一种内胆拉铆接结构及其制造方法和蒸烤机与流程
1.本发明涉及家电技术领域,具体涉及一种内胆拉铆接结构及其制造方法和蒸烤机。
背景技术:
2.目前,家用电器(例如烤箱、蒸箱或蒸烤一体机)的内胆通常采用铆接方式固定铆接螺母,依靠拉铆螺母专用铆枪上的螺杆转动拉动铆接螺母,使铆接螺母发生纵向压缩,在端部薄壁区域发生凸起变形,夹紧内胆板材,从而实现铆接工艺。然后,使用螺钉将内胆外侧的其他部件(如发热管、风机、灯罩、支架等)紧牢连接在铆接螺母上。目前,蒸烤一体机内胆搪瓷后,铆钉拉紧的瞬间由于冲击力很大,导致内胆表面的搪瓷层出现爆瓷、发白、裂纹现象,产品的爆瓷率几乎达到100%,导致铆接螺母难以在搪瓷内胆中实现。然而,与不锈钢内胆相比,搪瓷内胆外观好看,长时间使用后不变色,更卫生,但是铆接螺母所带来的问题导致搪瓷内胆不能大规模推广。此外,家用电器的内胆运行时产生的蒸汽容易从铆接螺母与搪瓷内胆瓷层之间的间隙泄漏,导致铆接螺钉的周围容易漏锈水。
技术实现要素:
3.本发明的目的之一在于避免现有技术中的不足之处而提供一种内胆拉铆接结构,该内胆拉铆接结构能防止搪瓷层出现爆瓷、发白、裂纹的问题,且具有密封性好的优点。
4.本发明的目的之二在于提供一种内胆拉铆接结构的制造方法。
5.本发明的目的之三在于提供一种蒸烤机。
6.为实现上述目的之一,本发明提供以下技术方案:
7.提供一种内胆拉铆接结构,包括孔位和铆接螺母,所述孔位依次贯穿家用电器内胆的基板和搪瓷层,所述铆接螺母嵌入所述孔位内,所述铆接螺母的开口外翻以形成挡沿,所述挡沿抵压在所述孔位的开口周沿,所述孔位的开口周沿与所述挡沿之间夹有垫圈,所述垫圈套在所述铆接螺母上,所述垫圈的内圈壁密封包覆所述铆接螺母与所述孔位之间的间隙。
8.上述内胆拉铆接结构的工作原理:铆接螺母的挡沿压在孔位的开口周沿,该挡沿能够加强该孔位的开口周沿的强度,并且该挡沿产生抵挡力能抵消铆钉拉紧的瞬间冲击力,避免搪瓷层出现爆瓷、发白、裂纹的问题;垫圈能缓冲挡沿与孔位的开口周沿之间的挤压力以避免搪瓷层被挤压过度造成变形的问题,另外,垫圈能密封包覆铆接螺母与所述孔位之间的间隙,减少或杜绝了家用电器产生的蒸汽从该间隙泄漏,能较好地保护家用电器的内胆。
9.在一些实施方式中,所述搪瓷层的表面向外凸起以形成凸台,所述孔位开设在所述凸台的中部位置。
10.在一些实施方式中,所述搪瓷层的表面向外凸起0.7mm~1.1mm以形成所述凸台。
11.在一些实施方式中,所述垫圈的上表面和下表面分别被所述凸台的台面和所述挡
沿抵压。
12.在一些实施方式中,所述凸台的横截面为等腰梯形,所述等腰梯形的底边沿背向所述搪瓷层的一侧逐渐变短。
13.在一些实施方式中,所述垫圈的厚度是0.4mm~0.6mm。
14.在一些实施方式中,所述垫圈为硅胶垫圈,所述硅胶垫圈耐温225℃以上,所述硅胶垫圈的邵氏硬度为55℃~65℃。
15.在一些实施方式中,所硅胶垫圈的材质是丁腈橡胶、氯丁橡胶、氢化丁腈橡胶、特氟龙、聚对苯二甲酸乙二醇酯、环氧树酯和聚碳酸酯中的任意一种。
16.本发明一种内胆拉铆接结构的有益效果:
17.(1)本发明的内胆拉铆接结构在铆接螺母上设置了挡沿、垫圈,挡沿能挡住铆钉拉紧时产生的冲击力,垫圈能缓冲挡沿与孔位的开口周沿搪瓷层的挤压力,避免搪瓷内胆螺母拉铆时出现的爆瓷、发白、裂纹的质量问题,提高搪瓷内胆的成品合格率,使得搪瓷层内胆能大规模生产应用。
18.(2)本发明的内胆拉铆接结构在铆接螺母上设置了垫圈,该垫圈密封包覆了铆接螺母与开口之间的间隙,减少或杜绝了家用电器产生的蒸汽从该间隙泄漏,能较好地保护家用电器的内胆,提高了内胆的使用寿命。
19.为实现上述目的之二,本发明提供以下技术方案:
20.提供一种上述内胆拉铆接结构的制造方法,包括以下步骤:
21.s1、开设孔位,使所述孔位依次贯穿内胆的基板和搪瓷层,将所垫圈套在铆接螺母上;
22.s2、将所述铆接螺母放入所述孔位内,使用铆枪头将所述铆接螺母压入所述孔位内直至所述挡沿与所述孔位的开口周沿紧夹着所述垫圈;
23.s3、向外拉动所述铆枪头,使所述铆接螺母向外突起,旋出所述铆枪头。
24.10.根据权利要求9所述的内胆拉铆接结构的制造方法,其特征是:所述搪瓷层通过以下步骤制得:
25.s101、采用喷枪通过静电干粉喷搪工艺对家用电器的内胆喷涂搪瓷层,所述喷枪的喷射压为0.15mpa~0.3mpa;
26.s102、将所述搪瓷层置于烧结炉中烧结,烧结温度为820℃~830℃,烧结时间为3min~5min,所述烧结炉的炉内压力为10pa~50pa。
27.在一些实施方式中,所述搪瓷层的厚度为80μm~150μm。
28.本发明一种内胆拉铆接结构的制造方法有益效果:
29.本发明的内胆拉铆接结构的制造方法能快速、方便地制造出密封性好、抗拉力的内胆拉铆接结构。
30.为实现上述目的之三,本发明提供以下技术方案:
31.提供一种蒸烤机,包括上述的内胆拉铆接结构。
附图说明
32.图1是实施例1的蒸烤机的内胆结构图。
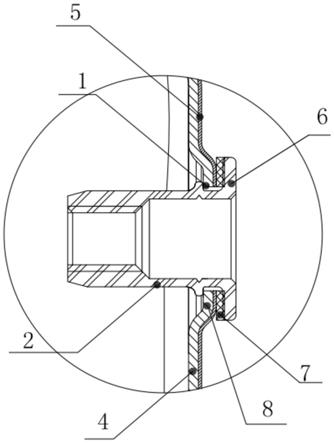
33.图2是实施例1内胆拉铆接结构的剖视图。
34.图3是实施例2内胆拉铆接结构的制造过程示意图。
35.附图标记
36.孔位1;铆接螺母2;家用电器3;内胆4;搪瓷层5;挡沿6;垫圈7;凸台8;铆枪头9。
具体实施方式
37.以下结合具体实施例和附图对本发明进行详细说明。
38.为方便说明本发明的内胆拉铆接结构,以下实施例以蒸烤机为示例进行说明,实际应用中,本发明的内胆拉铆接结构还适用在其他家用电器中。
39.实施例1
40.本实施例公开的内胆拉铆接结构,图1-图2所示,包括孔位1和铆接螺母2,所述孔位1贯穿家用电器3内胆4的基板和搪瓷层5,所述铆接螺母2嵌入所述孔位1内,即,铆接螺母2稳定固定在孔位1的内部,使得铆接螺母2设置在内胆4的搪瓷层5上。图2所示,所述铆接螺母2的开口外翻以形成挡沿6,图2所示,所述挡沿6抵压在所述孔位1的开口周沿,该开口周沿是搪瓷层5,即,挡沿6抵压在孔位1开口周沿的搪瓷层5上。所述孔位1的开口周沿与所述挡沿6之间夹有垫圈7,所述垫圈7套在所述铆接螺母2上,且所述垫圈7的内圈壁密封包覆所述铆接螺母2与所述孔位1之间的间隙,防止蒸烤机的蒸汽从该间隙中泄漏,避免锈漏水产生,提高蒸烤机的使用寿命以及使用效果。
41.本实施例中,图2所示所述搪瓷层5的表面向外凸起以形成凸台8,所述孔位1开设在所述凸台8的中部位置。该凸台8使得拉铆过程产生的裂纹朝凸台8外侧周围发散,减少拉铆区域裂纹聚集的程度,进一步地杜绝或减少搪瓷内胆4螺母拉铆时出现的爆瓷、发白、裂纹的问题。
42.本实施例中,所述搪瓷层5的表面向外凸起0.7mm以形成所述凸台8。该凸台8的凸起高度足以将裂纹分散,且不会影响内胆4的内部结构。
43.本实施例中,图2所示,所述垫圈7的上表面和下表面分别被所述凸台8的台面和所述挡沿6抵压。垫圈7定位在挡沿6和凸台8的台面上,挡沿6和凸台8将垫圈7的表面全部压住,垫圈7能垫住所有的挡沿6。
44.本实施例中,图2所示,所述凸台8的横截面为等腰梯形,所述等腰梯形的底边沿背向所述搪瓷层5的一侧逐渐变短,这样使得凸台8的侧面是呈坡度的过渡段,使得凸台8的分散裂纹效果更好。
45.本实施例中,所述垫圈7的厚度是0.4mm。垫圈7厚度过大则会影响拉铆接结构的强度。
46.本实施例中,所述垫圈7为硅胶垫圈7,所述硅胶垫圈7耐温225℃以上,所述硅胶垫圈7的邵氏硬度为55℃。硅胶垫圈7的弹性较好,耐高温的硅胶垫圈7才能适应内胆4的高温使用环境。
47.本实施例中,所硅胶垫圈7的材质是丁腈橡胶、氯丁橡胶、氢化丁腈橡胶、特氟龙、聚对苯二甲酸乙二醇酯、环氧树酯和聚碳酸酯中的任意一种。
48.本实施例中,所述孔位1为正六边形的孔位,铆接螺母2为六角铆接螺母,孔位1正六边形的对边距优选设置为6mm,方便六角铆接螺母放入对应的孔位1形成较好的间隙配合。实际应用中,还可以采用其他形状的孔位1和铆接螺母2,在扭矩载荷力矩可满足的情况
下,例如可以采用四边形、五边形、七边形等其他形状的装配方式。
49.实施例2
50.本实施例与实施例1的不同之处在于,所述搪瓷层5的表面向外凸起1.1mm以形成所述凸台8,所述垫圈7的厚度是0.6mm,所述硅胶垫圈7耐温225℃以上,所述硅胶垫圈7的邵氏硬度为65℃,孔位1正六边形的对边距优选设置为7mm。本实施例的其他部件和原理与实施例1相同,此处不再赘述。
51.实施例3
52.本实施例与实施例1的不同之处在于,所述搪瓷层5的表面向外凸起1mm以形成所述凸台8,所述垫圈7的厚度是0.5mm,所述硅胶垫圈7耐温225℃以上,所述硅胶垫圈7的邵氏硬度为60℃,孔位1正六边形的对边距优选设置为6.5mm。本实施例的其他部件和原理与实施例1相同,此处不再赘述。
53.实施例4
54.本实施例公开了实施例1的内胆4拉铆接结构的制造方法,可参考图3,其包括以下步骤:
55.s1、开设孔位1,孔位1贯穿家用电器3内胆4的基板和搪瓷层5,将所垫圈7紧套在铆接螺母2上;
56.s2、将所述铆接螺母2放入所述孔位1内,使用铆枪头9将所述铆接螺母2旋入所述孔位1内直至所述挡沿6与所述孔位1的开口周沿紧夹着所述垫圈7;
57.s3、向外拉动所述铆枪头9,使所述铆接螺母2向外突起,旋出所述铆枪头9。
58.具体是,拿取垫圈7插入六角铆接螺母2的外壁,然后将铆接螺母2放入蒸烤机的孔位1中。将铆枪头9垂直于铆接螺母2的端面,将铆枪头9的端面紧贴在铆接螺母2之后,按动铆枪开关,铆接铆枪将自动旋入铆接螺母2,依靠铆枪上的螺杆转动拉动铆螺母,使其发生纵向压缩,在端部薄壁区域发生凸起变形,铆接件被夹紧,实现铆接工艺,完成后拉铆铆枪自动退出螺母,即完成一次铆接。
59.本实施例中,所述搪瓷层5通过以下步骤制得:
60.s101、采用喷枪通过静电干粉喷搪工艺对家用电器3的内胆4喷涂搪瓷层5,所述喷枪的喷射压为0.15mpa;
61.s102、将所述搪瓷层5置于烧结炉中烧结,烧结温度为820℃,烧结时间为3min,所述烧结炉的炉内压力为10pa。
62.本实施例中,所述搪瓷层5的厚度为80μm。
63.实施例5
64.本实施例公开了实施例1的内胆4拉铆接结构的制造方法,可参考图3,其包括以下步骤:
65.s1、开设孔位1,孔位1贯穿家用电器3内胆4的基板和搪瓷层5,将所垫圈7紧套在铆接螺母2上;
66.s2、将所述铆接螺母2放入所述孔位1内,使用铆枪头9将所述铆接螺母2压入所述孔位1内直至所述挡沿6与所述孔位1的开口周沿紧夹着所述垫圈7;
67.s3、向外拉动所述铆枪头9,使所述铆接螺母2向外突起,旋出所述铆枪头9。
68.具体是,拿取垫圈7插入六角铆接螺母2的外壁,然后将铆接螺母2放入蒸烤机的孔
位1中。将铆枪头9垂直于铆接螺母2的端面,将铆枪头9的端面紧贴在铆接螺母2之后,按动铆枪开关,拉铆铆枪将自动旋入铆接螺母2,依靠铆枪上的螺杆转动拉动铆螺母,使其发生纵向压缩,在端部薄壁区域发生凸起变形,铆接件被夹紧,实现铆接工艺,完成后拉铆铆枪自动退出螺母,即完成一次铆接。
69.本实施例中,所述搪瓷层5通过以下步骤制得:
70.s101、采用喷枪通过静电干粉喷搪工艺对家用电器3的内胆4喷涂搪瓷层5,所述喷枪的喷射压为0.3mpa;
71.s102、将所述搪瓷层5置于烧结炉中烧结,烧结温度为830℃,烧结时间为5min,所述烧结炉的炉内压力为50pa。
72.本实施例中,所述搪瓷层5的厚度为250μm。
73.实施例6
74.本实施例公开了实施例1的内胆4拉铆接结构的制造方法,可参考图3,其包括以下步骤:
75.s1、开设孔位1,孔位1贯穿家用电器3内胆4的基板和搪瓷层5,将所垫圈7紧套在铆接螺母2上;
76.s2、将所述铆接螺母2放入所述孔位1内,使用铆枪头9将所述铆接螺母2压入所述孔位1内直至所述挡沿6与所述孔位1的开口周沿紧夹着所述垫圈7;
77.s3、向外拉动所述铆枪头9,使所述铆接螺母2向外突起,旋出所述铆枪头9。
78.具体是,拿取垫圈插入六角铆接螺母2的外壁,然后将铆接螺母2放入蒸烤机的孔位1中。将铆枪头9垂直于铆接螺母2的端面,将铆枪头9的端面紧贴在铆接螺母2之后,按动铆枪开关,拉铆铆枪将自动旋入铆接螺母2,依靠铆枪上的螺杆转动拉动铆螺母,使其发生纵向压缩,在端部薄壁区域发生凸起变形,铆接件被夹紧,实现铆接工艺,完成后拉铆铆枪自动退出螺母,即完成一次铆接。
79.本实施例中,所述搪瓷层5通过以下步骤制得:
80.s101、采用喷枪通过静电干粉喷搪工艺对家用电器3的内胆4喷涂搪瓷层5,所述喷枪的喷射压为0.2mpa;
81.s102、将所述搪瓷层5置于烧结炉中烧结,烧结温度为840℃,烧结时间为4min,所述烧结炉的炉内压力为20pa。
82.本实施例中,所述搪瓷层5的厚度为120μm。
83.性能检测:
84.对实施例1所述的内胆铆接结构进行质量检验:使铆接螺母承受扭矩载荷能力≥3n
·
m,用0.5kg胶锤起升至150mm
±
50mm高度,按轴向和径向进行连续3次的敲打,要求铆接螺母不松动,敲动零件不发出杂音。经观察,铆接过程,铆接螺母边缘没有出现裂纹、发白和爆瓷现象,可见,本实施例1的内胆拉铆接结构能大幅提高了蒸烤机的内胆的一次成品合格率。
85.最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1