一种用于贴合条状导电布的贴合装置及贴合机的制作方法
1.本发明涉及一种贴合装置,具体涉及一种用于贴合条状导电布的贴合装置。
背景技术:
2.随着自动化机器的普及,对于模切行业的产品要求也越来越高。自动化机器在抓取产品时,首先就需要感应到产品,才能抓取成功,机械手才能将产品准确贴在工件上。为了能让自动化机器更好的感应产品,一般产品与产品之间的间隔就比较大。这个做这些模切件产品时对材料的浪费就比较多,特别是主材料,价格一般都是比较贵的。
3.如图1所示,产品主材料为导电布(阴影位置),4个产品为一模(即每次冲切,可做4个产品),导电布区域总宽度a为64.85mm,在制作过程中,贴合的导电布需要给69mm,单边留2mm的余量,便于冲切后排废。由于每个阴影位置的间隙b为7.15mm,产品有导电布的位置c只有10.85mm,这样就有3*7.15mm的导电布在冲切后需要被排废掉,浪费的材料比较多。后来进行改进,在设计工艺方式时就采用了分多条材料,然后再一一的贴在指定区域,改进后导电布规格为15mm,分4卷,然后依次贴在阴影位置,如图2所示。这样用分成15mm规格的去贴,可以将每个间隙位置d节省3mm,共能节省9mm,加工方式如图3和图4所示。但由于有4条15mm的导电布需要去贴,而贴合机的滚轴有限,只能将贴了两条导电布的半成品收卷,然后再在贴合机上贴合另外的两条,然后进行冲切,再对废料区域进行排废,得到最终的产品。该种方式贴合比原来的贴合方式节省了主材料导电布约13%,但是在制造过程中却带来了其他的问题干扰:如贴合导电布需要贴4次、由于导电布单面的边料只有2mm,一旦贴歪了,就会造成产品缺料、由于要在贴合机上收卷做两次贴合,有些地方贴合了物料,有些地方物料还没有贴,力度就不均匀,就会有起拱,使产品有尺寸问题、加工综合不良率可达10%,与节省的物料损耗相抵消的现象等等。
技术实现要素:
4.本发明的目的就是为了解决上述问题至少一个而提供一种用于贴合条状导电布的贴合装置及贴合机,实现了一次完成多条条状导电布在指定位置的贴合。
5.本发明的目的通过以下技术方案实现:
6.本发明第一方面公开了一种用于贴合条状导电布的贴合装置,包括贴合轴、分隔组件和用于固定贴合轴的滚轴;所述的分隔组件包括沿轴向均匀设置于贴合轴外表面上的多个分隔环。
7.优选地,所述的多个分隔环在贴合轴中段均匀设置。
8.优选地,相邻两个分隔环之间的间距比条状导电布宽度大0.1~0.3mm。
9.优选地,相邻两个分隔环之间的间距比条状导电布宽度大0.2mm。
10.优选地,所述的分隔环宽度为3mm。
11.优选地,所述的贴合轴为空心轴,套设于滚轴外。
12.优选地,所述的滚轴上还套设有两个固定环,用于从两端将贴合轴固定于滚轴上。
13.优选地,所述的固定环上设有螺纹孔,两个固定环套设于滚轴上,并通过与螺纹孔连接的锁定螺杆锁定在滚轴上,实现贴合轴与滚轴的固定。
14.优选地,所述的滚轴上设有螺纹,两个固定环与滚轴通过螺纹连接,从两端抵在贴合轴上,实现贴合轴与滚轴的固定。
15.本发明第二方面公开了一种贴合机,包括上述任一所述的一种用于贴合条状导电布的贴合装置。
16.本发明的工作原理为:
17.将贴合轴安装于贴合机滚轴上,并根据导电布所需的贴合位置调整贴合轴在滚轴上的位置。通过设置于滚轴上的两个固定环从两端锁紧贴合轴与滚轴,并通过设置于固定环上的螺纹孔以及相匹配的锁定螺杆固定贴合轴于滚轴上。设置于贴合轴中段的相邻分隔环之间形成贴合通道,滚轴带动贴合轴转动,在各贴合通道内进行导电布的同时贴合。
18.与现有技术相比,本发明具有以下有益效果:
19.1、通过在贴合轴上设置分隔环,可以一次性完成多条条状导电布的贴合;
20.2、贴合轴可在滚轴上调节位置后再通过固定环实现固定,可以对导电布精确定位,有效防止了导电布贴歪,进而有效减少材料的浪费;
21.3、流程中仅会有一次收卷操作,可以有效减少起拱现象,降低产品不良率;
22.4、本装置在开启后无需人工操作,有效提高贴合速度,提升贴合质量,并降低贴合损耗。
附图说明
23.图1为现有工艺中一种导电布贴合方式的结构示意图;
24.图2为现有工艺中第二种导电布贴合方式的结构示意图;
25.图3为现有工艺中第二种导电布贴合方式的贴合顺序示意图;
26.图4为现有工艺中第二种导电布贴合方式的加工流程示意图;
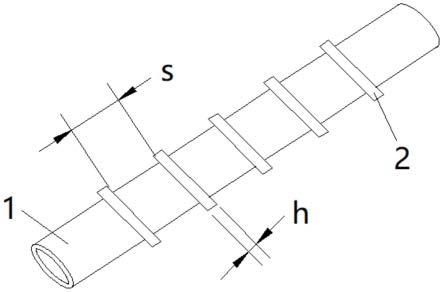
27.图5为本发明中贴合装置的结构示意图;
28.图6为本发明中贴合装置安装于贴合机时的结构示意图;
29.图7为本发明中贴合装置使用时的装置示意图;
30.图8为本发明中贴合装置使用时的加工流程示意图;
31.图中:1-贴合轴;2-分隔环;3-滚轴;4-固定环;5-导电布;6-撕手离型膜;7-辅料保护膜。
具体实施方式
32.下面结合附图和具体实施例对本发明进行详细说明。
33.实施例1
34.如图1所示,产品主材料为导电布5(阴影位置),4个产品为一模(即每次冲切,可做4个产品),导电布5区域总宽度a为64.85mm,在制作过程中,贴合的导电布5需要给69mm,单边留2mm的余量,便于冲切后排废。由于每个阴影位置的间隙b为7.15mm,产品有导电布5的位置c只有10.85mm,这样就有3*7.15mm的导电布5在冲切后需要被排废掉,浪费的材料比较多。
35.后需对该工艺进行改进,在设计工艺方式时就采用了分多条材料,然后再一一的贴在指定区域,改进后导电布5规格为15mm,分4卷,然后依次贴在阴影位置,如图2所示。这样用分成15mm规格的去贴,可以将每个间隙位置d节省3mm,共能节省9mm,加工方式如图3和图4所示,通过冲切依次贴合辅料保护膜7、撕手离型膜6和导电布5。但由于有4条15mm的导电布5需要去贴,而贴合机的滚轴3数量有限,只能将贴了两条导电布5的半成品收卷,然后再在贴合机上贴合另外的两条,然后进行冲切,再对废料区域进行排废,得到最终的产品。该种方式贴合比原来的贴合方式节省了主材料导电布5约13%,但是在制造过程中却带来了其他的问题干扰:如贴合导电布5需要贴4次、由于导电布5单面的边料只有2mm,一旦贴歪了,就会造成产品缺料、由于要在贴合机上收卷做两次贴合,有些地方贴合了物料,有些地方物料还没有贴,力度就不均匀,就会有起拱,使产品有尺寸问题、加工综合不良率可达10%,与节省的物料损耗相抵消的现象等等。
36.为解决上述问题中的至少一个,本实施例提供一种用于贴合条状导电布的贴合装置,包括贴合轴1、分隔组件和用于固定贴合轴1的滚轴3;分隔组件包括沿轴向均匀设置于贴合轴1外表面的多个分隔环2。
37.更具体地,本实施例中:
38.如图5所示,分隔环2设有5个,靠近贴合轴1中段沿贴合轴1轴向均匀设置于贴合轴1外表面。相邻分隔环2之间的贴合轴1区域形成贴合通道,本实施例中形成4条贴合通道,每个分隔环2之间间距s比条状导电布宽度大0.1~0.3mm,优选地,本实施例中,选取间距s比条状导电布宽度大0.2mm,根据需要加工的条状导电布的规格,本实施例中间距s为15.2mm(当条状导电布为其他规格时,间距s的值也进行适应性调整),以容纳导电布5在分条时可能产生的公差。每个分隔环2宽度h为3mm,用于分割相邻导电布5的贴合通道,减少导电布5在贴合时的浪费
39.本实施例中,贴合轴1为空心轴,将其套设于滚轴3外侧并通过固定环4将贴合轴1两端与滚轴3固定,如图6所示。在两个固定环4锁紧贴合轴1与滚轴3前,可以调整贴合轴1的位置至一个合适位置,保证导电布5的精确贴合。固定环4上设置有螺纹孔,与锁定螺杆相配合将贴合轴1固定在滚轴3上。
40.通过本发明的使用,可以同时处理多条导电布5的贴合,不必收卷分次贴合,提高了贴合效率,并且可以减少起拱现象,提升产品的质量。本发明直接安装于贴合机的滚轴3上(如图7所示,安装于方框位置内),如图7所示,可以仅通过一次贴合步骤,即可完成多条导电布5的贴合,相较于图4的现有工艺流程,有效减少了工艺步骤,并可以节约导电布5,提升产品质量和工艺效率。
41.本发明的工作原理为:
42.将贴合轴1安装于贴合机滚轴3上,并根据导电布5所需的贴合位置调整贴合轴1在滚轴3上的位置。通过设置于滚轴3上的两个固定环4从两端锁紧贴合轴1与滚轴3,并通过设置于固定环4上的螺纹孔以及相匹配的锁定螺杆固定贴合轴1于滚轴3上。设置于贴合轴1中段的相邻分隔环2之间形成贴合通道,滚轴3带动贴合轴1转动,在各贴合通道内进行导电布5的同时贴合。
43.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般
原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1