一种定位连接装置的制作方法
1.本实用新型涉及紧固件领域,具体的说,涉及一种定位连接装置。
背景技术:
2.工程上两个零件的固定多是通过螺栓来连接的,如果要保证两个零件之间相对位置的精度,需要增加销钉。传统的设计方式螺栓数量不少于两个,销钉也要两个配合使用。有些零件固定时需要很高的精度要求,但是零件自身空间又很小,不足以同时布置螺栓、销钉时,设计的难度大大增加。
3.目前高精度模型的零件无法同时布置螺栓和销钉的情况下,有两种方式替代:
4.1、只布置螺栓,测量精度不满足要求的情况下反复微调位置,直到测量合格后重新螺栓锁死。
5.2、只布置销钉,定位后靠胶水固定或只使用销钉固定。
6.但是,采用以上两种方式仍然存在一些问题,如果只使用螺栓固定,当精度不满足要求需要调整时,过程经常反复,第二次安装还需要重新调整。如果只使用销钉固定,零件强度不够,容易掉落出现危险,使用胶水固定后拆卸不便。
技术实现要素:
7.为了解决上述技术问题,本实用新型提供了一种定位连接装置,让空间不足于同时布置螺栓和销钉的高精度模型零件调整匹配变得简单易行。
8.本实用新型解决技术问题采用如下技术方案:
9.一种定位连接装置,包括定位螺栓、偏心销套和螺纹套;所述螺纹套设置有螺纹孔;所述定位螺栓包括螺栓头和螺杆,所述螺杆包括非螺纹部和与螺纹孔相适配的螺纹部,所述非螺纹部靠近螺栓头,穿过偏心销套,所述螺纹部远离螺栓头,与螺纹孔螺纹连接。
10.进一步的,所述偏心销套包括定位套和设置在定位套内的调节套,所述调节套的内圆和定位套的外圆不同心,所述非螺纹部过渡配合容纳于调节套内。
11.进一步的,所述螺纹套还包括外螺纹。
12.进一步的,所述螺纹套的一端设置有开口,用于导出废料。
13.进一步的,所述螺纹套为螺母,与螺纹部连接。
14.进一步的,所述螺纹部的大径小于或者等于非螺纹部的直径。
15.进一步的,所述偏心销套调节量的最大值不大于螺纹孔半径的最大上偏差。
16.进一步的,所述螺纹孔半径的最大上偏差为0.5mm。
17.进一步的,所述偏心销套的最大调节量为0.5mm。
18.本实用新型定位连接装置具有的有益效果是:所述装置结合定位销和螺纹,结构简单,操作方便,节省空间,既可使用偏心销套调整位置,确保精度,又可用螺栓锁紧,让空间不足于同时布置螺栓和销钉的高精度模型零件调整匹配变得简单易行。
附图说明
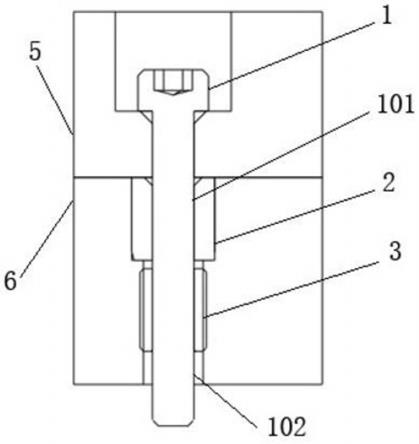
19.图1为本实用新型定位连接装置的第一实施例结构示意图。
20.图2为本实用新型定位连接装置的偏心销套结构示意图。
21.图3为本实用新型定位连接装置的螺纹套结构示意图。
22.图4为本实用新型定位连接装置的第二实施例结构示意图。
23.图中:(1)定位螺栓;(101)非螺纹部;(102)螺纹部;(2)偏心销套;(201)定位套;(202)调节套;(3)螺纹套;(301)开口;(4)六角螺母;(5)第一零件;(6)第二零件。
具体实施方式
24.为使本实用新型的目的、技术方案及优点更加清楚明白,以下参照附图并举实施例,对本实用新型进一步详细说明。
25.本实用新型提供了一种定位连接装置,用于连接第一零件5和第二零件6,并使第一零件5相对于第二零件6定位,如图1和4所示,所述定位连接装置包括定位螺栓1、偏心销套2和螺纹套3;所述螺纹套3设置有螺纹孔;所述定位螺栓1包括螺栓头和螺杆,所述螺杆包括非螺纹部101和与螺纹孔相适配的螺纹部102,所述非螺纹部101靠近螺栓头,穿过偏心销套2,所述螺纹部102远离螺栓头,与螺纹孔螺纹连接。如图2所示,所述偏心销套2包括定位套201和设置在定位套201内的调节套202,所述调节套202的内圆和定位套201的外圆不同心。
26.第一实施例
27.如图1所示,第一零件5设置有定位孔,第二零件6设置有销孔和底孔,使用该装置装配第一零件5和第二零件6时,先将螺纹套3拧入第二零件6的底孔中,所述螺纹套3还设置有外螺纹,所述第二零件6为塑料等较软的材料时,可以直接将螺纹套3拧入底孔中。如图3所示,可以在所述螺纹套3的一端设置开口301,以起到导削作用,将拧入螺纹套3时产生的废料由开口301处导出。第二零件6为金属等较硬的材料时,可以在底孔上设置与螺纹套3的外螺纹相适配的内螺纹,便于螺纹套3拧入并固定在底孔中。再将偏心销套2安装到销孔中,优选的,使偏心销套2过盈配合设置于销孔中。然后对齐第一零件5的定位孔和第二零件6的销孔,将定位螺栓1插入定位孔,使非螺纹部101容纳于定位孔和调节套202内,优选的,使非螺纹部101过渡配合容纳于定位孔和调节套202内;将螺纹部102旋进螺纹孔中,与螺纹套3螺纹连接,紧固第一零件5和第二零件6。所述螺纹部102的大径小于或者等于非螺纹部101的直径,使螺纹部102可以顺利穿过定位孔和调节套202,旋进螺纹孔中。当第一零件5和第二零件6装配后如果安装位置发生偏差,测量不满足精度要求,可以拆下定位螺栓1,更换可以抵消偏差量的偏心销套2,通过调节偏心销套2的偏心量来调整精度。
28.螺纹孔和螺纹部102在所述螺纹孔半径的最大上偏差范围内都可以咬合紧固,优选的,螺纹孔半径的最大上偏差为0.5mm,第一零件5和第二零件6的装配精度小于0.5mm时,可以使用偏心销套2调节第一零件5相对于第二零件6的位置,因此,偏心销套2的调节量的最大值不大于螺纹孔半径的最大上偏差。例如,螺纹孔半径的最大上偏差为0.5mm,第一零件5相对于第二零件6的装配精度为0.3mm时,则所述偏心销套2的最大调节量为0.5mm,可以使用偏心销套2调节第一零件5相对于第二零件6的位置。
29.第二实施例
30.与第一实施例不同的是,如图4所示,所述螺纹套3为螺母,与螺纹部102连接,优选的,所述螺纹套3为六角螺母4。所述底孔直径小于六角螺母4外接圆的直径,所述定位螺栓1穿过底孔,六角螺母4安装于底孔外部,与定位螺栓1的螺纹部102连接。所述定位螺栓1可以在底孔径向方向上偏移,所述定位螺栓1在底孔半径方向的最大可偏移量至少为偏心销套2的最大调节量。本实施方式中,对第一零件5和第二零件6的装配精度不需作限定。例如,第一零件5相对于第二零件6的装配精度为0.6mm,则所述偏心销套2的最大调节量至少为0.6mm,定位螺栓1在底孔半径方向的最大可偏移量至少为0.6mm,当使用偏心销套2调节第一零件5相对于第二零件6的位置时,定位螺栓1在底孔中随着调节套202的调整偏移,此时,底孔外部仍然有空间安装六角螺母4。使用该装置装配第一零件5和第二零件6时,先对齐第一零件5的定位孔和第二零件6的销孔,将定位螺栓1插入定位孔,使非螺纹部101容纳于定位孔和调节套202内,螺纹部102延伸到底孔外,拧紧六角螺母4,即可紧固第一零件5和第二零件6。
31.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1