一种虹吸管的制作方法
1.本实用新型属于虹吸管领域,具体涉及一种带阀门的虹吸管。
背景技术:
2.工业使用的非重复充装焊接钢瓶或重复使用的充装焊接钢瓶具有成本低、携带方便、充装使用简便安全、内部清洁干燥、无重复充装性等优点,被广泛应用于发泡剂、制冷剂等介质的包装。现有的工业使用的焊接钢瓶,由于底部设计支撑部件,使用钢瓶直接是竖直放置,钢瓶阀门上的虹吸管长度设置有限,会造成瓶体内的包装介质使用不充分,存在残留现象。残留的介质使用不充分,不仅是对资源的浪费,同时会存在安全隐患,因此需要对现有结构进行改进,设计一款减少介质残留浪费的新型带阀门的虹吸管。
技术实现要素:
3.本实用新型主要针对现有非重复性或重复性钢瓶在使用过程中存在介质残留的问题,发明了一种虹吸管,在原来虹吸管的基础上增设了吸附端口,在虹吸管与阀体连接位置处设置了密封圈。通过设置吸附端口,可以让钢瓶内的介质在阀门打开使用时,充分的从瓶体中输出到所需环境。虹吸管连接部上的密封圈可以让虹吸管和阀体连接时有更好气密性。
4.本实用新型的发明目的是通过以下技术方案实现的:一种虹吸管,该虹吸管的上端设有连接部,通过连接部和阀体连接,虹吸管下端设有吸附端口。
5.作为优选,所述的吸附端口有两种形状,一种是凹形缺口,另一种是斜口。
6.作为优选,当所述的吸附端口设置为凹形缺口时,所述的凹形缺口外形轮廓的主视图呈现长方形,凹形缺口底部与虹吸管底部齐平。
7.作为优选,所述虹吸管的长度和内径尺寸限定后,凹形缺口的深度和虹吸管的内径存在比例关系,具体比例是所述凹形缺口的深度可设置为虹吸管内径的二分之一到两倍这个范围。
8.所述凹形缺口的深度和虹吸管内径的比例设置合理后,可以让钢瓶内介质与虹吸管接触更加充分。
9.作为优选,当所述的吸附端口设为斜口时,所述斜口的坡度可设置为三十度到四十五度这个范围。
10.作为优选,阀体与虹吸管完全连接,形成一个密闭整体,所述的虹吸管上端外壁设有连接部,阀体的下端内壁设有凹槽,连接部的外形轮廓和凹槽的外形轮廓能够相互匹配连接。
11.作为优选,所述的连接部和凹槽有两种连接方式,可以通过焊接和螺纹旋接的方式连接。
12.作为优选,所述的虹吸管上端设有连接部,在连接部的外壁设有密封圈,密封圈穿过连接部并与其外壁紧密贴合,设有有密封圈的连接部再与阀体上的凹槽配合,所述的密
封圈边缘能与凹槽的内壁相互贴合。
13.与现有技术相比,本实用新型具有以下有益效果:在原来虹吸管的基础上新增了吸附端口,吸附端口的设置可以增大钢瓶内介质与虹吸管的接触面积,使介质可以充分的通过虹吸管输出到所需环境。同时虹吸管与阀连接位置处设有密封圈,可以增加虹吸管的整体气密性,防止介质从管体泄漏。
附图说明
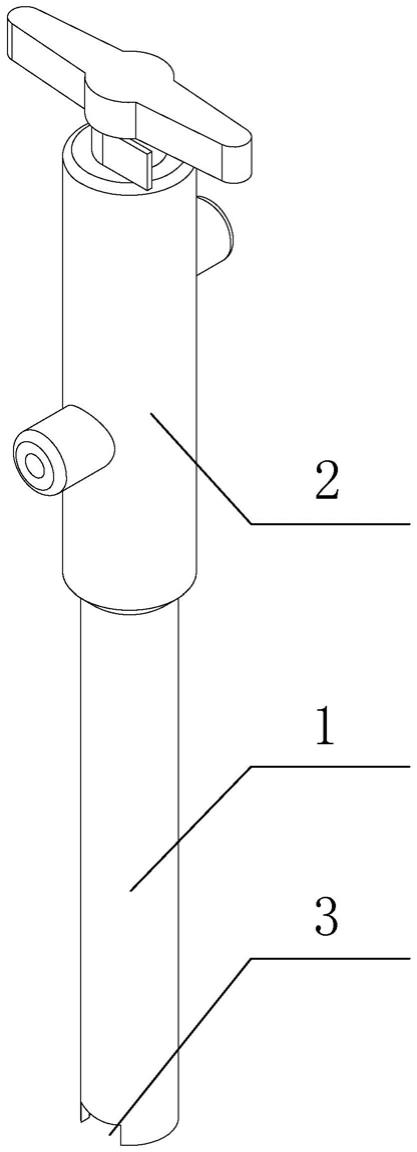
14.图1为实用新型的外观示意图;
15.图2为实用新型的内部结构示意图;
16.图3为图2焊接连接方式局部放大示意图;
17.图4为图2螺纹连接方式局部放大示意图;
18.图5为实用新型吸附端口为斜口方式的示意图;
19.图6为本实用新型的主视图;
20.图7为图6主视图的半剖视图;
21.图8为图7半剖位置a位置的局部放大图;
22.图9为本实用新型的侧视图;
23.图10为图9侧视图局部位置剖面视图;
24.图中标记:1、虹吸管;2、阀体;3、吸附端口;31、凹形缺口;32、斜口;4、连接部;5、凹槽;6、密封圈;7、上表面;8、安全开关;81、外延段;82、旋钮;83、连接杆;84、磁体;85、定位件;86、第一弹簧;87、限位槽;88、定位槽;9、限位凹槽;10、阀芯。
具体实施方式
25.下面结合附图所表示的实施例对本实用新型作进一步描述:
26.实施例1
27.如图1、图2、图3、图4、图5所示,一种虹吸管,该虹吸管1的上端与阀体2连接,虹吸管1下端设有吸附端口3,当所述的吸附端口3设置为凹形缺口31时,所述的凹形缺口31外形轮廓的主视图呈现长方形,凹形缺口31底部与虹吸管1底部齐平;所述虹吸管1的长度和内径尺寸限定后,凹形缺口31的深度和虹吸管1的内径存在比例关系,具体比例是所述凹形缺口31的深度可设置为虹吸管1内径的二分之一到两倍这个范围,设置该比例尺寸可以让钢瓶内的介质更好的与虹吸管接触。
28.当所述的吸附端口设为斜口32时,所述斜口32的坡度可设置为三十度到四十五度这个范围,斜口波杜设置在这个所述范围内,可以让钢瓶内的介质和虹吸管接触更加充分。
29.阀体2与虹吸管1完全连接,形成一个密闭整体,所述的虹吸管1上部设有连接部4,在连接部4的外壁设有密封圈6,密封圈6穿过连接部4并与其外壁紧密贴合,设有密封圈6的连接部4再与阀体2上的凹槽5配合,所述的密封圈6侧面边缘能与凹槽5的内壁相互贴合,所述的密封圈6上表面边缘能运凹槽5内壁的上表面7相互贴合。当阀体2和虹吸管1采用焊接方式连接时,通过焊接工艺,可以使虹吸管1和阀体2保持整体的气密性;阀体2和虹吸管1通过螺纹连接时,当螺纹转到位后,虹吸管1上连接部4外表面的螺纹会挤压橡胶材质的密封圈6,密封圈6在挤压过后会紧贴凹槽5内壁的上表面7,从而达到良好的气密性。
30.实施例2
31.如图1、图2、图6、图7、图8、图9、图10所示,市面上的现有技术有一种磁力充气枪,在给钢瓶阀门充气时,磁力枪会对每个钢瓶的信息进行匹配,匹配合格后阀体上的安全开关8才能工作;所述阀体2上设置有安全开关8,所述的安全开关8包括和阀体2侧面焊接的外延段81,外延段81远离阀体2的端面设有旋钮82,旋钮82与连接杆83的一端相连,连接杆83的另一端与磁体84相连,在连接杆83的表面设置有中心对称的定位件85,在磁体84和旋钮之间设有第一弹簧86,第一弹簧86穿过连接杆83并且与连接杆83同轴心;外延段81的内壁有设有限位槽87,在外延段81靠近端面位置的内壁设有定位槽88,定位槽88和限位槽87相互平行,上下错开;所述磁体84在磁力的作用下可以从阀体2朝外延段81方向运动;安全开关主要通过内部的磁体84去限制阀体2内部阀芯10的上下运动,当所述磁体84脱离限位凹槽9后,转动阀门开关就可以开关阀门;阀门打开进行充气时,连接杆83上的定位件85可以卡入定位槽88,从而固定磁体84,防止了在充气过程磁体发生滑动现象;综上所述阀门主要是通过安全开关8上磁体84运动来控制阀门内阀芯10的运动,而磁体84的运动主要通过现有技术充气枪产生磁力来驱动其在限位凹槽9内发生位移,从而控制阀门的开或闭。
32.具体的,在非重复性钢瓶使用过程中,打开阀门后,钢瓶内的介质会通过虹吸管1向上运动,阀体2处于打开状态,介质通过阀体2再输向所需的环境。当钢瓶内的介质快使用完时,残留在钢瓶底部的介质可以通过虹吸管1底部的吸附端口3向上运动,从而可以使介质使用更加的充分。
33.文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1