实施例2的示意图。
16.图中:管身1、喇叭口2、管段3、导向环4、第一盖板5、第二盖板6、限位凸台7、限位凹
槽8、连接杆9、弹簧10、螺母11。
具体实施方式
17.下面结合附图和具体实施方式对本实用新型进一步详细阐述:
18.实施例1:
19.参见图1:
20.一种分体式一级加速管,包括管身1、位于管身1一端的喇叭口2,所述管身1包括若干管段3,相邻的管段3之间都设有便于焊接的导向机构;
21.所述导向机构为供管段3端部插入的导向环4,所述导向环4和对应的管段3固接。
22.管段3的数量是三个。喇叭口2和其中一个管段3为一体成型结构。导向环4和对应的管段3为一体成型结构。管身1和喇叭口2的材质都是zgmn13。
23.实施例原理:
24.将一整个一级加速管分成若干个长度较短的部件进行铸造生产,大大提高了良品率,降低了生产成本。
25.采用zgmn13的材质,这个材质可以进行补焊,进一步提高了良品率。
26.在焊接的时候,将管段3的端部嵌入对应的导向环4内,此时,管段3的端部的外沿贴合在导向环4的内壁上,从而在焊接的时候,能提高稳定性。
27.实施例2:
28.参见图2,上述分体式一级加速管还包括焊接辅助机构;
29.所述焊接辅助机构包括盖在喇叭口2远离管身1的一端的第一盖板5、盖在管身1远离喇叭口2的一端的第二盖板6、位于第一盖板5上的限位凸台7、位于第二盖板6上的限位凹槽8、一端连接在限位凸台7上的连接杆9;
30.所述限位凸台7的外壁贴合在喇叭口2的内壁上,所述管身1的端部位于限位凹槽8内,所述连接杆9穿过喇叭口2和管身1,所述连接杆9穿过第二盖板6;
31.所述焊接辅助机构还包括套在连接杆9上的用于将第二盖板6挤压在管身1上的弹簧10、螺纹连接在连接杆9上的螺母11;
32.所述弹簧10位于螺母11和第二盖板6之间。
33.连接杆9的数量是两个。
34.本实施例原理:
35.需要提出,对于缺少焊接条件的车间,在管段3和喇叭口2生产好了之后,通过焊接辅助机构组装起来,此时,方便将产品整体销售到其他具有焊接条件的厂家,厂家拿到产品之后,直接在导向环4处进行焊接就能将管段3之间焊接起来,在弹簧10的作用下,管段3之间始终很好的配合,不需要其他的固定工装,大大提高了焊接效率。焊接好了之后,把焊接辅助机构取下来就行。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1