用于连接钢筋的平行锥形一体型螺纹结合结构的制作方法
1.本发明涉及用于连接钢筋的平行锥形一体型螺纹结合结构,更详细地涉及如下的发明,即,在内螺纹体与外螺纹体螺纹结合时,发生平行内螺纹部与平行外螺纹部和锥形内螺纹部与锥形外螺纹部的平行锥形同时结合的作用,通过利用这种作用,减少结合转数,从而可以螺纹结合,由于锥形结构的引导作用,无需进行螺线起点对准作业,并且减少结合后的松动现象。
背景技术:
2.现有公知的用于连接钢筋的平行内螺纹与平行外螺纹之间结合时,由于完成结合所需转数与螺纹数量相同,因此,在完全结合时,必须旋转所有螺纹直到完成结合,在旋转与螺纹的数量相同的数量的过程中,结合所需时间延长。并且,在内螺纹与外螺纹的初始结合时,应对准轴心与螺线起点。
3.参照图15,现有专利号us3415552公开一种连接用金属材料增强钢棒,具有形成螺纹的联接套筒。在上述专利中公开的锥形的钢筋端部与联接套筒是包括使用锥形螺纹的内螺纹与外螺纹之间的结合的结构。
4.观察仅通过锥形内螺纹与锥形外螺纹结合的方式,与平行内螺纹与平行外螺纹结合时相比,完成结合所需转数可以减少,因此可以进行快速的结合,并且在外螺纹插入时,能够起到基于锥形结构的引导作用,但是在螺纹开始结合时,由于锥形结构的局限性,螺纹之间存在不完全结合的状态,在完成结合后,由于缺乏耐力而具有轴向流动,或在发生振动时螺纹松动,或即使拉力小于平行螺纹的拉力,也有发生脱落现象的隐患。
5.并且,参照图4的x1部分,作为将锥形螺纹与平行螺纹简单组合的现有的实施例,在由于锥形螺纹位于钢筋端部的末端部且锥形螺纹比平行螺纹更靠近端部情况下,当由于锥形螺纹的最大大径和平行螺纹的大径相同而插入时,内螺纹34与外螺纹35之间相互干涉。因而在不进行螺纹旋转的情况下,无法将锥形螺纹深入插入并结合,因此,具有如下的缺点,即,虽然完成结合所需转数比平行螺纹少,但是比锥形螺纹多,并且难以形成螺纹。
6.与此相反,参照图16,有关平行螺纹位于钢筋端部的末端部且平行螺纹比锥形螺纹更靠近端部的情况,在现有专利号10-0439628公开一种如下的钢筋连接结构。即,一种钢筋连接结构,由连接插孔和钢筋形成,上述连接插孔在两侧对称形成内螺纹部,上述钢筋在端部形成外螺纹部并与上述连接插孔的端部螺纹结合,连接插孔10的内螺纹部11的外侧形成有呈锥形的夹紧内螺纹部11a,在上述夹紧内螺纹部11a的内侧连续形成有水平的拉伸内螺纹部11b,在钢筋20的外螺纹部21的端部形成有呈水平并与上述连接插孔10的拉伸内螺纹部11b螺纹结合的拉伸外螺纹部21b,在上述拉伸外螺纹部21b的内侧连续形成有呈锥形并与上述连接插孔10的夹紧内螺纹部11a螺纹结合的夹紧外螺纹部21a。
7.但是观察这种结构,拉伸内螺纹部11b与拉伸外螺纹部21b之间的螺纹是平行螺纹部,因此,与锥形螺纹部相比,结合所需转数只能增大,在实际进行连接插孔和钢筋的紧固作业时,将钢筋插入到连接插孔内部后仍需要对准平行内螺纹部与平行外螺纹部之间的轴
心并进行螺纹结合作业。
8.并且,由于该结构是在先进行平行螺纹部之间的结合直到最后平行螺纹完成结合后再进行锥形螺纹部之间的结合并表达的结构,因此认为该结构最终不能形成发生平行螺纹和锥形螺纹的同时结合作用的结构。
9.为此,公开一种在保留平行螺纹和锥形螺纹的优点的同时,解决各个平行螺纹及锥形螺纹问题的发明。
技术实现要素:
10.技术问题
11.本发明的目的在于,分别形成具有任意直径规格的平行内螺纹部或平行外螺纹部,而与锥形内螺纹部的最大小径或锥形外螺纹部的最大大径无关。
12.并且,本发明的目的在于,在不进行螺纹旋转的情况下可将锥形螺纹深入插入。
13.并且,本发明的目的在于,在减少结合转数的同时,确保平行锥形螺纹无遗漏地全部结合。
14.并且,本发明的目的在于,实现平行螺纹部与锥形螺纹部的同时结合。
15.并且,本发明的目的在于,即使没有锁紧螺母也可以锁紧螺纹之间的结合。
16.并且,本发明的目的在于,与单独使用锥形螺纹的结合相比,直线度失真更少。
17.并且,本发明的目的在于,在外螺纹体插入时,可以发生引导作用。
18.并且,本发明的目的在于,可以实现快速的螺纹结合。
19.并且,本发明的目的在于,使螺纹的松动现象最小化。
20.解决问题的手段
21.为了实现上述问题而提出的本发明提供用于连接钢筋的平行锥形一体型螺纹结合结构,其为用于连接钢筋的内螺纹体与外螺纹体之间的螺纹结合结构,其特征在于,上述内螺纹体包括平行锥形一体型内螺纹部,上述平行锥形一体型内螺纹部由平行内螺纹部和锥形内螺纹部形成为一体而成,上述平行内螺纹部由在内径形成平行螺纹而成,上述锥形内螺纹部由在上述平行内螺纹部的一端的小径变窄而成,上述外螺纹体包括平行锥形一体型外螺纹部,上述平行锥形一体型外螺纹部由平行外螺纹部和锥形外螺纹部形成为一体而成,上述平行外螺纹部由在外径形成平行螺纹而成,上述锥形外螺纹部由在外螺纹部的一端的大径变窄而成,上述平行内螺纹部的小径(minor diameter)形成为大于上述锥形内螺纹部的最大小径,上述平行外螺纹部的大径(major diameter)形成为大于上述锥形外螺纹部的最大大径,在上述平行内螺纹部与锥形内螺纹部之间及上述平行外螺纹部与锥形外螺纹部之间分别形成有螺纹不连续部,上述平行内螺纹部的小径形成为大于上述锥形外螺纹部的最大大径。
22.本发明的特征在于,上述内螺纹体与外螺纹体具有临时结合的形状,使得上述外螺纹体的锥形外螺纹部在没有螺纹旋转的情况下完全内插到上述内螺纹体的内部。
23.本发明的特征在于,上述内螺纹体与外螺纹体具有临时结合的形状,使得锥形内螺纹部与锥形外螺纹部和平行内螺纹部与平行外螺纹部均能够螺纹结合。
24.本发明的特征在于,上述外螺纹体或内螺纹体与钢筋形成为一体,外螺纹体或内螺纹体与上述钢筋的一侧端形成为一体,或者外螺纹体与上述钢筋的两侧端形成为一体,
或者内螺纹体与上述钢筋的两侧端形成为一体,或者外螺纹体和内螺纹体分别与上述钢筋的两侧端形成为一体。
25.本发明的特征在于,上述外螺纹体或内螺纹体通过摩擦焊接与上述钢筋形成为一体。
26.本发明的特征在于,在外螺纹体与上述钢筋的两侧端形成为一体的情况下,在两侧端的上述外螺纹体的螺纹的回旋方向彼此相同或相反,在内螺纹体与上述钢筋的两侧端形成为一体的情况下,在两侧端的上述内螺纹体的螺纹的回旋方向彼此相同或相反,在外螺纹体与内螺纹体分别与上述钢筋的两侧端形成为一体的情况下,在两侧端的上述内螺纹体与外螺纹体的螺纹的回旋方向彼此相同或相反。
27.本发明的特征在于,上述平行锥形一体型外螺纹部通过对钢筋端部进行螺纹加工来直接形成于钢筋。
28.一种用于连接钢筋的平行锥形一体型螺纹结合结构,其为用于连接钢筋的内螺纹体与外螺纹体之间的螺纹结合结构,其特征在于,上述内螺纹体是两个平行锥形一体型内螺纹部以锥形螺纹方向相向的方式形成在同一轴线上的钢筋连接器,上述平行锥形一体型内螺纹部由平行内螺纹部和锥形内螺纹部形成为一体而成,上述平行内螺纹部由在内径形成平行螺纹而成,上述锥形内螺纹部由在上述平行内螺纹部的一端的小径变窄而成,上述外螺纹体是形成有平行锥形一体型外螺纹部的钢筋,上述平行锥形一体型外螺纹部由平行外螺纹部和锥形外螺纹部形成为一体而成,上述平行外螺纹部由在外径形成平行螺纹而成,上述锥形外螺纹部由在上述平行外螺纹部的一端的大径变窄而成,在上述平行内螺纹部与锥形内螺纹部之间及上述平行外螺纹部与锥形外螺纹部之间分别形成有螺纹不连续部,上述平行内螺纹部的小径形成为大于上述锥形外螺纹部的最大大径。
29.本发明的特征在于,形成于上述钢筋连接器上的相向的平行锥形一体型内螺纹部的螺纹的回旋方向彼此相同或相反。
30.发明的效果
31.本发明具有如下的效果,即,通过在平行内螺纹部与锥形内螺纹部之间及平行外螺纹部与锥形外螺纹部之间分别形成螺纹不连续部,可以分别形成具有任意直径规格的平行内螺纹部或平行外螺纹部,而与锥形内螺纹部的最大小径或锥形外螺纹部的最大大径无关。
32.并且,具有如下的效果,即,通过将平行内螺纹部的小径形成为大于锥形外螺纹部的最大大径,使得外螺纹体的锥形螺纹部全部插入到内螺纹体内部而无需螺纹旋转,从而实现临时结合。
33.并且,具有如下的效果,即,在内螺纹体与外螺纹体的螺纹结合并旋转时,发生平行内螺纹部与平行外螺纹部与锥形内螺纹部与锥形外螺纹部分别同时结合的作用,因此,可以减少结合转数的同时,平行锥形螺纹无遗漏地全部结合。
34.并且,具有如下的效果,即,由于锥形螺纹和平行螺纹分别均形成内外啮合的螺纹,因此,实现平行螺纹部与锥形螺纹部的同时结合。
35.并且,具有如下的效果,即,在完成结合时,平行螺纹部与锥形螺纹部之间相互夹紧,从而即使没有锁紧螺母也可以锁紧螺纹之间的结合。
36.并且,具有如下的效果,即,结合后,内螺纹体与外螺纹体的结合包括通过平行螺
纹部的结合,因此,可通过平行螺纹部具有直线度,并与单独使用锥形螺纹的结合相比,直线度失真更少。
37.并且,具有如下的效果,即,在外螺纹体插入到内螺纹体内时,自动实现由锥形所形成的角度的轴心对准,因此,在外螺纹体插入时,发生引导作用。
38.并且,可以省略钢筋结合作业时每次需要进行的初始结合表达时的轴心对准作业,从而可以提高钢筋连接作业的效率。
39.并且,在将外螺纹体插入到内螺纹体内时,由于无需进行额外的螺纹起点对准作业,从而具有能够快速螺纹结合的效果。
40.并且,具有如下的效果,即,在将内螺纹体与外螺纹体由平行锥形一体型单排螺纹形成的情况下,平行锥形螺纹结构与形成多排螺纹一样,确保快速结合速度。
41.并且,具有如下的效果,即,通过单排螺纹使螺纹的导程角变小,从而使螺纹的松动现象最小化。
附图说明
42.图1为示出本发明实施例的局部剖视图。
43.图2为示出形成平行锥形一体型内螺纹部的内螺纹体的图。
44.图3为示出形成平行锥形一体型外螺纹部的外螺纹体的图。
45.图4为通过将现有的实施例与本发明的实施例进行对比,示出在临时结合时的结合深度差的图。
46.图5为示出第一实施例的临时结合状态的图。
47.图6为示出第二实施例的临时结合状态的图。
48.图7为示出第三实施例的临时结合状态的图。
49.图8为示出第一实施例的临时结合后零旋转状态的图。
50.图9为示出第一实施例的临时结合后旋转1圈的状态的图。
51.图10为示出在第一实施例中临时结合后旋转2圈的状态的图。
52.图11为示出在第一实施例中临时结合后旋转3圈的状态的图。
53.图12为示出在第一实施例中临时结合后旋转4圈的状态的图。
54.图13为示出钢筋、内螺纹体及外螺纹体的图。
55.图14为示出平行锥形一体型内螺纹部形成于两侧的内螺纹体的实施例的图。
56.图15及图16为示出现有实施例的图。
具体实施方式
57.以下,详细说明用于连接钢筋的平行锥形一体型螺纹结合结构。
58.在本说明书中,平行螺纹是指螺纹的小径或大径沿着轴向恒定的螺纹,锥形螺纹是指螺纹的小径或大径沿着轴向增加或减少而呈锥形角度的形态的螺纹。
59.并且,除非有特别相反的记载,否则“包括”一种结构要素是指还可以包括其他结构要素,而并非排除其他结构要素。
60.以下,对本发明进行详细说明。
61.参照图1至图3,本发明的平行锥形一体型螺纹结合结构包括内螺纹体20、外螺纹
体30、平行锥形一体型内螺纹部21、平行锥形一体型外螺纹部31。
62.上述内螺纹体20包括平行锥形一体型内螺纹部21,上述平行锥形一体型内螺纹部由平行内螺纹部p1和锥形内螺纹部t1形成为一体而成,上述平行内螺纹部p1由在内径形成平行螺纹而成,上述锥形内螺纹部t1由在上述平行内螺纹部p1的一端的小径变窄而成。
63.上述内螺纹体20沿着内侧方向在内径并排形成有平行内螺纹部p1和锥形内螺纹部t1,锥形内螺纹部t1比上述平行内螺纹部p1更靠近内侧。
64.上述外螺纹体30包括平行锥形一体型外螺纹部31,上述平行锥形一体型外螺纹部31由平行外螺纹部p2和锥形外螺纹部t2形成为一体而成,上述平行外螺纹部p2由在外径形成平行螺纹而成,上述锥形外螺纹部t2由在上述平行外螺纹部p2的一端的大径变窄而成。
65.为了螺纹结合,锥形螺纹t1、t2和平行螺纹p1、p2以相互对应的规格形成,分别均具有以内外啮合的结构螺纹结合的结构。
66.为此,上述平行内螺纹部p1的小径dp1形成为大于上述锥形内螺纹部t1的最大小径dt1。
67.即,上述锥形内螺纹部t1形成为小径沿着平行内螺纹部p1方向逐渐变大,但是,上述锥形内螺纹部t1的最大小径dt1形成为小于上述平行内螺纹部p1的小径dp1。
68.并且,上述平行外螺纹部p2的大径dp2形成为大于上述锥形外螺纹部t2的最大大径dt2。
69.即,上述锥形外螺纹部t2的大径形成为沿着上述平行外螺纹部p2方向逐渐变大,但是,上述锥形外螺纹部t2的最大大径dt2形成为小于上述平行外螺纹部p2的大径dp2。
70.因此,上述锥形螺纹t1、t2和平行螺纹p1、p2可形成为分别均形成内外啮合的螺纹的结构。
71.进而,上述平行内螺纹部p1与锥形内螺纹部t1之间及上述平行外螺纹部p2与锥形外螺纹部t2之间分别形成有螺纹不连续部23、33。
72.上述螺纹不连续部23、33具有多种形状和方法,只要螺纹不连续即可。
73.例如,可以在圆周方向上加工形成以带状凹陷形成的凹陷部。即,通过上述凹陷部具有锥形螺纹部-凹陷部-平行螺纹部t1-23-p1、t2-33-p2的一系列结构。由此,锥形螺纹部t1、t2的螺线不连续。
74.但是,为了螺纹的不连续,不一定要形成如上所述的凹陷部,并可以具有形成螺纹的不连续的多种结构。
75.如果螺纹不连续,则螺纹加工变得容易,能够以任意直径规格分别形成平行内螺纹部p1或平行外螺纹部p2,而无需与上述锥形内螺纹部t1的最大小径dt1或上述锥形外螺纹部的最大大径dt2有关。
76.因此,锥形螺纹部t1、t2与平行螺纹部p1、p2的有效截面积相加,从而可以使拉力等具有耐力。
77.为了高效且快速地进行螺纹结合作业,上述平行内螺纹部p1的小径dt1形成为大于上述锥形外螺纹部的最大大径dt2。
78.可通过这种结构从根本上避免在螺纹结合作业时螺纹之间的不必要的干涉。
79.由此,在内螺纹体20与外螺纹体30的螺纹结合旋转时,发生平行内螺纹部p1与平行外螺纹部p2和锥形内螺纹部t1与锥形外螺纹部t2分别同时结合的作用,因此,具有通过
利用这种作用减少结合转数的同时,平行锥形螺纹无遗漏地全部结合的效果。
80.即,由于锥形螺纹和平行螺纹分别形成全部内外啮合的螺纹的结构,因此具有如下的效果,即,实现平行内螺纹部p1与平行外螺纹部p2和锥形内螺纹部t1与锥形外螺纹部t2的同时结合。
81.并且,当完成结合时,锥形螺纹t1、t2和平行螺纹p1、p2之间相互夹紧,从而即使没有锁紧螺母也可以锁紧螺纹之间的结合。由此,可起到自锁作用,从而可去除钢筋连接部的初始滑移。
82.在结合后,由于内螺纹体20与外螺纹体30包括通过平行螺纹部p1、p2的结合,因而可具有通过平行螺纹部p1、p2的直线度,与单独使用锥形螺纹部t1、t2的结合相比,可具有直线度失真更少的效果。
83.内螺纹体20与外螺纹体30的材质是金属材料。
84.参照图4的x1部分所示,在简单组合锥形螺纹与平行螺纹的现有实施例的情况下,由于锥形螺纹的最大大径和平行螺纹的大径相同,在插入时内螺纹35与外螺纹34之间相互干涉36。因而临时结合深度d1受限,导致在没有螺纹旋转的情况下,无法将锥形螺纹深入插入来临时结合。
85.但是,如图4的x2部分所示,根据本发明,内螺纹体和外螺纹体可以形成为平行内螺纹部的小径大于锥形外螺纹部的最大大径,从而在完成临时结合时,锥形螺纹部可相互接触37,且平行螺纹部可相互隔开38。最终,由于临时结合深度是根据锥形螺纹部与平行螺纹部是否接触来确定的,因此,与x1部分相比,x2部分的临时结合深度更深。
86.即,直到锥形内螺纹部与锥形外螺纹部的锥形螺纹之间结合起点(图5)或锥形内螺纹部与锥形外螺纹部的锥形螺纹和平行内螺纹部与平行外螺纹部的平行螺纹之间的同时结合起点(图6)或平行内螺纹部与平行外螺纹部的平行螺纹之间的结合起点(图7),在不进行螺纹旋转的情况下,可以使外螺纹体插入到内螺纹体内部并临时结合。由此,临时结合时的结合深度d2可以增大(d2>d1)。
87.如上所述,当平行内螺纹部p1的小径dp1形成为大于上述锥形内螺纹部t1的最大小径dt1时,上述外螺纹体30的锥形外螺纹部t2呈临时结合的形状,以在没有螺纹旋转的情况下完全内插到上述内螺纹体21内部。
88.即,上述外螺纹体30的锥形外螺纹部t2完全内插到上述内螺纹体21内部,从而临时结合可以达到不暴露于外部的深度。
89.因此,可以省略钢筋结合作业时每次需要进行的初始结合表达时的轴心对准作业,从而可以提高钢筋连接作业的效率。
90.首先作为第一实施例,参照图5,内螺纹体202与外螺纹体203可以临时结合,使得锥形内螺纹部与锥形外螺纹部相互接触200,平行内螺纹部与平行外螺纹部相互隔开201。
91.例如,在螺纹为单排螺纹的情况下,优选如下实施例:当锥形内螺纹与锥形外螺纹旋转0.5圈时,开始进行平行内螺纹与平行外螺纹的结合。
92.因此,在1螺距为2.5的情况下,锥形内螺纹部与锥形外螺纹部相互接触时,平行内螺纹部与平行外螺纹部结合起点的隔开距离204为2.5mm的2分之1的1.25mm。
93.无需寻找锥形内螺纹部与锥形外螺纹部的锥形螺纹之间的结合起点。在旋转过程中,发生相互内螺纹与外螺纹自动对准的作用。
94.由此,当上述外螺纹体203插入到内螺纹体202内时,自动实现由锥形所形成的角度的轴心对准,因此,在外螺纹体203插入时,具有发生引导作用的效果。
95.由此,由于无需额外进行螺纹起点对准作业,从而具有可以进行快速的螺纹结合的效果。
96.在平行螺纹的情况下,为了最初的螺纹结合表达,必须进行螺纹起点对准作业,但是本发明在结构中包括平行螺纹之间的螺纹结合,且无需起点对准作业。
97.在临时结合后,若开始沿着螺纹方向旋转,则开始平行螺纹之间的结合,接着还开始锥形螺纹之间的结合。
98.然后作为第二实施例,参照图6,内螺纹体302与外螺纹体303可以临时结合,使得锥形内螺纹部与锥形外螺纹部和平行内螺纹部与平行外螺纹部均同时接触300、301。
99.在这种实施例的情况下,在上述锥形螺纹部与平行螺纹部临时结合时处于全部接触300、301的状态,因此,当沿着旋转方向旋转时上述锥形内螺纹与锥形外螺纹和平行内螺纹与平行外螺纹均开始结合。
100.然后作为第三实施例,参照图7,上述内螺纹体402与外螺纹体403可以临时结合,使得锥形内螺纹部与锥形外螺纹部相互隔开400且平行内螺纹部与平行外螺纹部相互接触401。
101.在这种实施例的情况下,若临时结合后开始沿着螺纹方向进行旋转,则开始平行螺纹之间的结合,接着还开始锥形螺纹之间的结合。
102.最终,在任何情况下,若临时结合后开始沿着螺纹方向进行旋转,则锥形螺纹与平行螺纹均实现结合。
103.如上所述,上述内螺纹体和外螺纹体具有临时结合的形状,使得锥形内螺纹部与锥形外螺纹部和平行内螺纹部与平行外螺纹部均可以螺纹结合。
104.上述内螺纹体与外螺纹体可以由单排或多排螺纹形成。
105.由于单排螺纹在旋转1圈时可前进螺距,因此很难快速结合,但是,由于减少螺纹的导程角,从而在发生振动或轴向拉力时少发生螺纹的松动现象。
106.由于两排螺纹在旋转1圈时可前进二倍螺距,因此可以快速结合,但是,由于增加螺纹的导程角,在发生振动或轴向拉力时容易发生螺纹的松动现象。
107.并且,三排螺纹可进行更快的结合,但是松动现象更加严重。
108.优选地,在由平行锥形一体型单排螺纹形成上述内螺纹体和外螺纹体的情况下,平行锥形螺纹结构可具有如下的效果,即,确保与形成多排螺纹相同的快速结合速度,而且通过单排螺纹减少螺纹的导程角,可以使螺纹的松动现象最小化。
109.并且,在需要更快速结合的情况下,可以由多排螺纹形成上述内螺纹体和外螺纹体。
110.下面进一步详细说明上述第一实施例。
111.参照图8至图12,上述内螺纹体40相对于轴向的锥形角度为6
°
,其为单排螺纹,锥形内螺纹部42的螺距为2.5mm,锥形内螺纹部42的最大小径为33.42mm,锥形内螺纹为18个,平行内螺纹部45的螺距为2.5,平行内螺纹部45的小径为36.78mm,平行内螺纹为4个。
112.外螺纹体41相对于轴向的锥形角度为6
°
,其为单排螺纹,锥形外螺纹部42的螺距为2.5mm,锥形外螺纹部42的最大大径为35.51mm,锥形外螺纹为18个,平行外螺纹部44的螺
距为2.5mm,平行外螺纹部44的大径为38.68mm,平行外螺纹为4个。
113.当锥形内螺纹与外螺纹部在临时结合状态下接触时,平行内螺纹部45与平行外螺纹部44处于隔开1.25mm的状态。
114.平行内螺纹部45的小径形成为大于锥形外螺纹部42的最大大径35.51mm(36.78mm>35.51mm),因此,在外螺纹体41插入时,锥形外螺纹部42不与平行内螺纹部45干涉。
115.当外螺纹体41沿着轴向正确插入到内螺纹体40时,最初发生接触的点就是锥形内螺纹部42与锥形外螺纹部42的结合起点mt。
116.直到此时处于临时结合状态,因此,平行内螺纹部45与平行外螺纹部44处于隔开的状态。
117.由于隔开距离48为1.25mm,因此,平行螺纹之间的最初结合在外螺纹体41旋转0.5圈后开始发生。
118.将接触点mt称为平行螺纹零旋转点(0turn)。
119.参照图9,在平行螺纹旋转1圈(1turn)后结合时,所有锥形螺纹的螺纹结合距离为总结合距离的四分之一,并且平行螺纹和锥形螺纹开始同时结合。
120.参照图10,在平行螺纹旋转2圈(2turn)后结合时,所有锥形螺纹的螺纹结合距离为总结合距离的四分之二。
121.参照图11,在平行螺纹旋转3圈(3turn)后结合时,所有锥形螺纹的螺纹结合距离为总结合距离的四分之三。
122.参照图12,在平行螺纹旋转4圈(4turn)后结合时,所有锥形螺纹的螺纹结合距离为总结合距离的四分之四,并完成结合。
123.即,外螺纹体41每旋转1圈,外螺纹体41前进2.5mm螺距,由此,锥形螺纹部42、43全部结合为一体,旋转4圈后完成结合。
124.最终,当外螺纹体41旋转4圈时,一举完成18个(锥形螺纹)和4个(平行螺纹)总共22个螺纹的结合。
125.在平行螺纹部44、45完成结合时,一举完成锥形螺纹部42、43全部的结合,因此,只需旋转4圈,就可以使单排螺纹的22个螺纹均完成结合(转数:结合螺纹数=4:22)。
126.进而,当锥形内螺纹部43、锥形外螺纹部42、平行内螺纹部45、平行外螺纹部44分别由两排螺纹形成时,每旋转1圈,外螺纹体41可前进5mm螺距,只需旋转2圈,22个螺纹均完成结合。(转数:结合螺纹数=2:22)
127.并且,上述锥形内螺纹部43的螺线终点与平行内螺纹部45的螺线起点之间的相位偏差和锥形外螺纹部42的螺线终点与平行外螺纹部44的螺线起点之间的相位偏差可以形成为相互对应。
128.即,相位偏差可以彼此相同,或可以在可螺纹结合的范围内的规定误差内加工形成。
129.并且,上述平行锥形一体型内螺纹与外螺纹部之间46、47的结合结构具有锥形螺纹部的结构与平行螺纹部的结构互补的特性,因此对于振动、横向力,与单独使用平行螺纹的结合结构或单独使用锥形螺纹的结合结构相比可以提高耐力。
130.锥形角度、单排螺纹或多排螺纹与否、螺距、锥形螺纹数、平行螺纹数、外螺纹体41的锥形外螺纹部42的最大大径、平行外螺纹部44的大径和内螺纹体40的锥形内螺纹部42的
最大小径、平行内螺纹部45的小径的实施例可根据需要以多种方式形成并实施。
131.上述内螺纹体和外螺纹体的螺纹形状是多种多样的。例如,可以由截面形状呈多边形、梯形、锯齿形或圆形的螺纹形成。尤其,当需要较大的力时,内螺纹体和外螺纹体的螺纹可以由锯齿螺纹或圆螺纹形成。
132.参照图13,上述外螺纹体101或内螺纹体102可以与钢筋105的一侧端108或两侧端105形成为一体。
133.即,外螺纹体或内螺纹体可以与钢筋的一侧端形成为一体,或者外螺纹体与钢筋的两侧端形成为一体,或者内螺纹体与上述钢筋的两侧端形成为一体,外螺纹体和内螺纹体与钢筋的两侧端形成为一体。
134.外螺纹体101可以为实心部件。
135.例如,实心外螺纹体101可以是用于螺纹连接的实心外螺纹体101,其中在轴部和上述轴部的周边面形成螺纹。用于螺纹连接的实心外螺纹体与钢筋105形成为一体。例如,对于钢筋105,可通过摩擦焊接106、螺柱焊、电子束焊、激光焊、co2焊、氩焊、对焊、闪光焊等多种焊接方法,在延伸方向上形成为一体。在摩擦焊接时,焊接余高可以在加工结束后去除。
136.内螺纹体102可以是在本体和上述本体的内面形成螺纹而可以进行螺纹连接的内螺纹体102。
137.用于螺纹连接的内螺纹体102可以与钢筋105形成为一体。例如,对于钢筋105,可通过摩擦焊接107、螺柱焊、电子束焊、激光焊、co2焊、氩焊、对焊、闪光焊等多种焊接方法形成为一体。在摩擦焊接时,焊接余高可以在加工结束后去除。
138.例如,实心外螺纹体101-钢筋105-实心外螺纹体101、实心外螺纹体101-钢筋105-内螺纹体102、内螺纹体102-钢筋105-内螺纹体102可以分别形成为一体。
139.在这种情况下,以钢筋为基准,两侧的部件相互间螺纹的回旋方向可以彼此相同或相反。
140.即,在外螺纹体与上述钢筋的两侧端形成为一体的情况下,上述外螺纹体的螺纹的旋转方向可以彼此相同或相反,在内螺纹体与上述钢筋的两侧端形成为一体的情况下,上述内螺纹体的螺纹的旋转方向彼此相同或相反,在外螺纹体与内螺纹体与上述钢筋的两侧端形成为一体的情况下,上述内螺纹体的螺纹的方向和外螺纹体的螺纹的旋转方向彼此相同或相反。
141.例如,在螺纹的旋转方向彼此相反且外螺纹体与上述钢筋的两侧端形成为一体的情况下,左侧端形成为右螺纹,右侧端形成为左螺纹。由此,在两侧端连接钢筋时,可以进行容易的结合作业。
142.并且,在与上述钢筋的两侧端形成为一体的部件的规格不同的情况下,可以进行异径连接。即,在外螺纹体与上述钢筋的两侧端形成为一体的情况下,两侧端外螺纹体的规格可以不同,在内螺纹体与上述钢筋的两侧端形成为一体的情况下,两侧端内螺纹体的规格可以不同,在外螺纹体与内螺纹体分别与上述钢筋的两侧端形成为一体的情况下,两侧端外螺纹体与内螺纹体的规格可以不同。
143.由此,例如,在进行钢筋施工时,从下部到上部进行施工的过程中,在钢筋的厚度不同的异径钢筋之间需要进行钢筋连接的情况下,可通过异径连接来应对。
144.并且,虽然未示出,但可以具有多种结构,如仅在上述钢筋的一侧形成平行锥形一体型外螺纹部且在另一侧未接合额外的部件的情况,或在一侧形成平行锥形一体型内螺纹部且在另一侧形成固定部件的情况等。
145.尤其,在内螺纹体的情况下,可以实施仅形成一个平行锥形一体型内螺纹部的实施例,也可以实施形成多个平行锥形一体型内螺纹部的实施例。上述平行锥形一体型内螺纹部呈锥形螺纹部位于内侧且平行螺纹部位于外侧的形状。
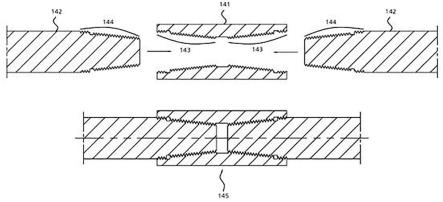
146.参照图14,上述内螺纹体141可以是从两侧连接外螺纹体142的连接器,形成一对平行锥形一体型内螺纹部143,且平行锥形一体型内螺纹部143的锥形内螺纹部以相向的方式形成一对。
147.即,两个平行锥形一体型内螺纹部143能够以锥形螺纹方向相向的方式形成。可以在相向的平行锥形一体型内螺纹部143分别形成有平行锥形一体型外螺纹部144的钢筋从两侧螺纹结合来连接钢筋。
148.由此,上述内螺纹体141形成为钢筋连接器,用于从两侧连接作为外螺纹体142的钢筋。
149.在上述内螺纹体141成为钢筋连接器的情况下,可根据需要,相向的平行锥形一体型内螺纹部143的螺纹的回旋方向彼此相同或相反。
150.并且,为了形成平行锥形一体型外螺纹部,对于钢筋端部可进行直接冷锻、精加工及端部倒角,之后通过滚压装置(平模、滚模等)进行螺纹加工,或者冷锻后进行切削螺纹加工等的方法将平行锥形一体型外螺纹部直接加工形成到钢筋的端部。
151.上述内螺纹体141可以在外表面的规定区间形成有滑动防止装置,以便于工具把持。即,作为上述滑动防止装置,形成选自由外表面被花键加工的情况、外表面被滚花加工的情况、横截面为圆形的情况、截面形状为多角形的情况及具有位于相向位置的一对以上把持面的情况中的一种情况,从而可以顺利进行上述内螺纹体141的螺纹旋转夹紧作业。
152.在一对平行锥形一体型内螺纹部143的规格不同的情况下,可以进行异径连接。例如,在进行钢筋施工时,从下部到上部进行施工的过程中,即使在钢筋的厚度不同的异径钢筋之间需要进行钢筋连接的情况下,也可以通过异径连接来应对。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1