一种高温高压管道疏水装置的制作方法
1.本实用新型涉及管道疏水技术领域,具体是指一种高温高压管道疏水装置。
背景技术:
2.现有的再热热段管道存在疏水袋疏水孔以下的内壁金属产生热疲劳裂纹的问题,刚发现此问题的时候进行初步分析认为是焊缝质量原因,仅对开裂部位进行挖补处理;再次进行检修时发现疏水袋母材区域出现裂纹,未出现在焊缝热影响区;针对此异常现象怀疑疏水袋内壁可能存在内表面裂纹,为此将球形封头进行割开对疏水袋内壁进行检查,磁粉探伤发现疏水管孔正下方的疏水袋内壁及球形封头内壁均存在大量的环状裂纹;经过认真分析得出造成疏水袋频繁泄漏的主要原因是疏水袋底部结构设计的不合理,随着运行时间和启停次数的增加,疏水袋内壁金属承受的温差应力的反复变化,最终导致凝结水面周围的内壁金属产生热疲劳,以及凝结水回流进一步造成该区域热疲劳,两者叠加造成疏水袋疏水管座正下方内壁开裂失效。
3.所以,一种能有效解决内壁开裂现象的高温高压管道疏水装置成为人们亟待解决的问题。
技术实现要素:
4.本实用新型要解决的技术问题是现有的再热热段管道存在疏水袋疏水孔以下的内壁金属产生热疲劳裂纹。
5.为解决上述技术问题,本实用新型提供的技术方案为:一种高温高压管道疏水装置,包括半球封头、疏水袋筒体、疏水孔、疏水管座、疏水弯头、疏水管道,其特征在于:所述半球封头与疏水袋筒体底部焊接,所述疏水孔设置于半球封头底部中心处,所述疏水管座设置于半球封头底部且与半球封头焊接,所述疏水管座与疏水孔相通,所述疏水弯头一端与疏水管座焊接,另一端与疏水管道焊接。
6.进一步的,所述疏水袋筒体上设有疏水温度测点管座和疏水液位测量管座,所述疏水温度测点管座高于疏水液位测量管座。
7.进一步的,所述半球封头与疏水袋筒体底部设有第一对接焊缝。
8.进一步的,所述半球封头底部与疏水管座之间设有第二对接焊缝。
9.进一步的,所述疏水管座与疏水弯头之间设有第三对接焊缝。
10.进一步的,所述疏水弯头水平管段的中心线与原疏水管底座的中心线处于同一水平线上,所述疏水弯头为90度疏水弯头。
11.本实用新型与现有技术相比的优点在于:本实用新型在现有技术的基础上,将半球封头的高度高于原疏水孔的高度,将疏水孔设置于半球封头底部,替代了现有技术将疏水孔设置于疏水袋一侧,将疏水孔设置于半球封头底部可以将凝结水排尽而不会留存下来;即使疏水阀门关闭后,疏水管道内形成积累的凝结水,最多只能返流至疏水弯头的垂直段而不再上升,因为管道内充满凝结水,再热蒸汽也不会进入疏水管道内,就不会产生凝结
水,仅仅会在疏水弯头垂直段形成凝结水面;由于疏水弯头壁厚较薄,再进行有效的保温,凝结水面周围的管内壁温差应力完全可以忽略;本实用新型设计合理,值得大力推广。
附图说明
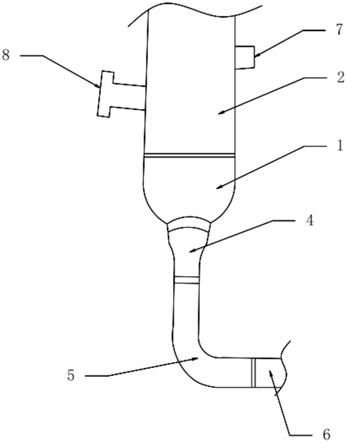
12.图1是本实用新型一种高温高压管道疏水装置的结构示意图。
13.图2是本实用新型一种高温高压管道疏水装置的剖面图。
14.如图所示:1、半球封头,2、疏水袋筒体,3、疏水孔,4、疏水管座,5、疏水弯头,6、疏水管道, 7、疏水温度测点管座,8、疏水液位测量管座,9、第一对接焊缝,10、第二对接焊缝,11、第三对接焊缝。
具体实施方式
15.下面详细描述本实用新型的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“内”、“外”、“竖向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制
16.下面结合附图对本实用新型一种高温高压管道疏水装置做进一步的详细说明。
17.结合附图1-2,对本实用新型进行详细介绍。
18.一种高温高压管道疏水装置,包括半球封头1、疏水袋筒体2、疏水孔3、疏水管座4、疏水弯头5、疏水管道6,所述半球封头1与疏水袋筒体2底部焊接,所述疏水孔3设置于半球封头1底部中心处,所述疏水管座4设置于半球封头1底部且与半球封头1焊接,所述疏水管座4与疏水孔3相通,所述疏水弯头5一端与疏水管座4焊接,另一端与疏水管道6焊接。
19.所述疏水袋筒体2上设有疏水温度测点管座7和疏水液位测量管座8,所述疏水温度测点管座7高于疏水液位测量管座8。
20.所述半球封头1与疏水袋筒体2底部设有第一对接焊缝9。
21.所述半球封头1底部与疏水管座4之间设有第二对接焊缝10。
22.所述疏水管座4与疏水弯头5之间设有第三对接焊缝11。
23.所述疏水弯头5水平管段的中心线与原疏水管底座的中心线处于同一水平线上,所述疏水弯头5为90 度疏水弯头。
24.本实用新型一种高温高压管道疏水装置的具体实施过程如下:首先在半球封头1底部设置疏水孔3,将半球封头1与疏水袋筒体2之间的第一对接焊缝9进行焊接;将半球封头1底部与疏水管座4之间的第二对接焊缝10进行焊接,将疏水管座4与疏水弯头5之间的第三对接焊缝11进行焊接,然后将疏水管道6与疏水弯头5的另一端进行焊接;根据机组负荷或疏水温度进行控制疏水阀门的开启,达到定期疏水的要求。
25.本实用新型在现有技术的基础上,将半球封头1的高度高于原疏水孔的高度,将疏水孔3设置于半球封头1底部,替代了现有技术将疏水孔3设置于疏水袋一侧,将疏水孔3设置于半球封头1底部可以将凝结水排尽而不会留存下来;即使疏水阀门关闭后,疏水管道内形成积累的凝结水,最多只能返流至疏水弯头5的垂直段而不再上升,因为管道内充满凝结
水,再热蒸汽也不会进入疏水管道6内,就不会产生凝结水,仅仅会在疏水弯头5垂直段形成凝结水面;由于疏水弯头5壁厚较薄,再进行有效的保温,凝结水面周围的管内壁温差应力完全可以忽略;本实用新型设计合理,值得大力推广。
26.以上对本实用新型及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
技术特征:
1.一种高温高压管道疏水装置,包括半球封头(1)、疏水袋筒体(2)、疏水孔(3)、疏水管座(4)、疏水弯头(5)、疏水管道(6),其特征在于:所述半球封头(1)与疏水袋筒体(2)底部焊接,所述疏水孔(3)设置于半球封头(1)底部中心处,所述疏水管座(4)设置于半球封头(1)底部且与半球封头(1)焊接,所述疏水管座(4)与疏水孔(3)相通,所述疏水弯头(5)一端与疏水管座(4)焊接,另一端与疏水管道(6)焊接。2.根据权利要求1所述的一种高温高压管道疏水装置,其特征在于:所述疏水袋筒体(2)上设有疏水温度测点管座(7)和疏水液位测量管座(8),所述疏水温度测点管座(7)高于疏水液位测量管座(8)。3.根据权利要求2所述的一种高温高压管道疏水装置,其特征在于:所述半球封头(1)与疏水袋筒体(2)底部设有第一对接焊缝(9)。4.根据权利要求3所述的一种高温高压管道疏水装置,其特征在于:所述半球封头(1)底部与疏水管座(4)之间设有第二对接焊缝(10)。5.根据权利要求4所述的一种高温高压管道疏水装置,其特征在于:所述疏水管座(4)与疏水弯头(5)之间设有第三对接焊缝(11)。6.根据权利要求5所述的一种高温高压管道疏水装置,其特征在于:所述疏水弯头(5)水平管段的中心线与原疏水管底座的中心线处于同一水平线上,所述疏水弯头(5)为90度疏水弯头。
技术总结
本实用新型公开了一种高温高压管道疏水装置,包括半球封头、疏水袋筒体、疏水孔、疏水管座、疏水弯头、疏水管道,所述半球封头与疏水袋筒体底部焊接,所述疏水孔设置于半球封头底部中心处,所述疏水管座设置于半球封头底部且与半球封头焊接,所述疏水管座与疏水孔相通,所述疏水弯头一端与疏水管座焊接,另一端与疏水管道焊接;本实用新型在现有技术的基础上,将半球封头的高度高于原疏水孔的高度,将疏水孔设置于半球封头底部,替代了现有技术将疏水孔设置于疏水袋一侧,将疏水孔设置于半球封头底部可以将凝结水排尽而不会留存下来。底部可以将凝结水排尽而不会留存下来。底部可以将凝结水排尽而不会留存下来。
技术研发人员:王金海 张辉
受保护的技术使用者:华能国际电力股份有限公司德州电厂
技术研发日:2021.08.18
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1