一种冰箱换热管定位装置和系统的制作方法
1.本发明涉及冰箱技术领域,尤其是一种冰箱换热管技术领域,具体是一种冰箱换热管定位装置和系统。
背景技术:
2.如申请号为:201410186892.9,发明名称为:冰箱及冰箱换热器,公开日为:2014年07月16日的中国发明专利,具体公开了将换热管粘贴到冰箱背板结构。在实际的冰箱的生产制造过程中,也是需要将图1中的换热管100位于边部的部分卡于挡块202与板体201之间形成的安装槽内,同时用粘贴膜203(铝箔)将换热管100的中部区域完全粘贴到冰箱背板200的板体201上,避免换热管100从冰箱背板200上脱落。这样处理的好处在于:1、减小换热管100在冰箱内占的体积,从而有利于冰箱体积减小;2、换热管贴在与外界之间接触的冰箱背板上,使其散热效果更佳;3、当换热管损坏时,只需打开冰箱背板即可将换热管拆除和更换掉,检修和更换都极其方便。
3.由于换热管是具有一定弹性的,在粘贴过程中发生变形,因此需要人工用粘贴膜203将换热管100粘贴在冰箱背板200上。但是换热管100中部区域有多个曲折的部分,因此需要将每个折弯段的部分都通过粘贴膜203粘贴,也就需要重复地去粘贴每一道弯折的换热管,整个背板粘贴完成,工人需要往复地不断撕扯粘贴膜多次,效率极其低下;且每一道弯折的换热管上的粘贴膜长短不一,极其不美观;另外,人工对粘贴膜203与板体201的粘贴,不一定牢靠,容易造成脱落。因此急需通过自动化的粘贴技术,以将粘贴膜203(铝箔)紧密地将粘贴换热管100粘贴在冰箱背板200上,同时能够快递地完成整个工序的生产,大大提升该环节的生产效率,更能适应标准化的生产。
技术实现要素:
4.本发明的发明目的在于:针对上述存在的问题,提供一种冰箱换热管定位装置和系统;主要解决换热管不能被自动化粘贴于背板上的技术问题,其中技术难点是换热管粘贴于背板之前,换热管容易变形弯曲错位而不能自动化粘贴的问题;通过本发明能够实现换热管被自动化地粘贴于背板上,克服换热管折弯段弯曲或错位导致的换热管跳动而不便于粘贴的问题。另外通过对换热管的调位、通过粘贴膜(铝箔)的粘贴和压实的过程,能够确保粘贴膜(铝箔)将换热管牢靠地粘贴于背板上,避免发生脱落,且整个粘贴效果极佳,美观大方。
5.本发明采用的技术方案如下:
6.本发明的冰箱换热管定位装置,包括输送带,在输送带的运动方向布置有调节辊组、粘贴机构和压实机构;其中换热管的折弯段被调节辊组导直,其中调节辊组对折弯段的导直速度与输送带的运动速度相匹配;所述粘贴机构用铝箔膜将换热管粘贴于背板上,所述压实机构压于铝箔膜上,使铝箔膜被压紧并粘贴于背板上,限制换热管发生位移。
7.相对于现有技术而言,在开始时,需要将换热管的边部管卡于背板边部的卡槽内,
限制换热管左右窜动,然后换热管在背板上被输送带传送至调节辊组位置,经过调节辊组将换热管的折弯段进行导直(水平面上)的同时将其压直(竖直方向上),避免换热管折弯段弯曲或错位导致的换热管跳动而不便于后续的自动化粘贴;因此需要控制输送带的运动速度与调节辊组对折弯段的导直速度,需要二者相互匹配,才能在调节辊组导直的同时换热管缓慢变换位置,以达到整个换热管的折弯段均被导直的效果。被导直后的换热管及背板被输送带传递至粘贴机构处,通过铝箔膜可将换热管初步粘贴到背板上,但是由于铝箔膜与背板之间的粘接可能存在遗漏或部分气泡而粘接不牢,因此就需要补充压实机构来实现对整个铝箔膜进行压实,此时,铝箔膜被压紧并粘贴于背板上,限制换热管发生位移。此过程中需要避免将换热管压坏,因此压实机构上应当在对应位置设置有换热管的容纳槽,该容纳槽应当大于换热管的外径。可见本发明能够实现换热管粘贴于背板上的自动化效果,从而大大减小了人工操作的各种弊端,且减小人力成本。另外本发明通过对换热管的调位、通过粘贴膜(铝箔)的粘贴和压实的过程,能够确保粘贴膜(铝箔)将换热管牢靠地粘贴于背板上,避免发生脱落。
8.进一步地,所述粘贴机构包括铝箔卷、压辊、张紧辊、夹紧机构和切断机构,其中铝箔膜从铝箔卷经压辊绕过张紧辊,所述输送带的运动方向上依次设有张紧辊、夹紧机构和切断机构,其中弹性辊可将铝箔膜压于背板上;所述夹紧机构设于输送带上下方,可夹紧铝箔膜于背板上;所述切断机构可将铝箔膜切断。可见,在铝箔膜的粘贴过程中,首先是需要张紧辊将铝箔膜的端头压于背板上形成初步粘接,然后在继续控制输送带将背板向前输送,在张紧辊的不断挤压下,铝箔膜的较多部分被压于背板粘接,然后再通过夹紧机构将初步粘接的铝箔膜进行夹紧,从而确保更多的铝箔膜粘贴到背板上,当整个背板上的换热器部分都被粘贴铝箔膜之后,是需要通过切断机构将其切断的。因此整个粘贴机构能够实现自动化的将换热管粘贴到背板上,不需要人工操作即可完成,从而大大减小了人力成本。
9.进一步地,在调节辊组之前设有调位机构,所述调位机构包括拨动块、横撑块和驱动机构,所述驱动机构设于横撑块上连接拨动块,所述驱动机构可控制拨动块相对于输送带左右移动;其中在输送带的边缘处和拨动块的侧壁上均设有滚轮,所述驱动机构设为丝杆组件。当背板进入到调节辊组之前,是需要将背板进行限位的,否则调节辊组将不能最好地对换热管进行导直,因此需要在进入到调节辊组之前,设置调位机构。当背板在输送带上传送至调位机构时,驱动机构控制丝杆转动,丝杆上配备的丝杆组件带动整个拨动块左右移动,拨动块将背板限制在输送带的边缘与拨动块之间,由于设置有滚轮结构,因此背板会随时输送带、滚轮的配合,精确地被传送到调节辊组中进行导直,从而保证其调位精准送达的效果。
10.进一步地,在所述调位机构、调节辊组、粘贴机构和压实机构处分别设有位置传感器,收集背板的位置信息,并传递至控制模块。为了匹配自动化的控制,因此是需要检测背板在传送带上的位置的,以此精确的控制调位机构、调节辊组、粘贴机构和压实机构的等机构的运行,以保证整个设备的自动化实现。
11.进一步地,所说调节辊组包括圆柱形的辊体,所述辊体的圆周面上设有调节通道,所述调节通道沿辊体圆周方向环形布置,且该调节通道首尾相连形成环形槽;所述调节通道的内底部设为底面,所述底面的宽度设为调节通道的调节宽度,所述调节宽度从调节通道首段向尾段呈逐渐减小的趋势,所述首段处的调节宽度大于换热管的外径,且所述调节
通道尾段处的调节宽度大于或等于换热管的外径;所述换热管的折弯段被限制于调节通道导直。
12.相对于现有技术而言,本发明可通过调节通道容纳换热管的折弯段,因此换热管的折弯段也就被限制于该调节通道内,因此在辊体的不断转动下,换热管的折弯段与辊体之间发生相对运动,从而换热管的折弯段在“调节宽度从调节通道首段向尾段呈逐渐减小的趋势”的影响下,其原本弯曲或错位的换热管折弯段进行导直,因此要求换热管的外径能够被容纳于调节宽度内,因此要求首段处的调节宽度大于换热管的外径,且所述调节通道尾段处的调节宽度大于或等于换热管的外径,可见换热管的折弯段在该调节通道内,先从一个较宽区域的调节宽度(便于将换热管的折弯段置于该调节通道内),逐渐过渡到一个较窄的调节宽度内,这个过程中换热管的折弯段先从较大范围内的变化,到较小范围内的变化,从而整体被导直。可见,在使用时,因辊体转动的同时换热管移动,从而辊体转动并作用在换热管折弯段上时,可从换热管折弯段的一端向另一端疏导,从而将整个换热管折弯段导致。从而解决换热管粘贴于背板之前,换热管容易变形弯曲错位而不能自动化粘贴的问题。同理,当换热管被粘贴膜(铝箔)粘贴于背板之后,辊体的调节通道作用在粘贴膜(铝箔)的表面,且该调节通道通过调节换热管折弯段位置的同时,由于限制换热管折弯段的调节宽度,从调节通道首段向尾段呈逐渐减小的趋势,因此在辊体上用于不限制换热管折弯段的区域宽度,从调节通道首段向尾段呈逐渐变大的趋势,因此能够挤压在任意两折弯段之间区域内的区域宽度将逐渐增大,因此也就更能将粘贴膜与背板贴合,从而解决换热管折弯段错位或粘贴膜(铝箔)与背板粘贴的问题。
13.进一步地,所述调节通道的底面至辊体圆周面的距离设为调节深度,该调节深度从调节通道首段向尾段呈逐渐减小的趋势,所述调节通道首段处的调节深度大于换热管的外径,所述调节通道尾段处的调节深度大于或等于换热管的外径。相对于现有技术而言,可通过调节深度来限制换热管折弯段与背板之间的距离,当换热管折弯段被限制在调节通道内时,通过辊体的转动,从而换热管折弯段在调节通道内,从较大的调节深度主街道较小的调节深度,当达到整个调节通道的尾段时,整个换热管折弯段被限制并紧贴到了背板的表面,因此便于后续对换热管折弯段的粘贴操作。同理,当换热管被粘贴膜(铝箔)粘贴于背板之后,不断缩小调节深度来限制换热管折弯段与背板之间的距离,使换热管折弯段更不会变形如上翘等,从而更能将粘贴膜与背板贴合,从而解决换热管折弯段错位或粘贴膜(铝箔)与背板粘贴的问题。
14.进一步地,所述调节通道包括两个倾斜面和底面,其中两倾斜面位于底面的两侧,所述倾斜面的顶边设于调节通道的端面处,倾斜面的底边连接底面,且所述倾斜面向外倾斜布置,使调节通道的截面呈开口大底部小的结构;所述倾斜面相对于底面的倾斜度,从调节通道首段向尾段呈逐渐减小的趋势,使整个调节通道的容纳区域从首段向尾端呈逐渐收缩的趋势。相对于现有技术而言,本发明中,当换热管折弯段被限制在调节通道内时,由于辊体不断转动,而换热管不断输送,倾斜面向外倾斜布置,使调节通道的截面呈开口大底部小的结构,更能将换热管折弯段限制在该调节通道的区域内。另外,采用倾斜面作用力于该换热管折弯段上,因此倾斜面限制了换热管折弯段的变相,使换热管折弯段有向两倾斜面之间的底面靠拢的趋势,最终会使换热管折弯段逐渐靠拢至调节通道的底面处,因此需要在调节通道的首段处,具有较为倾斜的倾斜面,更利于将换热管折弯段限制其中,而倾斜面
相对于底面的倾斜度,从调节通道首段向尾段呈逐渐减小的趋势,使整个调节通道的容纳区域从首段向尾端呈逐渐收缩的趋势,可逐渐作用力和限制换热管,避免剧烈的反作用力将换热管损坏,从而起到过渡的限制作用,逐渐实现换热管限制至靠近底面区域,当达到调节通道的尾段时,达到最佳的限制和导直效果。同样的原理,当换热管被粘贴膜(铝箔)粘贴于背板之后,也便于换热管被导向最尾段而限制,从而使整个换热管被导直。
15.进一步地,将若干调节辊并排设置成调节辊组机构,所述调节辊的数量与换热管的折弯段数量相匹配,其中每个调节辊的调节通道对应有换热管的一个折弯段任意相邻调节辊的调节通道上,其首段位置相互错开布置;使用时,相邻的两调节辊的开口边部,可将相邻的两折弯段分隔不同的调节通道内。相对于现有技术而言,本发明中通过多个调节辊相互配合,同时将整个换热管的折弯段进行导直操作。使用时,仅需调节辊组机构作用于换热管的折弯段上,同时转动调节辊组机构和输送换热管,因此就能够在不同的额调节通道内将每个对应的换热管折弯段分别导直,避免发生弯曲或变形,因此该机构能够大大提交效率,仅需一次挤压成型即可,无需反复操作。一次性解决换热管粘贴于背板之前,换热管容易变形弯曲错位而不能自动化粘贴的问题。同理,当换热管被粘贴膜(铝箔)粘贴于背板之后,调节辊组机构内的各调节通道作用在粘贴膜(铝箔)的表面,一次性将粘贴膜(铝箔)粘贴在背板上,因此能将换热器全部粘贴在背板上。解决换热管被粘贴膜(铝箔)粘贴于背板之后,换热管折弯段错位或粘贴膜(铝箔)与背板粘贴的问题。
16.进一步地,所述调节通道的倾斜面和底面上设有柔性缓冲层;所述柔性缓冲层作用于换热管的力,小于换热管可发生形变的力。该柔性缓冲层可采用现有的橡胶、弹性齿、毛毡齿等,以减小辊体直接作用到换热管上的力,因此要求柔性缓冲层作用于换热管的力,小于换热管可发生形变的力,从而避免调节辊作用到换热管上的力过大而损坏换热管。
17.本发明的冰箱换热管定位系统,其特征在于:包括位置信息收集模块、调位模块、调节模块、粘贴模块、压实模块、输送模块和控制模块,
18.位置信息收集模块,信号连接位置传感器,收集背板输送带上的位置信息,并传递至控制模块;
19.调位模块,接收控制模块发送的定位调整信号,控制驱动机构运动,将背板被限定于输送带边缘与拨动块之间;
20.调节模块,接收控制模块发送的调节信号,控制所述调节辊组相对于背板转动,将所述换热管的折弯段限制于调节通道导直;
21.粘贴模块,接收控制模块发送的粘贴信号,控制张紧辊将铝箔膜压于背板上,控制夹紧机构夹紧铝箔膜于背板上,控制铝箔卷输送铝箔膜,控制切断机构切断铝箔膜;
22.压实模块,接收控制模块发送的压实信号,控制压实机构压于铝箔膜将其粘贴于背板;
23.输送模块,接收控制模块发送的定位输送信号、调节输送信号、粘贴输送信号、压实输送信号和常规输送信号,并控制输送带运行速度;
24.所述控制模块,接收位置信息收集模块传递的背板在输送带上的位置信息;当背板位于调位机构处时,向调位模块发送的定位调整执行信号,同时向输送模块发送定位输送信号;当背板位于调节辊组处时,向调节模块发送调节执行信号,向输送模块发送调节输送信号;当背板位于粘贴机构处时,向粘贴模块发送的粘贴执行信号,同时向输送模块发送
粘贴输送信号;当背板位于压实机构处时,向压实模块发送压实执行信号,同时向输送模块发送压实输送信号;否则,向输送模块发送常规输送信号。
25.现对于现有技术,本发明通过自动化的检测、调位、调节(导直)换热管、粘贴换热管到背板、压实铝箔膜于背板上,控制器能够监控整个背板在输送带上的位置,当没有处于上述机构处时,快速调整去传送速度以提供生产效率;当达到调位机构时,通过控制调位机构能够将背板限定在固定的区域内被送入到调节辊组中;而当进入到调节辊组时,需要控制传送带的速度以及调节辊组的转动速度,以使调节辊组转动对换热管进行导直,确保整个背板经过调节辊组完后,整个换热管就导直完成。当进入到粘贴机构时,输送带的速度与粘贴机构内的各个组件的运行速度相匹配,以确保整个背板经过粘贴机构完后,整个换热管就粘贴完成。当进入到压实机构时,压实机构需要与背板的输送速度匹配,以实现二者将换热管、铝箔膜压紧于背板上,实现粘接效果更佳。可见整个换热管的粘接过程均为设备的自动化完成,无需人工操作,从而使得整个操作即为简便,生产效率得到了极大的提升。
26.综上所述,由于采用了上述技术方案,本发明的有益效果是:
27.1、本发明的冰箱换热管定位装置和系统,解决换热管不能被自动化粘贴于背板上的技术问题,通过本发明能够实现换热管被自动化地粘贴于背板上,克服换热管折弯段弯曲或错位导致的换热管跳动而不便于粘贴的问题。另外通过对换热管的调位、通过粘贴膜(铝箔)的粘贴和压实的过程,能够确保粘贴膜(铝箔)将换热管牢靠地粘贴于背板上,避免发生脱落,且整个粘贴效果极佳,美观大方。
28.2、本发明的冰箱换热管定位装置和系统,能实现将换热管折弯段的导直、铝箔膜的自动粘贴以及粘贴的紧贴,整个过程自动化的完成,无需人为操作,整个过程能够避免换热管容易变形弯曲错位的难度,通过调节机构实现换热管的导直,便于将换热管折弯段规范化地粘贴到背板上,生产和制造极为简便,大大提高了生产效率,降低了成本。
29.3、本发明的冰箱换热管定位装置和系统,能使换热管粘贴在背板上时,更形状和位置更规范,更能适应标准化的生产,且其中粘贴过程无需人为操作,可有效地避免人为粘贴带来的粘贴不牢而脱落的问题。
附图说明
30.本发明将通过例子并参照附图的方式说明,其中:
31.图1是换热管的示意图。
32.图2是换热管粘贴到背板上的示意图。
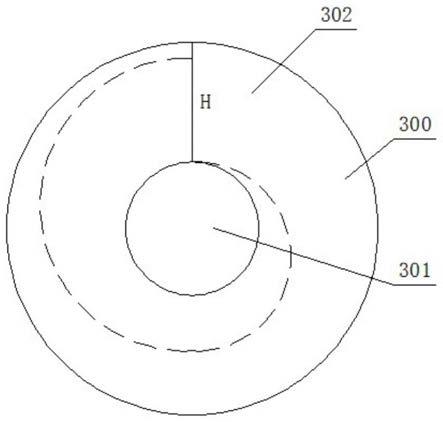
33.图3和图4是调节辊的示意图。
34.图5是定位装置的示意图。
35.图6是调位机构的示意图。
36.图7是调节辊轮组的示意图。
37.图中标记:100-换热管、101-弯曲段、102-折弯段;200-背板、201-板体、202-挡块、203-粘贴膜;300-调节辊、301-辊体、302-调节通道、303-倾斜面、304-底面、305-缓冲层;h-调节深度、k-调节宽度、400-定位装置、401-拨动块、402-滚轮、403-丝杆、404-螺套、405-电机、406-横撑块;500-输送带、600-调节辊组、700-粘贴机构、701-铝箔膜、702-铝箔卷、703-张紧辊、704-夹紧机构、705-切断机构;800-压实机构。
具体实施方式
38.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
39.本说明书(包括任何附加权利要求、摘要)中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
40.如图1和图2所示,本发明是需要将图1中的换热管100位于边部的部分卡于挡块202与板体201之间形成的安装槽内,同时用粘贴膜203铝箔将换热管100的中部区域完全粘贴到冰箱背板200的板体201上,避免换热管100从冰箱背板200上脱落。
41.因此,为了解决换热管不能被自动化粘贴于背板上的技术问题,其中技术难点是换热管粘贴于背板之前,换热管容易变形弯曲错位而不能自动化粘贴的问题;通过本发明能够实现换热管被自动化地粘贴于背板上,克服换热管折弯段弯曲或错位导致的换热管跳动而不便于粘贴的问题。另外通过对换热管的调位、通过粘贴膜(铝箔)的粘贴和压实的过程,能够确保粘贴膜(铝箔)将换热管牢靠地粘贴于背板上,避免发生脱落,且整个粘贴效果极佳,美观大方。
42.本发明采用如图5和图6的冰箱换热管定位装置,包括输送带500,在输送带500的运动方向布置有调节辊组600、粘贴机构700和压实机构800;其中换热管100的折弯段102被调节辊组600导直,其中调节辊组600对折弯段102的导直速度与输送带500的运动速度相匹配;所述粘贴机构700用铝箔膜701将换热管100粘贴于背板200上,所述压实机构800压于铝箔膜701上,使铝箔膜701被压紧并粘贴于背板200上,限制换热管100发生位移。在制造开始时,需要将换热管的边部管卡于背板边部的卡槽内,限制换热管左右窜动,然后换热管在背板上被输送带传送至调节辊组位置,经过调节辊组将换热管的折弯段进行导直(水平面上)的同时将其压直(竖直方向上),避免换热管折弯段弯曲或错位导致的换热管跳动而不便于后续的自动化粘贴;因此需要控制输送带的运动速度与调节辊组对折弯段的导直速度,需要二者相互匹配,才能在调节辊组导直的同时换热管缓慢变换位置,以达到整个换热管的折弯段均被导直的效果。被导直后的换热管及背板被输送带传递至粘贴机构处,通过铝箔膜可将换热管初步粘贴到背板上,但是由于铝箔膜与背板之间的粘接可能存在遗漏或部分气泡而粘接不牢,因此就需要补充压实机构来实现对整个铝箔膜进行压实,此时,铝箔膜被压紧并粘贴于背板上,限制换热管发生位移。此过程中需要避免将换热管压坏,因此压实机构上应当在对应位置设置有换热管的容纳槽,该容纳槽应当大于换热管的外径。可见本发明能够实现换热管粘贴于背板上的自动化效果,从而大大减小了人工操作的各种弊端,且减小人力成本。另外本发明通过对换热管的调位、通过粘贴膜(铝箔)的粘贴和压实的过程,能够确保粘贴膜(铝箔)将换热管牢靠地粘贴于背板上,避免发生脱落。
43.其中所述粘贴机构700包括铝箔卷702、压辊、张紧辊703、夹紧机构704和切断机构705,其中铝箔膜701从铝箔卷702经压辊绕过张紧辊703,所述输送带500的运动方向上依次设有张紧辊703、夹紧机构和切断机构705,其中弹性辊703可将铝箔膜701压于背板200上;所述夹紧机构704设于输送带500上下方,可夹紧铝箔膜701于背板200上;所述切断机构705可将铝箔膜701切断。在铝箔膜的粘贴过程中,首先是需要张紧辊将铝箔膜的端头压于背板上形成初步粘接,然后在继续控制输送带将背板向前输送,在张紧辊的不断挤压下,铝箔膜
的较多部分被压于背板粘接,然后再通过夹紧机构将初步粘接的铝箔膜进行夹紧,从而确保更多的铝箔膜粘贴到背板上,当整个背板上的换热器部分都被粘贴铝箔膜之后,是需要通过切断机构将其切断的。因此整个粘贴机构能够实现自动化的将换热管粘贴到背板上,不需要人工操作即可完成,从而大大减小了人力成本。
44.在调节辊组600之前设有调位机构400,所述调位机构400包括拨动块401、横撑块406和驱动机构,所述驱动机构设于横撑块406上连接拨动块401,所述驱动机构可控制拨动块401相对于输送带500左右移动;其中在输送带500的边缘处和拨动块401的侧壁上均设有滚轮402,所述驱动机构设为丝杆组件。当背板在输送带上传送至调位机构时,驱动机构控制丝杆转动,丝杆上配备的丝杆组件带动整个拨动块左右移动,拨动块将背板限制在输送带的边缘与拨动块之间,由于设置有滚轮结构,因此背板会随时输送带、滚轮的配合,精确地被传送到调节辊组中进行导直,从而保证其调位精准送达的效果。
45.本发明中,在所述调位机构400、调节辊组600、粘贴机构700和压实机构800处分别设有位置传感器,收集背板200的位置信息,并传递至控制模块。
46.因此本发明采用了图3和图4中的换热管定位调节辊,包括圆柱形的辊体301,其特征在于:所述辊体301的圆周面上设有调节通道302,所述调节通道302沿辊体301圆周方向环形布置,且该调节通道302首尾相连形成环形槽;所述调节通道302的底部设为底面304,所述底面304的宽度设为调节通道302的调节宽度k,所述调节宽度k从调节通道302首段向尾段呈逐渐减小的趋势,所述首段处的调节宽度k大于换热管的外径,且所述调节通道302尾段处的调节宽度k大于或等于换热管的外径。所述调节通道302的底面304至辊体301圆周面的距离设为调节深度h,该调节深度h从调节通道302首段向尾段呈逐渐减小的趋势,所述调节通道302首段处的调节深度h大于换热管的外径,所述调节通道302尾段处的调节深度h大于或等于换热管的外径。其中所述调节通道302包括两个倾斜面303和底面304,其中两倾斜面303位于底面304的两侧,所述倾斜面303的顶边设于调节通道302的端面处,倾斜面303的底边连接底面304,且所述倾斜面303向外倾斜布置,使调节通道302的截面呈开口大底部小的结构;所述倾斜面303相对于底面304的倾斜度,从调节通道302首段向尾段呈逐渐减小的趋势,使整个调节通道302的容纳区域从首段向尾端呈逐渐收缩的趋势。
47.可见,通过调节通道容纳换热管的折弯段,因此换热管的折弯段也就被限制于该调节通道内,因此在辊体的不断转动下,换热管的折弯段与辊体之间发生相对运动,从而换热管的折弯段在“调节宽度从调节通道首段向尾段呈逐渐减小的趋势”的影响下,其原本弯曲或错位的换热管折弯段进行导直,因此要求换热管的外径能够被容纳于调节宽度内,因此要求首段处的调节宽度大于换热管的外径,且所述调节通道尾段处的调节宽度大于或等于换热管的外径,可见换热管的折弯段在该调节通道内,先从一个较宽区域的调节宽度(便于将换热管的折弯段置于该调节通道内),逐渐过渡到一个较窄的调节宽度内,这个过程中换热管的折弯段先从较大范围内的变化,到较小范围内的变化,从而整体被导直。可见,在使用时,因辊体转动的同时换热管移动,从而辊体转动并作用在换热管折弯段上时,可从换热管折弯段的一端向另一端疏导,从而将整个换热管折弯段导致。从而解决换热管粘贴于背板之前,换热管容易变形弯曲错位而不能自动化粘贴的问题。另外,可通过调节深度来限制换热管折弯段与背板之间的距离,当换热管折弯段被限制在调节通道内时,通过辊体的转动,从而换热管折弯段在调节通道内,从较大的调节深度主街道较小的调节深度,当达到
整个调节通道的尾段时,整个换热管折弯段被限制并紧贴到了背板的表面,因此便于后续对换热管折弯段的粘贴操作。当换热管折弯段被限制在调节通道内时,由于辊体不断转动,而换热管不断输送,倾斜面向外倾斜布置,使调节通道的截面呈开口大底部小的结构,更能将换热管折弯段限制在该调节通道的区域内。另外,采用倾斜面作用力于该换热管折弯段上,因此倾斜面限制了换热管折弯段的变相,使换热管折弯段有向两倾斜面之间的底面靠拢的趋势,最终会使换热管折弯段逐渐靠拢至调节通道的底面处,因此需要在调节通道的首段处,具有较为倾斜的倾斜面,更利于将换热管折弯段限制其中,而倾斜面相对于底面的倾斜度,从调节通道首段向尾段呈逐渐减小的趋势,使整个调节通道的容纳区域从首段向尾端呈逐渐收缩的趋势,可逐渐作用力和限制换热管,避免剧烈的反作用力将换热管损坏,从而起到过渡的限制作用,逐渐实现换热管限制至靠近底面区域,当达到调节通道的尾段时,达到最佳的限制和导直效果。
48.同理,当换热管被粘贴膜(铝箔)粘贴于背板之后,辊体的调节通道作用在粘贴膜(铝箔)的表面,且该调节通道通过调节换热管折弯段位置的同时,由于限制换热管折弯段的调节宽度,从调节通道首段向尾段呈逐渐减小的趋势,因此在辊体上用于不限制换热管折弯段的区域宽度,从调节通道首段向尾段呈逐渐变大的趋势,因此能够挤压在任意两折弯段之间区域内的区域宽度将逐渐增大,因此也就更能将粘贴膜与背板贴合。另外,不断缩小调节深度来限制换热管折弯段与背板之间的距离,使换热管折弯段更不会变形如上翘等,从而更能将粘贴膜与背板贴合。从而解决换热管折弯段错位或粘贴膜(铝箔)与背板粘贴的问题。
49.本发明中还通过在调节通道302的倾斜面303和底面304上设有柔性缓冲层305;所述柔性缓冲层305作用于换热管的力,小于换热管可发生形变的力。避免调节辊作用到换热管上的力过大而损坏换热管。该柔性缓冲层可采用现有的橡胶、弹性齿、毛毡齿等具有一定弹性缓冲的结构。
50.另外,如图7所示,本发明中将若干调节辊300并排设置成调节辊组机构,所述调节辊300的数量与换热管的折弯段102数量相匹配,其中每个调节辊300的调节通道302对应有换热管的一个折弯段102任意相邻调节辊300的调节通道302上,其首段位置相互错开布置;使用时,相邻的两调节辊300的开口边部,可将相邻的两折弯段102分隔不同的调节通道302内。可见,本发明还通过多个调节辊相互配合,同时将整个换热管的折弯段进行导直操作。使用时,仅需调节辊组机构作用于换热管的折弯段上,同时转动调节辊组机构和输送换热管,因此就能够在不同的额调节通道内将每个对应的换热管折弯段分别导直,避免发生弯曲或变形,因此该机构能够大大提交效率,仅需一次挤压成型即可,无需反复操作。一次性解决换热管粘贴于背板之前,换热管容易变形弯曲错位而不能自动化粘贴的问题。同理,当换热管被粘贴膜(铝箔)粘贴于背板之后,调节辊组机构内的各调节通道作用在粘贴膜(铝箔)的表面,一次性将粘贴膜(铝箔)粘贴在背板上,因此能将换热器全部粘贴在背板上。解决换热管被粘贴膜(铝箔)粘贴于背板之后,换热管折弯段错位或粘贴膜(铝箔)与背板粘贴的问题。
51.为了实现自动化生产,因此需要配备自动化的控制系统,因此本发明的冰箱换热管定位系统,包括位置信息收集模块、调位模块、调节模块、粘贴模块、压实模块、输送模块和控制模块,
52.位置信息收集模块,信号连接位置传感器,收集背板200在输送带500上的位置信息,并传递至控制模块;
53.调位模块,接收控制模块发送的定位调整信号,控制驱动机构运动,将背板200被限定于输送带500边缘与拨动块401之间;
54.调节模块,接收控制模块发送的调节信号,控制所述调节辊组600相对于背板200转动,将所述换热管100的折弯段102限制于调节通道302导直;
55.粘贴模块,接收控制模块发送的粘贴信号,控制张紧辊703将铝箔膜701压于背板200上,控制夹紧机构704夹紧铝箔膜701于背板200上,控制铝箔卷702输送铝箔膜701,控制切断机构705切断铝箔膜701;
56.压实模块,接收控制模块发送的压实信号,控制压实机构800压于铝箔膜701将其粘贴于背板200;
57.输送模块,接收控制模块发送的定位输送信号、调节输送信号、粘贴输送信号、压实输送信号和常规输送信号,并控制输送带500运行速度;
58.所述控制模块,接收位置信息收集模块传递的背板200在输送带500上的位置信息;当背板200位于调位机构400处时,向调位模块发送的定位调整执行信号,同时向输送模块发送定位输送信号;当背板200位于调节辊组600处时,向调节模块发送调节执行信号,向输送模块发送调节输送信号;当背板200位于粘贴机构700处时,向粘贴模块发送的粘贴执行信号,同时向输送模块发送粘贴输送信号;当背板200位于压实机构800处时,向压实模块发送压实执行信号,同时向输送模块发送压实输送信号;否则,向输送模块发送常规输送信号。
59.可见通过自动化的检测、调位、调节(导直)换热管、粘贴换热管到背板、压实铝箔膜于背板上,控制器能够监控整个背板在输送带上的位置,当没有处于上述机构处时,快速调整去传送速度以提供生产效率;当达到调位机构时,通过控制调位机构能够将背板限定在固定的区域内被送入到调节辊组中;而当进入到调节辊组时,需要控制传送带的速度以及调节辊组的转动速度,以使调节辊组转动对换热管进行导直,确保整个背板经过调节辊组完后,整个换热管就导直完成。当进入到粘贴机构时,输送带的速度与粘贴机构内的各个组件的运行速度相匹配,以确保整个背板经过粘贴机构完后,整个换热管就粘贴完成。当进入到压实机构时,压实机构需要与背板的输送速度匹配,以实现二者将换热管、铝箔膜压紧于背板上,实现粘接效果更佳。可见整个换热管的粘接过程均为设备的自动化完成,无需人工操作,从而使得整个操作即为简便,生产效率得到了极大的提升。
60.同时,为了确保整个换热管粘贴到背板上,本发明中的冰箱换热管定位方法,通过以下步骤实现:
61.卡装步骤:将换热管1边部的折弯段102,卡入到板体201边部与挡块202之间的安装槽内;
62.调位步骤:通过驱动机构控制丝杆转动,利用拨动块将背板限制在输送带的边缘与拨动块之间,背板随滚轮传送到调节辊组;
63.调节步骤:将调节辊组机构压于换热管1的一端上,并将该端的每个折弯段102置于到对应的调节通道302内;控制输送带500的运行速度与调节辊组机构的转动速度相匹配,使换热管1在调节通道302内,换热管1的折弯段102从调节通道302的首段处开始,被倾
斜面303引导直至调节通道302的尾段处,确保换热管1的折弯段102相互平行且距离相等;将背板传送至粘贴机构;
64.粘贴步骤:利用张紧辊将铝箔膜的端头压于背板上形成初步粘接,再通过夹紧机构将初步粘接的铝箔膜进行夹紧,当整个背板被铝箔膜粘贴完后,再控制切断机构将铝箔膜切断;
65.压实步骤:控制压实机构压于铝箔膜上,使铝箔膜被压紧并粘贴于背板上,限制换热管发生位移。
66.本发明通过该冰箱换热管定位方法,并通过调位、调节(导直)换热管、粘贴换热管到背板、压实铝箔膜于背板上,从而能够实现换热管被自动化地粘贴到背板上,减少人工操作带来的各种弊端,大大提高生产效率。
67.本发明并不局限于前述的具体实施方式。本发明扩展到任何在本说明书中披露的新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1