一种制动环毛坯的制作方法
1.本实用新型涉及制动环加工的技术领域,尤其涉及一种制动环毛坯。
背景技术:
2.在机械加工过程中对薄壁件的加工都是难点,现在的生产加工制动环常规工艺路线通常是:5序粗车一端端面及精车外止口,10序粗车另一端端面及内孔,15序精车一点端面(控制平面度),20序精车另一端端面及内孔。
3.但是精加工完成后发现端面存在0.25的平面度、内孔存在0.3左右的直径差,无法满足客户的需求。
技术实现要素:
4.针对现有的制动环精加工完成后,制动环的端面存在0.25的平面度、内孔存在0.3左右的直径差的上述问题,现旨在提供一种制动环毛坯,制动环毛坯包括了夹持端和加工端,加工端与夹持端一体式连接,加工端的内、外表面加工后形成待切割体,带切割体沿其经线方向的平面被切割为若干制动环,提高产品加工精度的同时,还提高了生产效率。
5.具体技术方案如下:
6.一种制动环毛坯,包括:
7.毛坯主体,所述毛坯主体为一回转体,所述毛坯主体包括:
8.夹持端;
9.加工端,所述加工端与所述夹持端连接,所述加工端的内加工面具有第一斜面,所述加工端的外加工面具有第二斜面,所述第一斜面与所述加工端的端面的夹角为第一夹角,所述第二斜面与所述加工端的端面的夹角为第二夹角,所述加工端包括若干制动环。
10.上述制动环毛坯,其中,所述夹持端与所述加工端一体式连接。
11.上述制动环毛坯,其中,所述加工端的内、外表面车削后形成待切割体。
12.上述制动环毛坯,其中,所述夹持端的内、外表面分别设置有第三夹角、第四夹角。
13.上述制动环毛坯,其中,所述夹持端、所述加工端的主体形状均形圆环状。
14.上述制动环毛坯,其中,所述夹持端的外径大于所述加工端的外径。
15.上述制动环毛坯,其中,所述第一夹角的大小等于所述第二夹角的大小。
16.上述制动环毛坯,其中,所述第三夹角的大小小于所述第四夹角的大小。
17.上述制动环毛坯,其中,所述第一夹角等于所述第二夹角等于89度,所述第三夹角等于68度,所述第四夹角等于87度。
18.上述技术方案与现有技术相比具有的积极效果是:
19.本实用新型的制动环毛坯包括了夹持端和加工端,加工端与夹持端一体式连接,加工端的内、外表面加工后形成待切割体,带切割体沿其经线方向的平面被切割为若干制动环,提高产品加工精度的同时,还提高了生产效率。
附图说明
20.图1为本实用新型一种制动环毛坯的立体图;
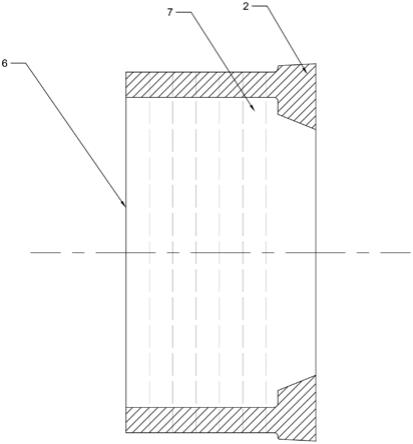
21.图2为本实用新型一种制动环毛坯的剖面图;
22.图3为本实用新型一种制动环毛坯的加工为切割体的示意图。
23.附图中:1、毛坯主体;2、夹持端;3、加工端;6、待切割体;7、制动环。
具体实施方式
24.下面结合附图和具体实施例对本实用新型作进一步说明,但不作为本实用新型的限定。
25.1、图1为本实用新型一种制动环毛坯的立体图,图2为本实用新型一种制动环毛坯的剖面图,图3为本实用新型一种制动环毛坯的加工为切割体的示意图,如图1至图3所示,示出了一种较佳实施例的制动环毛坯,包括:呈回转体状的毛坯主体1,毛坯主体1包括:
26.夹持端2,
27.加工端3,加工端3与夹持端2连接,加工端2的内、外表面分别设置有第一夹角、第二夹角,加工端3的内、外表面加工后形成待切割体6,带切割体6沿其经线方向的平面被切割为若干制动环7。
28.5序粗车夹持毛坯主体1的夹持端2,10序粗车外止口、内止口及端面形成带切割体6,15序精车外止口、内止口、端面并且切断带切割体6,20 序精车端面,通过此改善方法,加工效率提升3倍,产品较好满足客户的需求。
29.进一步,作为一种较佳的实施例,夹持端2与加工端3一体式连接。
30.以上仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围。
31.本实用新型在上述基础上还具有如下实施方式:
32.本实用新型的进一步实施例中,请继续参见图1所示,加工端2的内、外表面车削后形成待切割体6。
33.进一步,作为一种较佳的实施例,夹持端2的内、外表面分别设置有第三夹角、第四夹角。
34.进一步,作为一种较佳的实施例,夹持端2、加工端3的主体形状均形圆环状。
35.进一步,作为一种较佳的实施例,夹持端2的外径大于加工端3的外径。
36.进一步,作为一种较佳的实施例,第一夹角等于第二夹角。
37.进一步,作为一种较佳的实施例,第三夹角小于第四夹角。
38.优选的,第一夹角等于第二夹角等于89度,第三夹角等于68度,第四夹角等于87度。
39.进一步,作为一种较佳的实施例,第一夹角、第二夹角、第三夹角和第四夹角均为加工端的拔模角度。
40.本实用新型制动环毛坯1包括了夹持端2和加工端3,加工端2与夹持端3一体式连接,加工端2的内、外表面加工后形成待切割体6,带切割体6 沿其经线方向的平面被切割为若干制动环7,提高产品加工精度的同时,还提高了生产效率。
41.以上仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护
范围,对于本领域技术人员而言,应当能够意识到凡运用本实用新型说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本实用新型的保护范围内。
技术特征:
1.一种制动环毛坯,其特征在于,包括:毛坯主体,所述毛坯主体为一回转体,所述毛坯主体包括:夹持端;加工端,所述加工端与所述夹持端连接,所述加工端的内加工面具有第一斜面,所述加工端的外加工面具有第二斜面,所述第一斜面与所述加工端的端面的夹角为第一夹角,所述第二斜面与所述加工端的端面的夹角为第二夹角,所述加工端包括若干制动环。2.根据权利要求1所述制动环毛坯,其特征在于,所述夹持端与所述加工端一体式连接。3.根据权利要求1所述制动环毛坯,其特征在于,所述加工端的内、外表面车削后形成待切割体。4.根据权利要求1所述制动环毛坯,其特征在于,所述夹持端的内、外表面分别设置有第三夹角、第四夹角。5.根据权利要求1所述制动环毛坯,其特征在于,所述夹持端、所述加工端的主体形状均形圆环状。6.根据权利要求1所述制动环毛坯,其特征在于,所述夹持端的外径大于所述加工端的外径。7.根据权利要求4所述制动环毛坯,其特征在于,所述第一夹角的大小等于所述第二夹角的大小。8.根据权利要求7所述制动环毛坯,其特征在于,所述第三夹角的大小小于所述第四夹角的大小。9.根据权利要求8所述制动环毛坯,其特征在于,所述第一夹角等于所述第二夹角等于89度,所述第三夹角等于68度,所述第四夹角等于87度。
技术总结
本实用新型公开一种制动环毛坯,其特征在于,包括:呈回转体状的毛坯主体,所述毛坯主体包括:夹持端和加工端,所述加工端与所述夹持端连接,所述加工端的内、外表面加工后形成待切割体,所述带切割体沿其经线方向的平面被切割为若干制动环。本实用新型的制动环毛坯包括了夹持端和加工端,加工端与夹持端一体式连接,加工端的内、外表面加工后形成待切割体,带切割体沿其经线方向的平面被切割为若干制动环,提高产品加工精度的同时,还提高了生产效率。率。率。
技术研发人员:卢听听 吴红亮 党晓婷
受保护的技术使用者:慈溪汇丽机电股份有限公司
技术研发日:2021.06.29
技术公布日:2022/5/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1