一种变速器中间轴焊接结构的制作方法
1.本实用新型属于发动机焊接领域,涉及一种变速器中间轴焊接结构。
背景技术:
2.随着发动机朝低转速高扭矩方向的发展,双中间轴、主副箱结构变速箱的设计扭矩也越来越大。而现有的主副箱双中间轴结构变速器副箱中间轴总成中的副箱传动齿轮和副箱中间轴连接采用的是焊接工艺。现有焊接是二氧化碳和氩气混合气体保护焊,其特点是操作简单、效率较高、设备成本低,但是焊接质量一般,稳定性较差。从市场反馈了解,大扭矩变速器在恶劣工况下焊接轴焊缝开裂的问题时有发生。说明现有的焊接工艺和设计结构已经不能完全满足市场需求。由于设备能力和变速器结构空间限制,无法通过增大焊接处直径、增大焊接深度等办法去解决。
技术实现要素:
3.本实用新型的目的在于克服上述现有技术的缺点,提供一种变速器中间轴焊接结构,提高焊接质量,满足传递大扭矩、提高副箱中间轴焊接可靠性。
4.为达到上述目的,本实用新型采用以下技术方案予以实现:
5.一种变速器中间轴焊接结构,包括中间轴和传动齿轮;
6.传动齿轮嵌套在中间轴上,传动齿轮朝向中间轴中间位置的一端与中间轴连接处设置有圆周焊缝,圆周焊缝截面分上下两部分,上半部分为倒锥形,下半部分其中一个侧边向外弯折,圆周焊缝下半部分两个侧边底部圆弧连接。
7.优选的,圆周焊缝的焊缝截面坡口角度α为55
°
~65
°
;焊接深度s为4~6mm;余高h为0~2mm;下半部分高度h1为2~2.2mm;底部圆弧半径r为2.5~3mm。
8.优选的,传动齿轮朝向中间轴中间位置的一端与中间轴的轴肩抵接,圆周焊缝位于传动齿轮与轴肩的对接处。
9.进一步,传动齿轮与轴肩的对接处设置有环形焊接槽,环形焊接槽截面与圆周焊缝截面形状大小相同,圆周焊缝设置在环形焊接槽中。
10.优选的,传动齿轮与中间轴过盈配合。
11.进一步,传动齿轮与中间轴热装装配。
12.与现有技术相比,本实用新型具有以下有益效果:
13.本实用新型通过将圆周焊缝下半部分两个侧边底部圆弧连接,使整个焊缝处没有尖角,在焊接的过程中气体将会更容易排出,不会造成气孔和裂纹。圆周焊缝下半部分其中一个侧边向外弯折,使圆周焊缝根部宽大,根部的温度与焊接熔池的温差将会非常小,根部出现未完全熔合的概率将会大大地降低。
附图说明
14.图1为现有中间轴的焊接结构示意图;
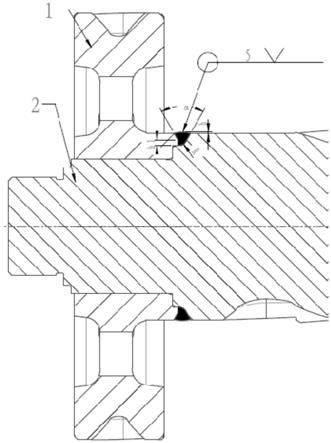
15.图2为本实用新型中间轴的焊接结构示意图。
16.图中:1
‑
传动齿轮;2
‑
中间轴。
具体实施方式
17.下面结合附图对本实用新型做进一步详细描述:
18.参见图2所示,为本实用新型所述的变速器中间轴焊接结构,包括中间轴2和传动齿轮1。
19.传动齿轮1嵌套在中间轴2上,传动齿轮1与中间轴2过盈配合实现定心,传动齿轮1与中间轴2热装装配。传动齿轮1朝向中间轴2中间位置的一端与中间轴2的轴肩抵接,用于轴向定位,圆周焊缝位于传动齿轮1与轴肩的对接处,传动齿轮1与轴肩的对接处设置有环形焊接槽,环形焊接槽截面与圆周焊缝截面形状大小相同,圆周焊缝设置在环形焊接槽中。
20.圆周焊缝截面分上下两部分,上半部分为倒锥形,下半部分其中一个侧边向外弯折,圆周焊缝下半部分两个侧边底部圆弧连接。圆周焊缝的焊缝截面坡口角度α为55
°
~65
°
;焊接深度s为4~6mm;余高h为0~2mm;下半部分高度h1为2~2.2mm;底部圆弧半径r为2.5~3mm。
21.本实施例优选的圆周焊缝的焊缝截面坡口角度α为60
°
;焊接深度s为5mm;余高h为1mm;下半部分高度h1为2.25mm;底部圆弧半径r为3mm。
22.装配时,按照图2所示,传动齿轮1内孔与中间轴2轴径对正经过对齿热装到位,焊接时中间轴2轴向下倾斜,将中间轴2两端的顶尖孔卡在焊接工装上,然后焊枪调整好角度同时伸到环形焊接槽处进行焊接。
23.现有技术方案如图1所示:副箱中间轴总成由中间轴传动齿轮1与中间轴2组成,由于轴向尺寸压缩最短的要求,则加工轴齿1的滚刀会与前端的齿轮发生干涉,无法制成一体进行加工,并且由于传递扭矩大,只能选择两者过盈+焊接的型式进行联结。副箱中间轴传动齿轮1与副箱中间轴2通过孔轴过盈配合实现定心,轴向定位通过轴2的轴肩实现;在轮1与轴2对接处设置一处v型圆周焊缝,具体焊缝参数为:焊缝面坡口角度α=60
°
或90
°
;焊接深度s=5mm;余高h=1~1.8mm。v型焊缝的缺点是焊缝根部容易产生缺陷,如根部未完全熔合、熔池底部产生裂纹和气孔等等。产生缺陷的焊缝处在受力的情况下容易形成应力集中,最终导致焊缝开裂。
24.而本实施例整个焊缝处没有尖角,在焊接的过程中气体将会更容易排出,不会造成气孔和裂纹。根部宽大,根部的温度与焊接熔池的温差将会非常小,根部出现未完全熔合的概率将会大大地降低。
25.以上内容仅为说明本实用新型的技术思想,不能以此限定本实用新型的保护范围,凡是按照本实用新型提出的技术思想,在技术方案基础上所做的任何改动,均落入本实用新型权利要求书的保护范围之内。
技术特征:
1.一种变速器中间轴焊接结构,其特征在于,包括中间轴(2)和传动齿轮(1);传动齿轮(1)嵌套在中间轴(2)上,传动齿轮(1)朝向中间轴(2)中间位置的一端与中间轴连接处设置有圆周焊缝,圆周焊缝截面分上下两部分,上半部分为倒锥形,下半部分其中一个侧边向外弯折,圆周焊缝下半部分两个侧边底部圆弧连接。2.根据权利要求1所述的变速器中间轴焊接结构,其特征在于,圆周焊缝的焊缝截面坡口角度α为55
°
~65
°
;焊接深度s为4~6mm;余高h为0~2mm;下半部分高度h1为2~2.2mm;底部圆弧半径r为2.5~3mm。3.根据权利要求1所述的变速器中间轴焊接结构,其特征在于,传动齿轮(1)朝向中间轴(2)中间位置的一端与中间轴(2)的轴肩抵接,圆周焊缝位于传动齿轮(1)与轴肩的对接处。4.根据权利要求3所述的变速器中间轴焊接结构,其特征在于,传动齿轮(1)与轴肩的对接处设置有环形焊接槽,环形焊接槽截面与圆周焊缝截面形状大小相同,圆周焊缝设置在环形焊接槽中。5.根据权利要求1所述的变速器中间轴焊接结构,其特征在于,传动齿轮(1)与中间轴(2)过盈配合。6.根据权利要求5所述的变速器中间轴焊接结构,其特征在于,传动齿轮(1)与中间轴(2)热装装配。
技术总结
本实用新型公开了一种变速器中间轴焊接结构,包括中间轴和传动齿轮;传动齿轮嵌套在中间轴上,传动齿轮朝向中间轴中间位置的一端与中间轴连接处设置有圆周焊缝,圆周焊缝截面分上下两部分,上半部分为倒锥形,下半部分其中一个侧边向外弯折,圆周焊缝下半部分两个侧边底部圆弧连接。通过将圆周焊缝下半部分两个侧边底部圆弧连接,使整个焊缝处没有尖角,在焊接的过程中气体将会更容易排出,不会造成气孔和裂纹。圆周焊缝下半部分其中一个侧边向外弯折,使圆周焊缝根部宽大,根部的温度与焊接熔池的温差将会非常小,根部出现未完全熔合的概率将会大大地降低。概率将会大大地降低。概率将会大大地降低。
技术研发人员:徐连河 吕文彻 孙鹏 华琦 冯弈茗
受保护的技术使用者:西安法士特汽车传动有限公司
技术研发日:2021.06.24
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1