用于乘客输送机系统的带滑轮的制作方法
1.本公开涉及一种用于在乘客输送机系统中引导带的滑轮和相关联的圆柱形套筒及其制造方法。
背景技术:
2.商用电梯系统可使用带滑轮作为驱动系统的部分来操作电梯轿厢。还提出了带驱动的自动扶梯系统。在乘客输送机系统中,驱动滑轮用于既驱动带又引导带。导向或空转滑轮可位于系统中的多种位置处(例如,在驱动滑轮和电梯轿厢之间、在电梯轿厢处或在配重处),并且可用于在操作期间保持适当的对准、绳索配置和带的张力。带滑轮可具有带接纳凹槽,带接纳凹槽具有凸形(即“冠状”)剖面轮廓,其限制带的侧向偏移运动,以确保对准。取决于滑轮的材料(与带的外部材料相比),带凹槽可能需要被机加工和/或其表面被处理,以便实现期望的摩擦水平。典型地,许多带滑轮由钢制成,其中带凹槽在生产期间被粗糙化,以满足针对具有聚合物护套的带的摩擦需求。带滑轮(特别是空转滑轮)的制造可能是昂贵的,并且需要许多处理步骤。
技术实现要素:
3.根据本公开的第一方面,提供了一种用于乘客输送机系统的滑轮,该滑轮包括:滑轮轴线,滑轮绕该滑轮轴线旋转;圆柱形套筒,其包括:外表面,其包括布置成接纳带的凹槽;和内表面,其限定以滑轮轴线为中心的圆柱形空腔;和轴承,其以滑轮轴线为中心并布置成绕滑轮轴线旋转,其中,该轴承包括外座圈、内座圈和在它们之间的一个或多个滚动元件;其中,外座圈包括突起,该突起布置成由于突起和圆柱形套筒的内表面之间的接合而将轴承保持在圆柱形空腔内。
4.将认识到,外座圈包括突起(其中,突起用来将轴承保持在圆柱形空腔内)意味着面向外(即面朝圆柱形套筒的内表面)的突起与圆柱形套筒物理接合。突起将轴承保持在圆柱形空腔内,而不需要任何另外的附接手段(诸如粘合剂或焊接)。取决于外座圈的形状,(例如,至少一个)突起可被认为从外座圈向外并远离外座圈延伸。外座圈可具有与圆柱形套筒的内表面基本上匹配的外轮廓。在一些示例中,圆柱形套筒的内表面可不具有规则的圆柱形形状,例如,内表面可包括起伏部、小圆齿、肋、花键等。突起通过干扰圆柱形套筒的内表面的正常形状而与其接合。
5.在一些示例中,外座圈具有圆柱形形式,并且(例如,至少一个)突起远离外座圈(例如,垂直于滑轮轴线)延伸。因此,(多个)突起可看起来像轴承的外座圈上的齿轮齿。例如,(多个)突起包括垂直于外座圈和滑轮轴线的纵向轴线。将认识到,(多个)突起可具有任何合适的和/或期望的高度(例如,突起远离外座圈的表面延伸的距离)。在一些示例中,(多
个)突起具有在0.1 mm和10 mm之间的高度,例如在0.5 mm和7.5 mm之间、例如在0.5 mm和5 mm之间、例如在0.5 mm和4 mm之间、例如在0.5 mm和3 mm之间、例如在1 mm和5 mm之间、例如在1 mm和4 mm之间、例如在1 mm和3 mm之间的高度。
6.将认识到,(例如,至少一个)突起可通过任何合适和/或期望的手段接合圆柱形套筒的内表面,以将轴承保持在圆柱形空腔内。在一些示例中,(多个)突起布置成与圆柱形套筒的内表面形成压配合(例如,干涉配合,例如,摩擦配合)接合。
7.由于轴承的外座圈具有等于或大于内表面的尺寸(例如,直径)的尺寸(例如,直径),可在(多个)突起和圆柱形套筒的内表面之间形成压配合接合。例如,外座圈的尺寸(例如,直径)可被认为是从突起的径向最外点(例如,突起离滑轮轴线最远的部分)到在外座圈的另一侧上的径向最外点(例如,在该径向位置处,该外座圈也可包括突起)并穿过滑轮轴线的线性测量值。在一些示例中,将认识到,外座圈的尺寸是从两个突起的径向最外点开始并穿过滑轮轴线的线性测量值,使得该尺寸是外座圈的有效直径。
8.可认识到,(多个)突起在形状上是三维的,并且因此具有可与圆柱形套筒的内表面接合的多个侧部(即表面)。在压配合接合的示例中,外座圈相对于圆柱形空腔的内表面的相等或更大的直径造成在(多个)突起的至少一个(例如,所有)侧部和圆柱形套筒的内表面之间的接口处的接触压力,使得在(多个)突起和内表面之间的接触压力将轴承和圆柱形套筒保持在一起(例如,经由摩擦)。优选地,在(多个)突起和内表面之间的压配合将轴承和圆柱形套筒保持在一起,使得它们相对于彼此基本上不可移动。因此,由于与圆柱形套筒的内表面的摩擦接合,(多个)突起可布置成将轴承保持在圆柱形空腔内。
9.在一些示例中,(多个)突起与圆柱形套筒的内表面形成压配合接合,其中,内表面是基本上规则的圆柱形表面(例如,内表面在垂直于滑轮轴线的平面中的横截面是基本上圆形或卵圆形的)。例如,如果(多个)突起包括具有(例如,基本上变平的)顶表面的形状,该形状是例如立方体,例如长方体,例如多边形底面的棱柱,例如截头圆锥或棱锥,则仅(例如,变平的)顶表面可接合圆柱形套筒的内表面以形成压配合接合。
10.在一些示例中,在轴承和圆柱形套筒之间的压配合接合可通过以下方式来形成:施加足以克服摩擦力(例如,由圆柱形套筒的内表面和外座圈的尺寸上的差异引起的摩擦力)的压力,使得轴承被推压到(例如,预成形的)圆柱形套筒的空腔内部。例如,这可应用于被推入金属套筒中的轴承。在下面更详细地描述的其它示例中,圆柱形套筒可由聚合物材料或聚合物基复合材料制成,并且在生产和/或使用期间,在轴承和圆柱形套筒之间的压配合接合可通过应力松弛来形成。
11.在一些其它示例中,备选地或另外,在(多个)突起和内表面之间的接合可包括锁和钥匙或其它对应的配合。例如,圆柱形套筒的内表面可包括与(多个)突起的负形状(例如,印记)紧密对应的一个或多个凹陷(例如,凹部)。在一些示例中,圆柱形套筒的内表面包括多个凹陷。(多个)突起可(例如,至少部分地)接纳在(多个)凹陷内,以形成锁和钥匙配合,使得轴承通过(多个)突起和在圆柱形套筒的内表面上的(多个)凹陷之间的配对相互作用而保持在圆柱形套筒内。在这些示例中,轴承可配合在圆柱形套筒内部,而不需要以与上述压配合接合相同的方式施加力。
12.在一些示例中,(多个)突起和/或(多个)凹陷可为环形的(例如,具有对应于围绕圆柱形套筒的内表面的圆周的连续环的形状)或螺旋形的,但是至少对于锁和钥匙配合,这
可能不会阻止在轴承和圆柱形套筒之间的相对旋转移动。在一些示例中,(多个)突起和/或(多个)凹陷分立地围绕圆柱形套筒的内表面的圆周布置,使得它们的摩擦接合阻止在轴承和圆柱形套筒之间的相对旋转移动。
13.可存在多于一种类型的接合,以将轴承保持在圆柱形套筒内。在一些示例中,在(多个)突起和内表面之间的压配合接合还包括在(多个)凹陷和(多个)突起之间的锁和钥匙配合。例如,(多个)凹陷具有与(多个)突起基本上相同或小于(多个)突起的尺寸,使得在(多个)突起(例如,其至少一个侧部)和(多个)凹陷(例如,其至少一个侧部)之间存在接触压力,使得轴承经由摩擦以及配对相互作用保持在圆柱形空腔内。
14.在一些示例中,(多个)凹陷可具有与(多个)突起近似相同的尺寸或大于(多个)突起的尺寸。在这样的示例中,(多个)突起可接纳在轴承内,但是轴承可相对于圆柱形套筒表现出围绕滑轮轴线的(例如,部分)旋转移动,其中,所述移动受到在(多个)突起(例如,其至少一个侧部)和(多个)凹陷(例如,其至少一个侧部)之间的接合(例如,接触)的限制。例如,(多个)凹陷环绕(多个)突起并形成(多个)突起的相对径向移动的物理屏障。在一些示例中,粘合剂或其它连结材料(例如,层)可设置在突起和对应的凹陷(例如,具有稍大的尺寸)之间,使得轴承相对于圆柱形套筒基本上不可移动。
15.在一些示例中,当轴承被插入到圆柱形套筒中时形成(多个)凹陷。例如,包括(多个)突起的外座圈具有大于内表面的尺寸的尺寸,使得需要压力来将轴承插入到圆柱形空腔中。在其中圆柱形套筒由在施加压力时可变形(例如可延展)的材料制成的示例中,当轴承被推压到圆柱形套筒的空腔内部时,插入轴承所需的压力可造成在圆柱形套筒的内表面上形成(多个)凹陷。
16.在一些示例中,(多个)凹陷在轴承已经被插入到圆柱形空腔中之后形成。例如,包括(多个)突起的外座圈的尺寸可基本上等于或小于圆柱形套筒的内表面的直径,使得在插入轴承时,在突起的顶表面和圆柱形套筒的内表面之间存在接触压力。优选地,接触压力足以将轴承保持就位,但是不在圆柱形套筒的内表面中形成(多个)凹陷。然而,当滑轮在使用中时,例如由于来自驱动滑轮的马达的热传递,可产生滑轮的一些发热,使得圆柱形套筒变得(至少部分地)可延展,并且在使用期间围绕外座圈的(多个)突起模制以产生凹陷。对于由聚合物材料或聚合物基复合材料制成的圆柱形套筒,这样的塑性变形可能更容易发生。
17.在一些示例中,在轴承已经定位在圆柱形套筒内之后,(多个)凹陷可(例如,至少部分地)形成在圆柱形套筒的内表面上。例如,内表面可包括可变化(例如,膨胀和/或收缩)的尺寸(例如,直径)。在这样的示例中,当内表面具有大于外座圈的尺寸的第一尺寸(例如,直径)(例如,在膨胀状态下)时,轴承可被插入到圆柱形空腔中。在插入之后,内表面可变化(例如,收缩)以产生第二直径(例如,在收缩状态下),其中,第二尺寸小于第一尺寸。
18.例如,圆柱形套筒可提供膨胀状态(其中内表面具有第一尺寸),并且然后冷却以提供收缩状态(其中内表面具有第二尺寸,其中,第一尺寸大于第二尺寸)。例如,当圆柱形套筒的材料处于高温(例如,高于材料的玻璃化转变温度或接近其熔点的温度)时,圆柱形套筒可处于膨胀状态。高温可在圆柱形套筒的制造期间或者通过在生产后再加热圆柱形套筒来提供。收缩状态可在圆柱形套筒冷却(例如,冷却到低于玻璃化转变温度的温度)时获得,使得圆柱形套筒从膨胀状态转变到收缩状态。因此,在轴承被插入到圆柱形空腔内之前,圆柱形套筒可被加热以提供膨胀状态(例如,具有第一尺寸)。在轴承的插入之后,可允
许圆柱形套筒从膨胀状态转变(例如,在冷却时)到收缩状态(例如,包括小于第一尺寸的第二尺寸),使得内表面自身围绕(多个)突起形成(例如,模制)以形成(多个)凹陷。
19.在一些示例中,圆柱形套筒可围绕轴承制造(例如,形成),使得在制造圆柱形套筒时可同时形成凹陷。在这样的示例中,(多个)凹陷形成为(多个)突起的印记,使得(多个)凹陷自然地具有(多个)突起的负形状,并且在圆柱形套筒的制造期间在(多个)突起和圆柱形套筒的内表面之间形成压配合接合。
20.(多个)突起可被认为在垂直于滑轮轴线的平面中包括第一横截面形状。将认识到,第一横截面形状可为任何合适的和/或合乎期望的形状,其中,外座圈的(例如,弯曲的)外表面形成该形状的一个边(例如,底边)。在一些示例中,第一横截面形状可为半圆形、圆顶形或弯曲外形。在一些示例中,第一横截面形状可基本上是正方形、矩形、梯形、三角形、截头抛物线或截头双曲线。例如,如果第一横截面形状基本上是正方形,则突起可具有相对于彼此成两个90
°
角度的三个直侧部,其中第四侧部(例如,由外座圈形成)是弯曲的(例如,凹入突起中)。在一些示例中,第一横截面形状可进一步包括弯曲的、圆角的、倒圆的或倒斜角的拐角。在一些示例中,第一横截面形状是四边多边形,例如具有大于90
°
的四个内角和等于或小于90
°
的两个内角的正方形或矩形(例如,优选地,其中,等于或小于90
°
的两个角在邻近凹槽表面的横截面的底边处),例如梯形。
21.将认识到,(多个)突起可为三维的,并且因此包括平行于滑轮轴线的长度。例如,第一横截面形状可在平行于滑轮轴线的方向上沿着外座圈表面延伸,以提供具有给定长度的突起。在一些示例中,(多个)突起具有基本上等于外座圈的宽度(例如,平行于滑轮轴线的外座圈的尺寸)的长度。例如,(多个)突起包括平行于滑轮轴线的纵向轴线和基本上等于外座圈的宽度的长度。在一些示例中,(多个)突起具有小于外座圈的宽度的长度。
22.在一些示例中,第一横截面形状沿着突起的长度是恒定的。例如,(多个)突起的三维形状是棱柱,例如多边形底面的棱柱,其中,多边形底面包括第一横截面形状。在一些示例中,第一横截面形状可沿着突起的长度变化。例如,突起的三维形状可包括从外座圈的表面到突起的最大高度的梯度(例如,倾斜过渡)。
23.在一些示例中,(多个)突起可包括平行于(多个)突起的长度的第二横截面形状,其中,第二横截面形状是任何合适和/或合乎期望的形状。例如,第二横截面形状可为正方形、矩形、梯形、三角形、截头抛物线或截头双曲线。在一些示例中,第二横截面形状可进一步包括弯曲的、圆角的、倒圆的或倒斜角的拐角。在一些示例中,第二横截面形状是多边形形状,优选地在顶部处变平或倒圆(例如,以产生从外座圈的表面到突起的顶部的逐渐过渡)。在一些示例中,第二横截面形状是四边多边形,例如具有大于90
°
的四个内角和等于或小于90
°
的两个内角的正方形或矩形(例如,优选地,其中,等于或小于90
°
的两个角在邻近凹槽表面的横截面的底边处),例如梯形。
24.在一些示例中,外座圈包括多个突起。在一些示例中,多个突起布置成在外座圈上提供嵌齿表面(例如,轴承在垂直于滑轮轴线的平面中的横截面是嵌齿轮形状)。
25.在一些示例中,多个突起中的每个突起位于沿着外座圈的不同径向位置处。例如,各自具有基本上等于外座圈的宽度的宽度的多个突起可围绕外座圈布置,使得突起中的每个在围绕外座圈的不同的径向位置处。在一些示例中,多个突起围绕外座圈均匀地分布。
26.在一些示例中,多个突起可由突起之间的空间分离,例如,在一对突起之间存在不
包括突起的(例如,弯曲的)外座圈表面的部分(例如,空间)。在一些示例中,多个突起基本上触碰,例如,突起之间的空间基本上为零,例如,突起基本上完全覆盖外座圈表面。
27.圆柱形套筒可被认为是包括圆柱形孔的圆柱体,该圆柱形孔从一个圆形面线性地延伸到另一个圆形面,以提供延伸穿过其中的(例如,基本上)圆柱形空腔(例如,由圆柱形套筒的内表面限定)。将认识到,圆柱形套筒可具有任何合适的和/或合乎期望的长度(例如,圆柱形套筒延伸的沿着滑轮轴线的距离)和/或厚度(例如,从内表面垂直地延伸到外表面的距离)。
28.在一些示例中,凹槽(在外表面上)包括凹槽表面,该凹槽表面包括平行于滑轮轴线的宽度。在一些示例中,凹槽的宽度在20 mm和100 mm之间,例如在30 mm和80 mm之间,例如在40 mm和70 mm之间,例如在45 mm和65 mm之间,例如在50 mm和60 mm之间,例如在50 mm和55 mm之间。
29.在一些示例中,从滑轮轴线到凹槽表面的径向距离沿着凹槽的宽度变化,使得凹槽表面具有冠状表面。将认识到,当带被接纳在凹槽内时(例如,在电梯系统内使用期间),冠状表面有助于提供带的自居中。另外或备选地,圆柱形套筒的外表面可包括在凹槽的任一侧处的边沿。
30.在一些示例中,圆柱形套筒具有在5 mm和50 mm之间、例如在5 mm和30 mm之间、例如在5 mm和20 mm之间、例如在5 mm和10 mm之间、例如约7-8 mm的厚度最大值(例如,在凹槽的冠部处的厚度)。
31.在一些示例中,圆柱形套筒在内表面和外表面之间被密实地填充(例如,用圆柱形套筒的材料)。在一些示例中,圆柱形套筒由材料的整体件一体地形成。在一些示例中,圆柱形套筒(例如,在视觉检查时)基本上不包括焊接接头(例如焊接线、例如熔合线)。
32.在一些示例中,圆柱形套筒基本上由金属材料或金属基复合材料制成。例如,(例如,密实地)填充圆柱形套筒的内表面和外表面之间的空间的材料由金属材料组成或基本上包括金属材料。在一些示例中,金属材料适合在诸如金属注射模制(mim)的注射模制过程中使用。
33.在一些示例中,圆柱形套筒基本上由聚合物材料制成。例如,(例如,密实地)填充圆柱形套筒的内表面和外表面之间的空间的材料由聚合物材料组成或基本上包括聚合物材料。在一些示例中,聚合物材料适合在注射模制中使用。例如,聚合物材料由热塑性聚合物组成或包括热塑性聚合物。
34.在一些示例中,圆柱形套筒基本上由聚合物基复合材料制成,例如包括其中分散有纤维或颗粒增强物的聚合物(例如,热塑性)基体。聚合物基体可包括均聚物、杂聚物、嵌段共聚物(例如二嵌段聚合物、例如三嵌段聚合物),或者它们的任何合适的和/或合乎期望的共混物或混合物。在一些示例中,形成聚合物基体的聚合物可为天然的或合成的。优选地,形成聚合物基体的(多种)聚合物(例如,其共混物)包括适合在用于制造圆柱形套筒的注射模制过程中使用的(多种)热塑性聚合物。
35.在一些示例中,聚合物基体包括聚酰胺(例如,脂肪族聚酰胺、聚邻苯二甲酰胺和/或芳族聚酰胺)或聚丙烯酰胺。在一些示例中,聚合物基体包括尼龙6和/或尼龙66。在多种示例中,聚合物基复合材料包括包含纤维增强物的(例如,热塑性)聚合物基体。
36.在一些示例中,聚合物材料可为碳纤维增强聚合物。在一些示例中,聚合物材料是
碳纤维增强的聚酰胺或聚丙烯酰胺。例如,聚合物材料可为碳纤维增强的尼龙6或碳纤维增强的尼龙66或它们的组合和共混物。
37.在一些示例中,聚合物材料可为玻璃纤维增强聚合物(gfrp)。在一些示例中,聚合物材料是玻璃纤维增强的聚酰胺或聚丙烯酰胺。例如,聚合物材料可为玻璃纤维增强的尼龙6或玻璃纤维增强的尼龙66或它们的组合和共混物。在一些示例中,玻璃纤维包括二氧化硅(sio2)或由二氧化硅组成。
38.在一些示例中,(例如玻璃、例如碳)纤维增强物包括长(例如玻璃、例如碳)纤维,例如包括在3 mm和5 mm之间的长度(例如,端到端长度)的(例如玻璃、例如碳)纤维。在一些示例中,(例如玻璃、例如碳)纤维增强物主要都是长(例如玻璃、例如碳)纤维,例如多于80重量%的(例如玻璃、例如碳)纤维增强物是长(例如玻璃、例如碳)纤维,例如多于90重量%的(例如玻璃、例如碳)纤维增强物是长(例如玻璃、例如碳)纤维,例如多于95重量%的(例如玻璃、例如碳)纤维增强物是长(例如玻璃、例如碳)纤维。
39.在一些示例中,聚合物材料包括在30重量%至80重量%之间的(例如长)(例如玻璃、例如碳)纤维(例如,其中,(例如玻璃、例如碳)纤维分散在聚合物基体内)。例如,聚合物材料可包括在40重量%至70重量%之间的(例如长)(例如玻璃、例如碳)纤维,例如在45重量%至65重量%之间的(例如长)(例如玻璃、例如碳)纤维,例如在50重量%至60重量%之间的(例如长)(例如玻璃、例如碳)纤维。
40.在一些示例中,聚合物材料选自由basf chemical company group(德国)制造的ultramid
®
系列,例如玻璃纤维增强的ultramid
®
。
41.在一些示例中,圆柱形套筒由聚合物材料模制为整体(例如单个)件。例如,圆柱形套筒可通过将聚合物(例如,热塑性聚合物)材料注射到模具中来制造。在一些示例中,圆柱形套筒经由圆盘浇口注射模制来制造。
42.根据本公开的第二方面,提供了一种用于乘客输送机系统的滑轮的圆柱形套筒,该圆柱形套筒包括:外表面,其包括布置成接纳带的凹槽;和内表面,其限定圆柱形空腔;其中,圆柱形套筒基本上由聚合物材料或聚合物基复合材料制成,并且其中,圆柱形套筒通过圆盘浇口注射模制制成。已经发现,圆盘浇口注射模制是一种用于制造用作滑轮(即包括布置成接纳乘客输送机系统中的带的凹槽)的圆柱形套筒的特别有益的技术。这种制造技术在圆柱形套筒中是可检测的,例如由于没有焊接线和/或合成的纤维取向,如将在下面更详细地描述的。
43.将认识到,第二方面的圆柱形套筒可并入上面关于第一方面描述的圆柱形套筒的示例的任何或所有特征。在一些示例中,第二方面的圆柱形套筒是如由本公开的第一方面限定的滑轮的圆柱形套筒。
44.发明人已经惊奇地发现,经由圆盘浇口注射模制制造圆柱形套筒提供了基本上没有焊接线的圆柱形套筒,并且因此该圆柱形套筒具有提高的抗拉强度(例如,承载能力)和在失效时增加的应力和应变值。此外,发明人已经发现,使用圆盘浇口模具注射过程注射模制长(例如玻璃、例如碳)纤维增强聚合物造成在基本上平行于圆柱形套筒的内表面和外表面的方向上的改善的(例如玻璃、例如碳)纤维取向。已经发现,例如当与包括分散在聚合物
基体内的随机取向(例如玻璃、例如碳)纤维的构件相比时,改善的取向进一步提高了圆柱形套筒的抗拉强度。
45.特别地,发明人已经惊奇地发现,通过穿过圆盘浇口注射模制来制造圆柱形套筒提供了一种材料结构,该材料结构包括在圆柱形套筒的外表面处存在的较高重量百分比的聚合物基体(和较低重量百分比的(例如玻璃、例如碳)纤维。照此,圆盘浇口模制有助于提供具有光滑外表面(例如,低粗糙度)的圆柱形套筒,同时减少对诸如抛光或砂磨的额外机加工的需求。提供光滑的表面是重要的,因为当带与凹槽表面接触时,光滑的表面有助于减少对带的损坏。此外,发明人已经惊奇地发现,表面层有助于最小化带和/或滑轮的表面上的静电荷的产生,当存在时,静电荷可促成带的劣化或磨损。这与由钢制成的滑轮形成对比,该滑轮通常需要多个生产后步骤(例如,诸如抛光的机加工步骤,例如,用于在表面上提供额外材料层的涂覆步骤),以便提供适合(例如,足够光滑,具有最小化的电荷产生)用作用于与电梯系统中的带接合的滑轮的表面。
46.在一些示例中,圆柱形套筒包括由具有第一重量百分比的(例如玻璃、例如碳)纤维增强物的聚合物制成的芯和限定圆柱形套筒的外表面和内表面的(例如,两个)表面层,该表面层由具有第二较低重量百分比的(例如玻璃、例如碳)纤维增强物的聚合物制成。
47.在一些示例中,芯包括存在于圆柱形套筒内的基本上所有的(例如玻璃、例如碳)纤维,例如芯包括分散在整个圆柱形套筒的聚合物材料内的基本上所有的在30重量%至80重量%之间的(例如长)(例如玻璃、例如碳)纤维。例如,芯可包括分散在整个圆柱形套筒的聚合物材料内的在40重量%至70重量%之间的(例如长)(例如玻璃、例如碳)纤维、例如在45重量%至65重量%之间的(例如长)(例如玻璃、例如碳)纤维、例如在50重量%至60重量%之间的(例如长)(例如玻璃、例如碳)纤维。在一些示例中,芯包括分散在芯聚合物基体内的在35重量%至85重量%之间的(例如长)(例如玻璃、例如碳)纤维。例如,芯可包括分散在芯的聚合物基体内的在45重量%至75重量%之间的(例如长)(例如玻璃、例如碳)纤维、例如在50重量%至70重量%之间的(例如长)(例如玻璃、例如碳)纤维、例如在55重量%至65重量%之间的(例如长)(例如玻璃、例如碳)纤维。
48.在一些示例中,(例如两个)表面层包括小于10重量%的(例如玻璃、例如碳)纤维增强物,例如小于5重量%的(例如玻璃、例如碳)纤维增强物,例如小于4重量%的(例如玻璃、例如碳)纤维增强物,例如小于3重量%的(例如玻璃、例如碳)纤维增强物,例如小于2重量%的(例如玻璃、例如碳)纤维增强物,例如小于1重量%的(例如玻璃、例如碳)纤维增强物,例如小于0.5重量%的(例如玻璃、例如碳)纤维增强物。
49.在一些示例中,每个表面层具有小于滑轮的最大厚度的25%的厚度,例如小于滑轮的最大厚度的20%、例如小于滑轮的最大厚度的15%、例如小于滑轮的最大厚度的10%、例如小于滑轮的最大厚度的5%的厚度。在一些示例中,每个表面层具有大于滑轮的最大厚度的0.5%的厚度,例如大于滑轮的最大厚度的1%、例如大于滑轮的最大厚度的2%、例如大于滑轮的最大厚度的3%、例如大于滑轮的最大厚度的4%、例如大于滑轮的最大厚度的5%、例如大于滑轮的最大厚度的6%、例如大于滑轮的最大厚度的7%、例如大于滑轮的最大厚度的8%、例如大于滑轮的最大厚度的9%、例如大于滑轮的最大厚度的10%的厚度。
50.在一些示例中,每个表面层具有小于3 mm、例如小于2.5 mm、例如小于2 mm、例如小于1.5 mm、例如小于1 mm、例如小于0.9 mm、例如小于0.8 mm、例如小于0.1 mm、例如小于
0.6 mm、例如小于0.5 mm、例如小于0.4 mm、例如小于0.3 mm、例如小于0.2 mm、例如小于0.1 mm的厚度。在一些示例中,每个表面层具有大于0.01 mm、例如大于0.05 mm、例如大于0.1 mm、例如大于0.15 mm、例如大于0.2 mm、例如大于0.3 mm、例如大于0.4 mm、例如大于0.5 mm、例如大于0.6 mm、例如大于0.7 mm、例如大于0.8 mm、例如大于0.9 mm、例如大于1 mm的厚度。
51.在一些示例中,芯进一步包括外部部分、内部部分和夹在外部部分和内部部分之间的中心部分。外部部分和内部部分包括(例如玻璃、例如碳)纤维,其主要分别与圆柱形套筒的外表面和内表面平行对准。夹在它们中间的中心部分包括主要随机地取向的(例如玻璃、例如碳)纤维。在这样的示例中,平行于内表面和外表面的(例如玻璃、例如碳)纤维的对准有助于改善圆柱形套筒的诸如抗拉强度的机械性质,使得滑轮能够承受在电梯系统内使用所需的高负载,同时提高对应力断裂或破裂的抵抗力。
52.例如,圆柱形套筒或其芯包括其中(例如玻璃、例如碳)纤维增强物主要与外表面对准的外部部分、其中(例如玻璃、例如碳)纤维增强物主要随机地布置的在外部部分径向内侧的中心部分、以及其中(例如玻璃、例如碳)纤维增强物主要与内表面对准的在中心部分径向内侧的内部部分。
53.在一些示例中,表面层定位成在外部部分和内部部分的径向外侧,使得表面层形成圆柱形套筒的外表面和内表面。
54.在一些示例中,圆柱形套筒进一步包括从内表面朝向滑轮轴线延伸的至少一个环形肋。(多个)环形肋可将圆柱形套筒的内表面分成第一和第二(例如,轴向地间隔开的)部分。环形肋可形成为圆盘浇口注射模制过程的人工制品,但是然后被利用来分离并排地保持在圆柱形空腔内的一对轴承。
55.在一些示例中,滑轮可包括保持在第一部分的圆柱形空腔内的第一轴承和保持在第二部分的圆柱形空腔内的第二轴承。
56.在一些示例中,环形肋具有平行于滑轮轴线的宽度,其中,该宽度可在0.5 mm和10 mm之间,例如在1 mm和8 mm之间,例如在2 mm和6 mm之间,例如在2 mm和5 mm之间,例如在2 mm和4 mm之间,例如近似3 mm。
57.在轴承的内座圈和外座圈之间的滚动元件可布置成使得滚动元件在滑轮内形成环形排。在一些示例中,滚动元件被选择为滚珠轴承、圆柱滚子、球形滚子、锥形滚子或针形滚子中的一种。在一些示例中,滚动元件是布置在轴承的内座圈和外座圈之间的滚珠轴承,使得滚珠轴承在滑轮内形成环形排。在一些示例中,环形排以滑轮轴线为中心,使得滚珠轴承的旋转以及滑轮的对应旋转以滑轮轴线为中心。
58.在一些示例中,滑轮包括两个(或更多个)环形排的滚珠轴承。例如,滑轮可包括两个轴承(例如,每个轴承包括内座圈、外座圈和设置在它们之间的环形排的滚珠轴承),其中,两个轴承(以及因此环形排的滚珠轴承)平行布置,以滑轮轴线为中心。
59.在一些示例中,两个(或更多个)轴承与圆柱形套筒的内表面的不同(例如,轴向地间隔开的)部分接合。例如,在单个轴承内包括两个(或更多个)环形排的示例中,两个(或更多个)环形排可分别安置在径向内滚珠安置凹槽的轴向左侧(远侧)和右侧(近侧)上。例如,在包括两个(或更多个)轴承中的两个(或更多个)环形排的示例中,轴承可分别安置在内表面上的(例如,径向)环形肋的轴向左侧(远侧)和右侧(近侧)上。
60.本公开还扩展到滑轮系统,该滑轮系统包括沿着滑轮轴线并排地布置的多个滑轮(根据本文中描述的任何方面及其任何或所有示例)。
61.根据本公开的第三方面,提供了一种制造用于乘客输送机系统的滑轮的方法,该方法包括:制备用于注射模制的聚合物材料或聚合物基复合材料;将聚合物材料或聚合物基复合材料注射到模具中(例如,经由圆盘浇口),其中,模具布置成生产包括聚合物材料或聚合物基复合材料的圆柱形套筒,该圆柱形套筒包括:外表面,其包括布置成接纳带的凹槽;和内表面,其限定以滑轮轴线为中心的圆柱形空腔;移除模具的至少部分以暴露圆柱形套筒的内表面;和当圆柱形套筒处于高温时,将轴承插入到圆柱形空腔中,其中,轴承包括外座圈、内座圈和在它们之间的一个或多个滚动元件,使得圆柱形套筒的随后冷却在外座圈的外表面和圆柱形套筒的内表面之间产生接合。
62.将认识到,在一些示例中,第三方面的方法可用于制造根据上面针对与包括聚合物材料或聚合物基复合材料的圆柱形套筒相关的本公开的第一方面而描述的任何或所有示例的滑轮。然而,将认识到,第三方面的方法不限于提供根据本公开的第一方面的滑轮(即,其中轴承包括突起的滑轮),并且因此第三方面的方法可用于制造不落在本公开的第一方面的范围内的滑轮。
63.已经认识到,聚合物材料在冷却时的收缩可在外座圈的外表面和圆柱形套筒的内表面之间产生接合。在不存在包括任何突起的外座圈的情况下,圆柱形套筒的收缩可造成轴承的外座圈和内表面之间的压配合接合。这意味着一旦制造方法完成,轴承就被保持在圆柱形空腔内。
64.根据本公开的该第三方面的示例可使用将聚合物材料或聚合物基复合材料注射到模具中的任何合适的方法,无论是传统的注射模制技术还是如上面已经描述的圆盘浇口注射模制过程。
65.在一些示例中,制备用于注射的聚合物材料或聚合物基复合材料的步骤包括将材料加热至高于材料的熔融温度的温度,使得材料处于用于注射的(例如液体)状态。将认识到,当材料是聚合物材料时,熔融温度是聚合物材料熔融(例如,从固态转变为液态)并且可例如经由圆盘注射浇口注射到模具中的温度。
66.类似地,在其中材料是包括(例如玻璃、例如碳)纤维的聚合物基复合材料的示例中,材料被加热到的熔融温度是高于聚合物基基体材料(例如,(例如玻璃、例如碳)纤维分散到其中的聚合物)的熔融温度但是低于分散在其中的(例如玻璃、例如碳)纤维的熔融温度的温度,使得玻璃纤维在注射步骤之前、期间和之后保持在(例如固体)纤维形式。因此,聚合物基复合材料是聚合物基体熔融(例如从固态转变为液态)的温度,使得其中分散有(例如玻璃、例如碳)纤维的聚合物基体可例如经由圆盘注射浇口注射到模具中。
67.在一些示例中,制备步骤包括将聚合物材料或聚合物基复合材料加热至高于120℃、例如高于150℃、例如高于180℃、例如高于200℃、例如高于240℃、例如在240℃和350℃之间的温度。
68.在一些示例中,制备步骤进一步包括将(例如玻璃、例如碳)纤维材料与聚合物基
材料组合,以提供聚合物基复合材料。在一些示例中,将(例如玻璃、例如碳)纤维与聚合物基材料组合(例如混合,例如分散)的步骤发生在聚合物基材料(其形成聚合物基体)被加热到高于聚合物基材料的熔融温度的温度之前。例如,当聚合物基材料基本上是固体(例如,呈颗粒形式等)时,(例如玻璃、例如碳)纤维和聚合物基材料组合。
69.在一些示例中,将(例如玻璃、例如碳)纤维与聚合物基体组合(例如混合,例如分散)的步骤发生在聚合物基材料(其形成聚合物基体)已经被加热到高于聚合物基材料的熔融温度的温度之后。例如,当聚合物基材料基本上是液体时,(例如玻璃、例如碳)纤维和聚合物基材料组合。
70.在一些示例中,将(例如玻璃、例如碳)纤维组合(例如混合,例如分散)在基体内的步骤发生在聚合物基材料(其形成聚合物基体)正被加热到高于聚合物基材料的熔融温度的温度时。例如,当聚合物基材料正在从固态转变为液态时,(例如玻璃、例如碳)纤维和聚合物基材料组合。
71.在一些示例中,圆柱形套筒的内表面包括第一尺寸(例如,直径)。例如,当圆柱形套筒处于膨胀状态时,圆柱形空腔可具有第一直径。当圆柱形套筒(例如,制造圆柱形套筒的材料)在注射模制步骤期间处于高温时,可提供膨胀状态。在聚合物材料或聚合物基复合材料的注射模制之后,高温可为高于材料的玻璃化转变温度(tg)、例如高于45℃、例如高于50℃、例如高于70℃、例如高于100℃的温度。
72.在一些示例中,当圆柱形空腔包括第一尺寸(例如,圆柱形空腔以膨胀状态提供)时,轴承被插入到圆柱形空腔中。例如,当圆柱形套筒的材料处于任何高温(例如,高于材料的玻璃化转变温度)(例如高于45℃,例如高于50℃,例如高于70℃,例如高于100℃)时,轴承可被插入到圆柱形空腔中(在施加或不施加压力的情况下),其中圆柱形套筒随后冷却到环境温度然后在外座圈的外表面和圆柱形套筒的内表面之间产生接合。圆柱形套筒随后冷却到环境温度可造成圆柱形空腔包括小于第一尺寸的第二尺寸(例如,圆柱形空腔冷却到收缩状态)。因此,圆柱形空腔围绕轴承收缩,以在它们之间产生接合。
73.随后冷却可自然地发生。在一些示例中,该方法进一步包括在轴承已被插入之后将圆柱形套筒冷却到冷却温度(例如,低于材料的玻璃化转变温度)(例如低于50℃,例如低于30℃,例如到基本上室温)的步骤。
74.在一些示例中,圆柱形空腔的第二直径在40 mm和100 mm之间,例如在45 mm和95 mm之间,例如在50 mm和90 mm之间,例如在50 mm和80 mm之间,例如在55 mm和75 mm之间,例如在60 mm和70 mm之间。
75.在一些示例中,圆柱形套筒的聚合物材料的收缩造成在轴承的外座圈和内表面之间的压配合接合,使得轴承经由摩擦保持在圆柱形空腔内。这可在轴承的外座圈不包括任何突起的情况下实现。
76.在一些示例中,轴承的外座圈基本上是平的(例如,包括平坦的弯曲表面),使得(例如,压配合)接合形成在(例如,平的)外座圈和聚合物圆柱形套筒的内表面之间,这是由于轴承的外座圈所具有的直径大于或等于内表面的尺寸(例如,直径)(参考在冷却后(即上述圆柱形套筒的收缩状态)内表面的(第二)直径)。在本公开的含义内,外座圈的尺寸(例如,直径)可被认为是从外座圈外表面的一侧到另一侧穿过滑轮轴线的线性测量值。
77.在其它示例中,轴承可包括(多个)突起(例如,如上面关于第一方面所描述的),使
得(多个)突起由于在(多个)突起和圆柱形套筒的内表面之间的接合而将轴承保持在圆柱形空腔内。例如,(多个)突起包括垂直于外座圈和滑轮轴线的纵向轴线。将认识到,(多个)突起可具有任何合适的和/或期望的高度(例如,突起远离外座圈的表面延伸的距离)。(多个)突起可具有在0.1 mm和10 mm之间、例如在0.5 mm和5 mm之间、例如在1 mm和4 mm之间的高度。将认识到,突起可具有如上面参考本公开的第一方面所描述的任何合适和/或合乎期望的形状。
78.不管外座圈是包括突起还是平的,外座圈相对于圆柱形空腔的内表面的相等或更大的(例如,有效)直径都造成在外座圈(例如平的外座圈,例如突起)和处于收缩状态的圆柱形套筒的内表面之间的接口处的接触压力,使得接触压力将轴承和圆柱形套筒保持在一起(例如,经由摩擦),并且它们相对于彼此基本上是不可移动的。因此,由于在外座圈(例如,平的或包括(多个)突起)和圆柱形套筒的内表面之间的摩擦接合,轴承被保持在圆柱形空腔内。
79.处于收缩状态的圆柱形套筒的内表面可围绕轴承的外座圈(例如平的,例如包括突起)模制,使得内表面的形状对应于外座圈的形状。例如,如果处于收缩状态的圆柱形套筒的第二直径小于(例如,平的)外座圈的直径,则可认识到,在收缩状态下,内表面可包括外座圈接合到其中的环形凹陷(对应于平的或平坦的外座圈的形状)。在这样的示例中,轴承通过在外座圈和圆柱形套筒的内表面上的环形凹陷之间的压配合接合来保持。
80.优选地,外座圈包括(多个)凹陷,优选地,其中,每个凹陷在形状上是非环形的(例如,(多个)凹陷不沿着内表面的圆周围绕滑轮轴线环形地延伸)。在这样的示例中,如果处于收缩状态的圆柱形套筒的第二直径小于包括(多个)突起的外座圈的有效直径,则当内表面收缩并围绕包括突起的外座圈模制自身时,圆柱形套筒的收缩在圆柱形套筒的内表面上形成(多个)凹陷(例如,对应于如上所述的外座圈的表面上的(多个)突起的形状)。在(多个)突起和(多个)凹陷之间的接合因此可包括锁和钥匙配合以及压配合两者。
81.在这样的示例中,轴承通过在外座圈的(多个)突起(例如,其至少一侧)和圆柱形套筒的内表面上的(多个)凹陷(例如,其至少一侧)之间的压配合接合来保持,并且由于(多个)突起和(多个)凹陷之间的接合而被限制径向移动(例如,围绕滑轮轴线)。
82.在一些示例中,该方法包括在圆柱形套筒仍处于由注射步骤造成的高温时插入轴承。将认识到,该高温可低于注射温度。在从模具中移除之前或期间,即在插入轴承之前,可允许圆柱形套筒至少部分地冷却。
83.然而,在一些其它示例中,圆柱形套筒在从模具中移除后被允许完全冷却。在一些示例中,该方法进一步包括在轴承被插入到圆柱形空腔中之前冷却圆柱形套筒,例如冷却到低于材料的玻璃化转变温度的温度,例如低于30℃。然后,轴承可在随后的制造步骤中被插入,该制造步骤涉及再加热到高温。在第三方面的这样的示例中,该方法进一步包括二次加热步骤(例如,再加热),其中,圆柱形套筒(例如,在其在注射模制后已经被允许冷却之后)被加热到高温,例如高于30℃的温度,例如高于50℃的温度,例如高于100℃的温度。轴承被插入到圆柱形空腔中的高温可为实现随后冷却以与轴承产生接合的任何温度。
84.在根据本公开的该第三方面的示例中,材料基本上是适合在注射模制中使用的聚合物材料,例如热塑性聚合物。在一些示例中,该材料是聚合物基复合材料,例如其中分散有纤维增强物的聚合物(例如,热塑性)基体。聚合物基体可包括均聚物、杂聚物、嵌段共聚
物(例如二嵌段聚合物、例如三嵌段聚合物),或者它们的任何合适的和/或合乎期望的共混物或混合物。在一些示例中,形成聚合物基体的聚合物可为天然的或合成的。优选地,形成聚合物基体的(多种)聚合物(例如,其共混物)包括适合在用于制造圆柱形套筒的注射模制过程中使用的(多种)热塑性聚合物。
85.在一些示例中,聚合物基体包括聚酰胺(例如,脂肪族聚酰胺、聚邻苯二甲酰胺和/或芳族聚酰胺)或聚丙烯酰胺。在一些示例中,聚合物基体包括尼龙6和/或尼龙66。
86.在一些示例中,聚合物基复合材料包括包含(例如玻璃、例如碳)纤维增强物的(例如,热塑性)聚合物基体。在一些示例中,聚合物材料可为碳纤维增强聚合物。在一些示例中,聚合物材料是碳纤维增强的聚酰胺或聚丙烯酰胺。例如,聚合物材料可为碳纤维增强的尼龙6或玻璃纤维增强的尼龙66或它们的组合和共混物。
87.在一些示例中,聚合物材料可为玻璃纤维增强聚合物(gfrp)。在一些示例中,聚合物材料是玻璃纤维增强的聚酰胺或聚丙烯酰胺。例如,聚合物材料可为玻璃纤维增强的尼龙6或玻璃纤维增强的尼龙66或它们的组合和共混物。在一些示例中,玻璃纤维包括二氧化硅(sio2)或由二氧化硅组成。
88.发明人已经认识到,圆盘浇口注射模制可非常适合于模制包含长纤维增强物和/或相对高比例的纤维增强物的聚合物基复合滑轮。因此,在一些示例中,注射步骤包括将聚合物材料或聚合物基复合材料经由圆盘浇口注射到模具中。
89.在一些示例中,(例如玻璃、例如碳)纤维增强物包括长(例如玻璃、例如碳)纤维,例如包括在3 mm和5 mm之间的长度(例如,端到端长度)的(例如玻璃、例如碳)纤维。在一些示例中,(例如玻璃、例如碳)纤维增强物主要都是长(例如玻璃、例如碳)纤维,例如多于80重量%的(例如玻璃、例如碳)纤维增强物是长(例如玻璃、例如碳)纤维,例如多于90重量%的(例如玻璃、例如碳)纤维增强物是长(例如玻璃、例如碳)纤维,例如多于95重量%的(例如玻璃、例如碳)纤维增强物是长(例如玻璃、例如碳)纤维。
90.在一些示例中,聚合物材料包括在30重量%至80重量%之间的(例如长)(例如玻璃、例如碳)纤维(例如,其中,(例如玻璃、例如碳)纤维分散在聚合物基体内)。例如,聚合物材料可包括在40重量%至70重量%之间的(例如长)(例如玻璃、例如碳)纤维,例如在45重量%至65重量%之间的(例如长)(例如玻璃、例如碳)纤维,例如在50重量%至60重量%之间的(例如长)(例如玻璃、例如碳)纤维。
91.在一些示例中,聚合物材料选自由basf chemical company group(德国)制造的ultramid
®
系列,例如玻璃纤维增强的ultramid
®
。
92.在一些示例中,注射步骤产生圆柱形套筒(例如,经由圆盘浇口注射模制形成),该圆柱形套筒包括由利用第一重量百分比的(例如玻璃、例如碳)纤维增强的聚合物制成的芯和限定外表面和内表面的(例如,两个)表面层,该表面层由利用第二较低重量百分比的(例如玻璃、例如碳)纤维增强的聚合物制成。注射模制过程的一个或多个参数可改变,以便根据下面的示例生产圆柱形套筒。
93.在一些示例中,芯包括存在于圆柱形套筒内的基本上所有的(例如玻璃、例如碳)纤维,例如芯包括分散在整个圆柱形套筒的聚合物材料内的基本上所有的在30重量%至80重量%之间的(例如长)(例如玻璃、例如碳)纤维。例如,芯可包括分散在整个圆柱形套筒的聚合物材料内的在40重量%至70重量%之间的(例如长)(例如玻璃、例如碳)纤维、例如在45
重量%至65重量%之间的(例如长)(例如玻璃、例如碳)纤维、例如在50重量%至60重量%之间的(例如长)(例如玻璃、例如碳)纤维。在一些示例中,芯包括分散在芯聚合物基体内的在35重量%至85重量%之间的(例如长)(例如玻璃、例如碳)纤维。例如,芯可包括分散在芯聚合物基体内的在45重量%至75重量%之间的(例如长)(例如玻璃、例如碳)纤维、例如在50重量%至70重量%之间的(例如长)(例如玻璃、例如碳)纤维、例如在55重量%至65重量%之间的(例如长)(例如玻璃、例如碳)纤维。
94.在一些示例中,(例如两个)表面层包括小于10重量%的(例如玻璃、例如碳)纤维,例如小于5重量%的(例如玻璃、例如碳)纤维,例如小于4重量%的(例如玻璃、例如碳)纤维,例如小于3重量%的(例如玻璃、例如碳)纤维,例如小于2重量%的(例如玻璃、例如碳)纤维,例如小于1重量%的(例如玻璃、例如碳)纤维,例如小于0.5重量%的(例如玻璃、例如碳)纤维。
95.在一些示例中,每个表面层具有小于滑轮的最大厚度的25%的厚度,例如小于滑轮的最大厚度的20%、例如小于滑轮的最大厚度的15%、例如小于滑轮的最大厚度的10%、例如小于滑轮的最大厚度的5%的厚度。在一些示例中,每个表面层具有大于滑轮的最大厚度的0.5%的厚度,例如大于滑轮的最大厚度的1%、例如大于滑轮的最大厚度的2%、例如大于滑轮的最大厚度的3%、例如大于滑轮的最大厚度的4%、例如大于滑轮的最大厚度的5%、例如大于滑轮的最大厚度的6%、例如大于滑轮的最大厚度的7%、例如大于滑轮的最大厚度的8%、例如大于滑轮的最大厚度的9%、例如大于滑轮的最大厚度的10%的厚度。
96.在一些示例中,每个表面层具有小于3 mm、例如小于2.5 mm、例如小于2 mm、例如小于1.5 mm、例如小于1 mm、例如小于0.9 mm、例如小于0.8 mm、例如小于0.1 mm、例如小于0.6 mm、例如小于0.5 mm、例如小于0.4 mm、例如小于0.3 mm、例如小于0.2 mm、例如小于0.1 mm的厚度。在一些示例中,每个表面层具有大于0.01 mm、例如大于0.05 mm、例如大于0.1 mm、例如大于0.15 mm、例如大于0.2 mm、例如大于0.3 mm、例如大于0.4 mm、例如大于0.5 mm、例如大于0.6 mm、例如大于0.7 mm、例如大于0.8 mm、例如大于0.9 mm、例如大于1 mm的厚度。
97.在一些示例中,芯进一步包括外部部分、内部部分和夹在外部部分和内部部分之间的中心部分。外部部分和内部部分包括(例如玻璃、例如碳)纤维,其主要分别与圆柱形套筒的外表面和内表面平行对准。夹在它们之间的中心部分包括主要随机地取向的(例如玻璃、例如碳)纤维。在这样的示例中,平行于内表面和外表面的(例如玻璃、例如碳)纤维的对准有助于改善圆柱形套筒的诸如抗拉强度的机械性质,使得滑轮能够承受在电梯系统内使用所需的高负载,同时提高对应力断裂或破裂的抵抗力。
98.例如,注射步骤产生圆柱形套筒,该圆柱形套筒包括其中(例如玻璃、例如碳)纤维主要与外表面对准的外部部分、其中(例如玻璃、例如碳)纤维主要随机地布置的在外部部分径向内侧的中心部分、以及其中(例如玻璃、例如碳)纤维主要与内表面对准的在中心部分径向内侧的内部部分。
99.在一些示例中,表面层定位成在外部部分和内部部分的径向外侧,使得表面层形成圆柱形套筒的外表面和内表面。
100.上述制造方法适用于包括聚合物材料或聚合物基复合材料的圆柱形套筒的注射模制,其中在冷却时发生的收缩被利用来产生与轴承的接合。然而,发明人已经意识到,当
材料是热的或冷的时,轴承可被插入到圆柱形空腔中,其中在外座圈处的一个或多个突起提供与圆柱形套筒的内表面的接合。因此,本公开的另外的方面涉及制造滑轮,其中,圆柱形套筒由任何聚合物、金属或复合材料制成。
101.根据本公开的第四方面,提供了一种制造用于乘客输送机系统的滑轮的方法,该方法包括:将材料引入到模具中,其中,模具布置成生产圆柱形套筒,该圆柱形套筒包括:外表面,其包括布置成接纳带的凹槽;和内表面,其限定以滑轮轴线为中心的圆柱形空腔;移除模具的至少部分以暴露圆柱形套筒的内表面;和将轴承插入到圆柱形空腔中以形成滑轮,其中,轴承包括外座圈、内座圈和在它们之间的一个或多个滚动元件;其中,外座圈包括突起,该突起布置成由于突起和圆柱形套筒的内表面之间的接合而将轴承保持在圆柱形空腔内。
102.将认识到,在一些示例中,第四方面的方法可用于制造根据上面针对本公开的第一方面所描述的任何或所有示例的滑轮。
103.在一些示例中,该方法包括在圆柱形套筒处于高温时将轴承插入到圆柱形空腔中。如上面关于第三方面所描述的,高温可为模制步骤的结果(在模制步骤之后和在插入轴承之前有可能发生部分冷却),或者圆柱形套筒可在单独的步骤(例如,再加热步骤)中被加热到高温。
104.在一些示例中,该方法进一步包括在插入轴承的步骤之前冷却圆柱形套筒(例如,冷却到环境温度,例如,低于材料的玻璃化转变温度)。在一些示例中,在插入轴承的步骤之前,允许圆柱形套筒在模制步骤之后冷却(例如,冷却到环境温度,例如,低于材料的玻璃化转变温度)。
105.在多种示例中,当圆柱形套筒不处于高温时,轴承被插入。在这样的示例中,该方法进一步包括通过将压力施加到轴承以在轴承的(多个)突起和圆柱形套筒的内表面之间形成压配合接合来将轴承插入到(例如冷却的、例如室温的)圆柱形套筒的圆柱形空腔中,其中,压力足以克服摩擦力(例如,由两个(例如,预成形的)构件的尺寸上的差异引起的摩擦力),使得轴承被推压到圆柱形套筒的空腔内部。
106.由于轴承的外座圈具有等于或大于内表面的尺寸(例如,直径)的尺寸(例如,直径),可在(多个)突起和圆柱形套筒的内表面之间形成压配合接合。在一些示例中,内表面基本上是光滑的圆柱形表面(例如,内表面在垂直于滑轮轴线的平面中的横截面基本上是圆形或卵圆形)。
107.可认识到,(多个)突起在形状上是三维的,并且因此具有可与圆柱形套筒的内表面接合的多个侧部(即表面)。
108.在这样的示例中,外座圈相对于圆柱形空腔的内表面的相等或更大的直径造成在(多个)突起的至少一个(例如,所有)侧部和圆柱形套筒的内表面之间的接口处的接触压力,使得接触压力将这两个零件保持在一起(例如,经由摩擦),并且它们相对于彼此基本上是不可移动的。因此,由于与圆柱形套筒的内表面的摩擦接合,(多个)突起可布置成将轴承保持在圆柱形空腔内。
109.在一些示例中,该方法可进一步包括在圆柱形套筒的内表面上形成凹陷,其中,凹陷紧密地对应于(多个)突起的负形状(例如,印记)。
110.在一些示例中,(多个)凹陷可在插入轴承之前形成。例如,(多个)凹陷可被机加工或铣削到内表面中。在一些示例中,当轴承被插入到圆柱形套筒中时形成(多个)凹陷。例如,当包括(多个)突起的外座圈具有大于内表面的尺寸的有效直径时,在轴承被推压到圆柱形套筒的空腔内部时,插入轴承所需的压力可在圆柱形套筒的内表面上形成(多个)凹陷。在一些示例中,(多个)凹陷在轴承被插入到圆柱形套筒中之后形成。例如,(多个)凹陷可在圆柱形套筒的制造期间形成。
111.在一些示例中,圆柱形套筒的内表面包括第一尺寸(例如,直径)。例如,当圆柱形套筒处于膨胀状态时,圆柱形空腔可具有第一直径。当圆柱形套筒(例如,制造圆柱形套筒的材料)处于高温(例如,处于高于材料的玻璃化转变温度(tg)、例如高于45℃、例如高于50℃、例如高于70℃、例如高于100℃的温度)时,可提供膨胀状态。
112.在一些示例中,当圆柱形空腔包括第一尺寸(例如,圆柱形空腔以膨胀状态提供)时,轴承被插入到圆柱形空腔中。例如,当圆柱形套筒的材料处于高温时,轴承可被插入到圆柱形空腔中(例如,在施加或不施加压力的情况下)。当注射模制聚合物材料或聚合物基复合材料时,高温可为高于材料的玻璃化转变温度(tg)、例如高于45℃、例如高于50℃、例如高于70℃、例如高于100℃的温度。当注射模制金属材料或金属基复合材料时,高温可为至少100℃的温度,例如如典型地用于金属注射模制(mim)技术中的温度。当模制或铸造金属材料或金属基复合材料时,高温可低于材料的熔点,但仍高于环境温度,使得圆柱形套筒在轴承已被插入之后经历进一步冷却,例如至少500℃或至少400℃或至少300℃或至少200℃的温度。
113.在一些示例中,该方法进一步包括在轴承已被插入之后将圆柱形套筒冷却到冷却温度(例如,低于材料的玻璃化转变温度,例如冷却到环境温度),例如低于50℃,例如低于30℃,例如基本上室温。在一些示例中,内表面围绕轴承收缩,以提供包括第二直径的圆柱形空腔,其中,第二直径小于第一直径。
114.在一些示例中,圆柱形空腔的第二直径在40 mm和100 mm之间,例如在45 mm和95 mm之间,例如在50 mm和80 mm之间,例如在55 mm和75 mm之间,例如在60 mm和70 mm之间。
115.在一些示例中,在冷却时圆柱形套筒的材料的收缩造成在轴承的外座圈和内表面之间的压配合接合,使得轴承经由摩擦保持在圆柱形空腔内。
116.外座圈相对于圆柱形空腔的内表面的相等或更大的有效直径(例如,包括(多个)突起高度)造成在突起和处于收缩状态的圆柱形套筒的内表面(例如,包括凹陷)之间的接口处的接触压力,使得接触压力将轴承和圆柱形套筒保持在一起(例如,经由摩擦),并且它们相对于彼此基本上是不可移动的。因此,由于在(多个)突起和圆柱形套筒的内表面之间的摩擦接合,轴承被保持在圆柱形空腔内。
117.在其中外座圈包括(多个)突起的一些示例中,当内表面收缩并围绕包括(多个)突起的外座圈模制自身时,圆柱形套筒的收缩在圆柱形套筒的内表面上形成(多个)凹陷(例如,对应于如上所述的外座圈的表面上的(多个)突起的形状)。在(多个)突起和(多个)凹陷之间的接合因此可包括锁和钥匙配合以及压配合两者。在这样的示例中,轴承通过在外座圈的(多个)突起(例如,其至少一侧)和圆柱形套筒的内表面上的(多个)凹陷(例如,其至少
一侧)之间的压配合接合来保持,并且由于(多个)突起和(多个)凹陷之间的接合而被限制径向移动(例如,围绕滑轮轴线)。
118.(多个)突起可被认为在垂直于滑轮轴线的平面中包括第一横截面形状。将认识到,第一横截面形状可为任何合适的和/或合乎期望的形状,其中,外座圈的弯曲表面形成该形状的一个边(例如,底边)。在一些示例中,第一横截面形状可为半圆形、圆顶形或弯曲外形。在一些示例中,第一横截面形状可基本上是正方形、矩形、梯形、三角形、截头抛物线或截头双曲线。例如,如果第一横截面形状基本上是正方形,则突起可具有相对于彼此成两个90
°
角度的三个直侧部,其中第四侧部(例如,由外座圈形成)是弯曲的(例如,凹入突起中)。在一些示例中,第一横截面形状可进一步包括弯曲的、圆角的、倒圆的或倒斜角的拐角。在一些示例中,第一横截面形状是四边多边形,例如具有大于90
°
的四个内角和等于或小于90
°
的两个内角的正方形或矩形(例如,优选地,其中,等于或小于90
°
的两个角在邻近凹槽表面的横截面的底边处),例如梯形。
119.将认识到,(多个)突起可为三维的,并且因此包括平行于滑轮轴线的长度。例如,第一横截面形状可在平行于滑轮轴线的方向上沿着外座圈表面延伸,以提供具有给定长度的突起。在一些示例中,(多个)突起具有基本上等于外座圈的宽度(例如,平行于滑轮轴线的外座圈的尺寸)的长度。在一些示例中,(多个)突起具有小于外座圈的宽度的长度。
120.在一些示例中,第一横截面形状沿着突起的长度是恒定的。例如,(多个)突起的三维形状是棱柱,例如多边形底面的棱柱,其中,多边形底面包括第一横截面形状。在一些示例中,第一横截面形状可沿着突起的长度变化。例如,突起的三维形状可包括从外座圈的表面到突起的最大高度的梯度(例如,倾斜过渡)。
121.在一些示例中,(多个)突起可包括平行于(多个)突起的长度的第二横截面形状,其中,第二横截面形状是任何合适和/或合乎期望的形状。例如,第二横截面形状可为正方形、矩形、梯形、三角形、截头抛物线或截头双曲线。在一些示例中,第二横截面形状可进一步包括弯曲的、圆角的、倒圆的或倒斜角的拐角。在一些示例中,第二横截面形状是多边形形状,优选地在顶部处变平或倒圆(例如,以产生从外座圈的表面到突起的顶部的逐渐过渡)。在一些示例中,第二横截面形状是四边多边形,例如具有大于90
°
的四个内角和等于或小于90
°
的两个内角的正方形或矩形(例如,优选地,其中,等于或小于90
°
的两个角在邻近凹槽表面的横截面的底边处),例如梯形。
122.在一些示例中,外座圈包括多个突起。在一些示例中,多个突起布置成在外座圈上提供嵌齿表面(例如,轴承在垂直于滑轮轴线的平面中的横截面提供嵌齿轮形状)。
123.在一些示例中,多个突起中的每个突起位于沿着外座圈的不同径向位置处。例如,各自具有基本上等于外座圈的宽度的宽度的多个突起可围绕外座圈布置,使得突起中的每个在围绕外座圈的不同的径向位置处。在一些示例中,多个突起围绕外座圈均匀地分布。
124.在一些示例中,多个突起可由突起之间的空间分离,例如,在一对突起之间存在不包括突起的弯曲的外座圈表面的部分(例如,空间)。在一些示例中,多个突起基本上触碰,例如,突起之间的空间基本上为零,例如,突起基本上完全覆盖外座圈表面。
125.以下是将被认识为本公开的第三和第四方面两者共有的示例的示例。
126.在一些示例中,模具包括:外铸造构件,其中,外铸造构件包括圆柱形套筒的外表面的形状的负模具;以及设置在外铸造构件内的内铸造构件,其中,内铸造构件包括圆柱形
套筒的内表面的形状的负模具。在优选实施例中,内铸造构件的至少部分和外铸造构件的至少部分不直接接触,使得在它们之间形成空腔,并且在注射时,材料填充空腔。
127.在一些示例中,该方法进一步包括在移除外铸造构件和/或内铸造构件之前,将圆柱形套筒冷却到低于模具内的材料的熔融温度的温度(例如,使得材料从液体转变为基本上固体或结晶形式)。例如,圆柱形套筒可被冷却到低于材料的熔融温度(tm)的温度,使得当铸造构件被移除时圆柱形套筒基本上保持模具的形状。对于由聚合物或聚合物基复合材料制成的圆柱形套筒,优选地,圆柱形套筒被冷却到的温度(例如,在模具内)是高于玻璃化转变温度(tg)的温度,使得没有模具的圆柱形套筒仍然是可变形的和/或可延展的(例如在与轴承的外座圈接触时)。对于由金属材料制成的圆柱形套筒,优选地,圆柱形套筒被冷却到的温度(例如,在模具内)是相对接近熔点的温度,使得没有模具的圆柱形套筒仍然是可变形的和/或可延展的(例如在与轴承的外座圈接触时)。
128.在一些示例中,在圆柱形套筒的内表面已经暴露之后(例如,在移除内铸造构件之后),但是在圆柱形套筒的外表面已经暴露之前(例如,在外铸造构件已经被移除使得外表面保持与模具的外铸造构件接触之前),轴承被插入到圆柱形空腔中。
129.圆柱形套筒可被认为是包括圆柱形孔的圆柱体,该圆柱形孔从一个圆形面线性地延伸到另一个圆形面,以提供延伸穿过其中的(例如,基本上)圆柱形空腔(例如,由圆柱形套筒的内表面限定)。将认识到,圆柱形套筒可具有任何合适的和/或合乎期望的长度(例如,圆柱形套筒延伸的沿着滑轮轴线的距离)和/或厚度(例如,从内表面垂直地延伸到外表面的距离)。
130.在一些示例中,凹槽(在外表面上)包括凹槽表面,该凹槽表面包括平行于滑轮轴线的宽度。在一些示例中,凹槽的宽度在20 mm和100 mm之间,例如在30 mm和80 mm之间,例如在40 mm和70 mm之间,例如在45 mm和65 mm之间,例如在50 mm和60 mm之间,例如在50 mm和55 mm之间。
131.在一些示例中,从滑轮轴线到凹槽表面的径向距离沿着凹槽的宽度变化,使得凹槽表面具有冠状表面。将认识到,当带被接纳在凹槽内时(例如,在电梯系统内使用期间),冠状表面有助于提供带的自居中。
132.在一些示例中,圆柱形套筒进一步包括从内表面朝向滑轮轴线延伸的至少一个环形肋(例如,如上所述)。(多个)环形肋可将圆柱形套筒的内表面分成第一和第二(例如,轴向地间隔开的)部分。模具可布置成产生具有期望尺寸的环形肋。在一些示例中,环形肋具有平行于滑轮轴线的宽度,其中,该宽度可在0.5 mm和10 mm之间,例如在1 mm和8 mm之间,例如在2 mm和6 mm之间,例如在2 mm和5 mm之间,例如在2 mm和4 mm之间,例如近似3 mm。
133.在一些示例中,该方法可包括插入将保持在第一部分的圆柱形空腔内的第一轴承,以及插入将保持在第二部分的圆柱形空腔内的第二轴承。
134.在本公开的含义内,材料的玻璃化转变温度(tg)旨在限定聚合物材料(或聚合物基复合材料)从硬或脆状态转变为软或橡胶状态的温度。类似地,材料的熔融温度旨在限定材料从“固体”转变为液体状态的温度。将认识到,针对聚合物材料的熔融温度将处于高于玻璃化转变温度的温度,并且因此在熔融之前聚合物的“固体”状态可为软的或可变形的。玻璃化转变温度和熔融温度在本领域中是众所周知的,并且可经由如下所述的许多工业标准技术来测量:
1. 差示扫描量热法(dsc)将供应给测试样品的热的量与供应给参考样品的热的量进行比较,以确定测试样品转变为不同状态(例如玻璃化转变、例如熔融转变)的温度。
135.2. 热机械分析(tma)用于测量测试样品在加热时的热膨胀系数。由于聚合物在加热时趋向于膨胀,故膨胀曲线可用于计算热膨胀系数。例如,如果聚合物经过tg,则膨胀曲线显著变化,并且可计算tg。
136.3. 动态机械分析(dma)测量测试样品对振荡应力(或应变)的响应,并确定该响应如何随温度、频率或两者而变化。通过dma获得的tg可通过a. 储能模量曲线的开始,b. 损耗模量曲线的峰值和/或c. tanδ曲线的峰值来报告。
137.因此,如由上述任何方面和/或所附权利要求书限定的本公开提供了优于常规可用(例如,钢)滑轮的许多优点。例如,本公开提供了一种滑轮,其具有适合于以低于对应的钢滑轮的成本在电梯系统中使用的机械性质(例如,抗拉强度)。例如,所公开的滑轮和制造方法有助于最小化所需的制造步骤的数量,并且因此降低与构件制造相关联的成本,而不会负面地影响在使用时构件的机械强度、耐用性或安全性。
138.本文中所公开的滑轮用于在诸如电梯系统、自动扶梯系统、移动走道等的乘客输送机系统中使用。滑轮可特别适合用作电梯系统中的导向滑轮。
附图说明
139.如由所附权利要求书限定的本公开的一些示例进一步通过以下非限制性示例和附图的方式图示,在附图中:图1a至图1c示出根据示例的滑轮。
140.图2a示出根据示例的用于制造圆柱形套筒的圆盘浇口注射模具。
141.图2b示出在移除外铸造构件之后在平行于滑轮轴线的平面中的图2a的横截面视图。
142.图3a示出使用包括四个流道的浇口经由注射模制过程制造圆柱形套筒的示例。
143.图3b示出造成如图3a中所示出的那样制造的圆柱形套筒的纤维取向。
144.图4示出在平行于凹槽的宽度的平面中的图1的滑轮凹槽的横截面视图。
145.图5示出制造滑轮的一些示例性方法。
146.图6a示出在垂直于滑轮轴线的平面中的图1中所见的滑轮的横截面视图。
147.图6b示出来自图6a的滑轮的轴承的外座圈的横截面视图。
148.图6c示出来自图6a的滑轮的轴承的横截面视图。
149.图7a示出在垂直于滑轮轴线的平面中的根据第二示例的轴承的横截面视图。
150.图7b示出在垂直于滑轮轴线的平面中的根据第三示例的另一个轴承的横截面视图。
151.图7c示出在垂直于滑轮轴线的平面中的根据第四示例的轴承的横截面视图。
152.图8示出根据另一个示例的制造滑轮的方法。
具体实施方式
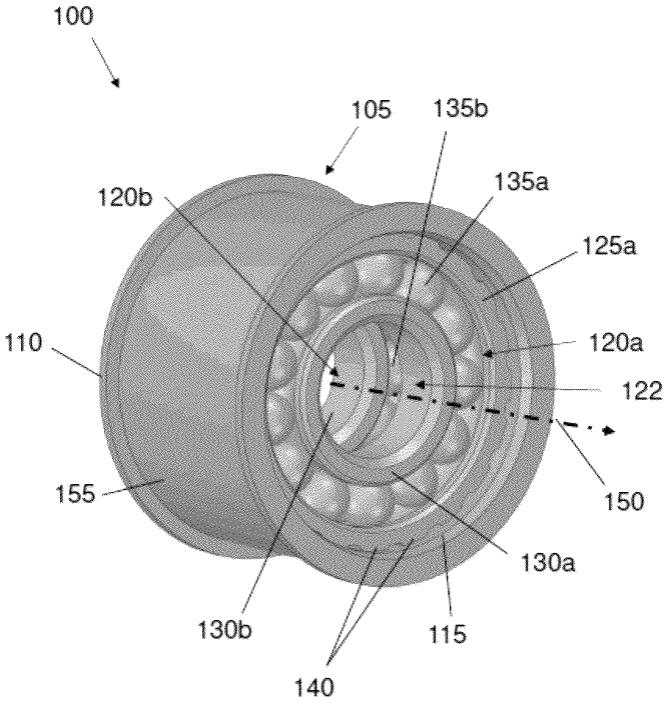
153.图1a示出滑轮100,其包括圆柱形套筒105和两个轴承120a、120b,它们都以滑轮轴线150为中心,使得滑轮绕滑轮轴线150旋转。图1b示出滑轮100的分解图。圆柱形套筒105包
括外表面110和内表面115。外表面110包括凹槽155,其布置成在使用中接纳带(未示出)。内表面115限定以滑轮轴线150为中心的圆柱形空腔122。可看出,右侧轴承120a包括外座圈125a、内座圈130a和布置在外座圈125a和内座圈130a之间的多个滚动元件135a。左侧轴承120b具有相同的结构。轴承120a、120b抵靠圆柱形套筒105的内表面115保持在圆柱形空腔122内。在该示例中,外座圈125a示出为包括多个突起140,突起140围绕外座圈125a均匀地分布,并且具有基本上梯形的第一横截面形状。图1c示出圆柱形套筒105的透视图。可看出,圆柱形套筒105的内表面115包括布置成与突起140接合的凹陷145。在该示例中,凹陷145具有对应于突起140的负形状的形状。
154.图2a示出用于制造圆柱形套筒105的圆盘浇口注射模具200的示例。模具200包括外铸造构件202和内铸造构件204。外铸造构件202包括圆柱形套筒105的外表面110的负压印,使得当材料(例如,聚合物材料或聚合物基复合材料)被引入到外铸造构件202中时,形成包括凹槽155的圆柱形套筒105的外表面110。
155.如图2a中所示出的,外铸造构件202可由多个区段202a、202b制成,这些区段配合在一起以提供用于外表面110的模具。优选地,当配合在一起时,外铸造构件区段202a、202b提供连续的表面,使得在通过熔融材料的圆盘浇口注射进行模制之后,在圆柱形套筒105的外表面110上基本上没有熔合线。将认识到,外铸造构件202可由任何期望数量(例如一个、两个、三个、四个等)的区段形成。可基于经济原则(例如,生产模具和/或使用模具的成本效益)以及实用性(例如,诸如从模具200移除圆柱形套筒105的容易性)来选择区段的数量。
156.图2b示出在移除外铸造构件202以留下模制圆柱形套筒105的暴露外表面110之后在平行于滑轮轴线150的平面中的图2a中所示出的内铸造构件204的横截面。
157.如图2a中所示出的,内铸造构件204设置在外铸造构件202内,使得内铸造构件204和外铸造构件202形成模具空腔,当填充有注射材料时,该模具空腔产生圆柱形套筒105的形状。内铸造构件202因此提供了圆柱形套筒105的内表面215的形状的负模具。如图2b中所示出的,在所示出的示例中的内表面215包括两个环形肋160,并且因此内铸造构件204a和204b包括所述环形肋160的负印记,使得它们在模制时形成。内铸造构件204优选地由至少两个区段204a、204b制成,这些区段由圆盘浇口245分开,圆盘浇口245用于将材料注射到模具空腔中。
158.因此,图2a和图2b中所示出的模具200允许圆柱形套筒105由经由圆盘浇口注射系统280注射到其中的材料(例如,聚合物材料)制造为整体(例如单一)件。例如,聚合物材料可被加热,并且然后通过圆盘浇口注射系统280注射到圆盘浇口245中,圆盘浇口245将聚合物材料提供到模具200,使得材料被均匀地提供到模具空腔的所有径向位置。
159.发明人已经发现,通过使用圆盘浇口245,可生产出具有改善的物理性质(例如,抗拉强度、表面粗糙度、耐久性)的圆柱形套筒105,改善的物理性质使得圆柱形套筒105适合用于电梯系统或其它乘客输送机系统的滑轮100中。
160.图3a示出经由注射模制过程制造圆柱形套筒的示例,该注射模制过程使用四点注射浇口,该四点注射浇口包括在四个径向位置处将材料输入到模具中的四个流道305。如从图3a可看出的,以这种方式注射材料造成材料从对应于四个注射位点位置的四个中心310径向地围绕模具(例如,图2a中所示出的模具200)扩散。这造成从不同中心310向外辐射的材料的前部在该处相遇的接合或熔合线315。如图3a中所见,纤维仅在中心310处随机地取
向(如由最深的颜色表示的)。由于在熔合线处材料的均一性(例如,(例如玻璃、例如碳)纤维的取向)可被破坏,故这可造成在熔合的位点处的模制构件的不利物理性质,例如不利的表面缺陷或降低的抗拉强度,这导致在较低负载下破裂。
161.图3b示出当长(例如玻璃、例如碳)纤维增强聚合物经由图3a中所示出的四位点注射浇口注射到模具200(图2a中示出)中时的合成纤维取向。结果清楚地表明,在对应于中心310的位置320处,纤维取向基本上是均一的,值在0.5和0.7之间。相比之下,在熔合线315处,纤维取向达到表示定向对准的不合期望的值1.0。
162.相比之下,发明人已经发现,这些不利的特性通过使用如图2b中所示出的圆盘浇口注射而得到改善。
163.除了上述改善之外,圆盘浇口注射模制有助于提供意外的结果,即,当经由圆盘浇口注射的聚合物材料包括长(例如玻璃、例如碳)纤维时,长(例如玻璃、例如碳)纤维在圆柱形套筒中表现出独特且有利的对准性质。
164.图4示出在平行于凹槽的宽度的平面中的凹槽155的横截面视图。如图4中所示出的,凹槽155形成在模具的外铸造构件402和内铸造构件404之间,其中,在所示出的示例中,外铸造构件402提供横跨凹槽155的宽度的冠状(例如,弯曲)表面406。
165.如图4中所示出的,横跨凹槽的厚度(例如,在从圆柱形套筒的内表面405延伸到凹槽表面406的方向上),存在几个(例如玻璃、例如碳)纤维对准的区或区域。特别地,图4示出圆柱形套筒(由凹槽155表示)包括靠近由外铸造构件402形成的外表面406的第一表面层460、靠近由内铸造构件404形成的内表面405的第二表面层462以及芯区域,其中芯区域包括靠近第一表面层460的外部部分470、靠近第二表面层472的内部部分472以及夹在外部部分470和内部部分472之间的中心部分480。如图4中所示出的,第一表面层460、第二表面层462、外部部分470、内部部分472和中心部分480都表现出不同的(例如玻璃、例如碳)纤维聚合物特性和性质。
166.第一表面层460和第二表面层462包括低(例如玻璃、例如碳)纤维含量,使得圆柱形套筒的外表面406和内表面405富含聚合物,基本上没有(例如玻璃、例如碳)纤维含量(按重量计)。这有助于提供如下的优点:在带和/或滑轮的表面上静电荷(如果存在,则其可促成带的劣化或磨损)的产生被最小化,而不需要昂贵或耗时的后生产步骤(诸如抛光)。在表面层460、462中不存在纤维增强物的另一个优点是外表面406和内表面405可为光滑的(例如有光泽的),而没有任何纤维干扰光滑表面光洁度。这对于带牵引可为合乎期望的。
167.与第一表面层460和第二表面层462相比,外部部分470和内部部分472包括高重量百分比的(例如玻璃、例如碳)纤维。此外,存在于外部部分470和内部部分472中的长(例如玻璃、例如碳)纤维高度平行于外表面406和内表面405取向。这种高取向度已经表明改善了滑轮的诸如强度和负载能力的物理性质,使得包括聚合物圆柱形套筒的滑轮适合于在电梯系统内使用。
168.夹在外部部分470和内部部分472之间的中心部分480包括(例如玻璃、例如碳)纤维,这些纤维主要随机地取向,并且与外部部分470和内部部分472组合而促成圆柱形套筒的总体物理和机械性质,使得滑轮能够承受在电梯系统内使用所需的高负载,同时提高对应力断裂或破裂的抵抗力。
169.图5示出制造滑轮的一些示例性方法500,将参考图1a至图1c、图6a至图6c和图7a
至图7c来讨论该方法。用于制造滑轮的圆柱形套筒的材料可为金属材料、金属基复合材料、聚合物材料或聚合物基复合材料。
170.方法500首先需要在步骤505处制备材料以用于模制。针对聚合物材料或聚合物基复合材料的制备步骤505包括将材料加热到高于聚合物的熔点的温度。对于聚合物基复合材料,制备步骤505任选地包括在模制步骤510之前添加纤维增强物。一旦被加热,在步骤510处,材料经由如图2b中所见的圆盘浇口245或经由另一种合适的模制过程被引入(例如,注射)到模具200(其布置成生产本文中所描述的圆柱形套筒105)中。对于聚合物基复合材料,模制步骤510任选地包括添加纤维增强物。一旦材料已被注射到模具内,在步骤515处至少移除内铸造构件204之前,材料被允许部分地冷却到低于材料的熔融温度的温度。通过允许材料部分地冷却,确保材料基本上保持模具空腔的形状,以提供圆柱形套筒105的期望形状。步骤515涉及这种部分冷却,这使得有可能移除模具的至少部分。
171.在内铸造构件204已在步骤515处被移除之后,在步骤525处将(多个)轴承120a、120b、820a、820b插入到圆柱形空腔122中之前,圆柱形套筒在步骤520处可被允许冷却(或主动冷却)。在这样的实施例中,轴承120a、120b、820a、820b的外座圈125a、125b包括突起140、840a、840b,如图6a、图6b、图6c、图7a和图7b中所示出的,使得当轴承被插入时(例如,在施加压力时),突起在轴承120a、120b、820a、820b的外座圈125a、125b、225、325和内表面115之间形成压配合接合。当插入轴承120a、120b、820a、820b时施加压力可进一步在内表面115上形成凹陷(例如,圆柱形套筒的内表面115在施加插入轴承120a、120b、820a、820b所需的压力时塑性变形),使得突起和凹陷在突起140和凹陷145之间形成锁和钥匙配合。
172.备选地,在步骤530处,轴承120a、120b、820a、820b、820c可被插入到圆柱形空腔122中,同时圆柱形套筒处于高温,例如高于针对聚合物材料的玻璃化转变温度tg的温度或者略低于针对金属材料的熔融温度的温度。然后,在步骤535处,圆柱形套筒105被允许最终冷却到环境温度,使得圆柱形套筒105的内表面115在尺寸上收缩,并且围绕轴承120a、120b、820a、820b、820c的外座圈125模制(或变形)。因此,圆柱形套筒105的收缩造成外座圈125、225、325、425和圆柱形套筒105的内表面115之间的压配合接合。
173.当外座圈125a、125b、225、325包括突起140、840a、840b时,如图1b、图6b、图6c、图7a和图7b中所示出的,圆柱形套筒105在冷却时(例如,低于玻璃化转变温度)的收缩在圆柱形套筒105的内表面115上形成凹陷145,从而造成在轴承120a、120b的外座圈125a、125b、225、325和内表面115之间的压配合接合,其包括在突起140、840a、840b和凹陷145之间的锁和钥匙配合。
174.在滑轮100的使用期间,聚合物圆柱形套筒105的应力松弛也可造成突起140通过加深凹陷145而变得更大程度地嵌入内表面115中。这进一步确保了可靠的性能,而没有在轴承120和圆柱形套筒105之间的旋转滑动。
175.图6a、图6b和图6c分别示出滑轮100(图1中示出)、轴承外座圈125和轴承120在垂直于滑轮轴线150的平面中的横截面视图。
176.圆柱形套筒115包括外表面110和内表面115,其中,内表面115邻近轴承120。轴承120包括外座圈125、内座圈130和设置在它们之间的多个滚珠轴承135(或其它滚动轴承)。外座圈125包括多个突起140,突起140具有基本上梯形的第一横截面形状,使得外座圈125具有嵌齿表面形状。如图7a中所示出的,突起140接纳在具有对应形状的凹陷145内,使得突
起140接合凹陷145以提供锁和钥匙配合,以及由于内表面115的较小的直径而在外座圈125和内表面115之间的压配合,以将轴承120保持在圆柱形空腔122内。
177.图7a、图7b和图7c示出三个不同轴承示例820a、820b、820c的横截面视图。所示出的所有三个示例都具有外座圈225、325、425、内座圈130和设置在它们之间的多个滚珠轴承元件135。
178.图7a和图7b示出其中外座圈225、325进一步包括多个突起840a、840b的示例。图7a中所示出的轴承820a具有围绕外座圈225均匀地布置(例如,相对于彼此成90度)的四个突起840a。突起840a具有基本上正方形的第一横截面形状。图7b中所示出的轴承820b具有围绕外座圈325均匀地布置(例如,相对于彼此成120度)的三个突起840b。突起840b具有基本上三角形的第一横截面形状,其具有弯曲或倒圆的顶部拐角(例如,远离滑轮轴线而指向的拐角)。将认识到,通过将突起840b的边缘倒圆,当轴承接合内表面时,应力集中将被最小化。另外,倒圆的边缘增加了突起的表面积,这继而将增加在外座圈325和圆柱形套筒105的内表面115之间在其上产生摩擦的面积(例如,如图1b中所见)。图7c示出轴承820c,其中,外座圈425是平的(例如,平坦的),并且不包括任何突起。
179.图8示出制造滑轮的另一种方法900,将参考所有前面的附图讨论该方法。
180.方法900首先需要在步骤905处制备材料以用于模制过程,包括将材料加热到高于(基体)材料的熔点的温度。一旦被加热,材料在步骤910处被引入(例如,注射)到模具200(其布置成提供本文中描述的圆柱形套筒105)中。一旦材料已被注射到模具内,在移除模具之前,在步骤915处材料被允许冷却,至少冷却到低于材料的熔融温度的温度,但是优选地冷却到室温。然后,在步骤920处,套筒可被存储。
181.然后,在步骤930处,圆柱形套筒105可任选地被再加热,以提供处于高温(例如,高于针对聚合物材料的玻璃化转变温度tg的温度)的圆柱形套筒。轴承120a、120b、820a、820b、820c在步骤935处被插入到圆柱形空腔122中,同时圆柱形套筒105处于高温,例如高于针对聚合物材料的玻璃化转变温度tg的温度。然后,在步骤940处,圆柱形套筒105被允许冷却(例如冷却到环境温度,例如冷却到低于玻璃化转变温度tg的温度),使得圆柱形套筒105的内表面115在尺寸上收缩,并且围绕轴承120a、120b、820a、820b、820c的外座圈125模制(或变形)。
182.圆柱形套筒105在冷却时的收缩在轴承120a、120b、820a、820b、820c的外座圈125、225、325、425和圆柱形套筒105的内表面115之间形成压配合。这可在圆柱形套筒105的内表面115上形成(多个)凹陷145,凹陷145对应于存在于外座圈125上的任何突起140、840a、840b的形状,使得压配合接合包括在外座圈上的突起140、840a、840b和圆柱形套筒的内表面115上的对应凹陷145之间的锁和钥匙配合。然而,将认识到,该方法900也可用于插入不存在任何突起的轴承。
183.如果外座圈425不包括突起,使得外座圈具有规则的圆柱形表面(如图7c中所示出的),则收缩可在圆柱形套筒105的内表面115上形成单个环形凹陷,该凹陷对应于外座圈425的尺寸,并在它们之间形成压配合接合(但是没有如由突起和凹陷提供的锁和钥匙接合的额外配对)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1