全焊接球阀的制作方法
1.本发明涉及阀门的技术领域,尤其是涉及一种全焊接球阀。
背景技术:
2.球阀(ball valve)问世于20世纪50年代,随着科学技术的飞速发展,生产工艺及产品结构的不断改进,在短短的40年时间里,已迅速发展成为一种主要的阀类。在西方工业发达的国家,球阀的使用正在逐年不断的上升。
3.相关技术中,全焊接球阀由于阀座是由碳化特氟隆密封环及碟形弹簧构成的,所以对压力和温 度的变化适应能力强,在标注压力和温度范围内不会产生任何泄滑,有着结构紧凑、装配方 便等优点,现已被广泛应用于各种流体管道、废气择放管道、煤气和热力供应管道。
4.针对上述中的相关技术,发明人认为全焊接球阀的阀座和球体的密封通常是以硬密封的形式密封,但由于密封简易,仍然会产生泄漏。
技术实现要素:
5.为了提高阀座与球体之间的密封性,本技术提供一种全焊接球阀。
6.本技术提供的全焊接球阀采用如下的技术方案:
7.全焊接球阀,包括阀体、阀座、阀杆以及球体,所述阀体呈水平设置,所述球体安装在所述阀体内,所述阀杆穿入所述阀体内部并与所述球体固定连接,所述阀体的两端分别安装有连接管,所述阀座安装在所述连接管与所述球体之间,所述阀座朝向所述球体的一侧设置有密封组件,所述密封组件用于对所述球体与所述阀座之间的间隙进行密封,所述密封组件包括碟簧、阻燃垫以及环形密封块,所述碟簧安装在所述阀座朝向所述球体一侧,所述阻燃垫安装在所述碟簧朝向所述球体一侧,所述环形密封块安装在所述阻燃垫朝向所述球体一侧,且所述环形密封块朝向所述球体一侧与所述球体的侧面相抵接。
8.通过采用上述技术方案,通过碟簧与环形密封块的配合设置,使得环形密封块与球体的侧面进行抵紧,从而有利于提高球体与阀座之间的密封性。
9.可选的,所述环形密封块朝向所述球体一侧设置有凸块,所述球体的侧面对应开设有环形凹槽,所述凸块与所述环形凹槽滑移配合。
10.通过采用上述技术方案,凸块与凹槽的配合设置,能够增大凸块与球体之间的接触面积,从而有利于进一步提高球体与阀座之间的密封性。
11.可选的,所述凸块与所述环形密封块之间设置有弹簧,所述弹簧的一端与所述环形密封块固定连接,所述弹簧的另一端与所述凸块固定连接。
12.通过采用上述技术方案,弹簧的设置,能够使得凸块与球体的侧壁进行抵紧,当球体与阀体之间的温度升高时,能够通过弹簧对凸块的弹力对高温流体进行排放,减少流体膨胀对球阀造成的损害。
13.可选的,所述凸块朝向所述环形密封块一侧设置有导向部,所述环形密封块朝向
凸块一侧开设有导向槽,所述导向部与所述导向槽滑移配合,所述导向部的滑移方向与所述凸块的移动方向相同。
14.通过采用上述技术方案,导向部与导向槽的设置,能够提高凸块移动的稳定性。
15.可选的,所述凸块朝向所述球体一侧的侧面呈弧形。
16.通过采用上述技术方案,凸块朝向球体的一侧呈弧形设置,能够提高凸块与球体之间滑动的顺畅性。
17.可选的,所述凸块朝向所述球体一侧的侧面呈直角形。
18.通过采用上述技术方案,凸块朝向球体的一侧呈直角形设置,能够提高凸块与球体之间抵接的稳定性。
19.可选的,所述环形密封块的外侧套设有密封圈。
20.通过采用上述技术方案,密封圈的设置,能够提高环形密封块与阀体之间抵接的密封性。
21.可选的,所述球体表面喷焊有镍基合金涂层。
22.通过采用上述技术方案,镍基合金涂层的设置,有利于提高球体表面的硬度以及耐磨性能,从而有利于提高球体的使用寿命。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.通过碟簧与环形密封块的配合设置,使得环形密封块与球体的侧面进行抵紧,从而有利于提高球体与阀座之间的密封性;
25.凸块与凹槽的配合设置,能够增大凸块与球体之间的接触面积,从而有利于进一步提高球体与阀座之间的密封性;
26.弹簧的设置,能够使得凸块与球体的侧壁进行抵紧,当球体与阀体之间的温度升高时,能够通过弹簧对凸块的弹力对高温流体进行排放,减少流体膨胀对球阀造成的损害。
附图说明
27.图1是本技术实施例一的全焊接球阀局部结构剖视图。
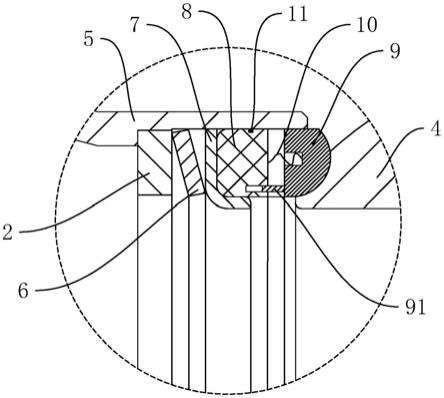
28.图2是图1中a部的放大图。
29.图3是本技术实施例二的a部放大图。
30.附图标记说明:
31.1、阀体;2、阀座;3、阀杆;4、球体;5、连接管;6、碟簧;7、阻燃垫;8、环形密封块;9、凸块;91、导向部;10、弹簧;11、密封圈。
具体实施方式
32.以下结合附图1-3对本技术作进一步详细说明。
33.实施例一:
34.本实施例公开一种全焊接球阀。参照图1和图2,全焊接球阀包括阀体1、阀座2、阀杆3以及球体4,阀体1呈水平设置,球体4安装在阀体1内,阀杆3穿入阀体1内部并与球体4固定连接,阀体1的两端分别安装有连接管5,阀座2安装在连接管5与球体4之间,阀座2朝向球体4的一侧设置有密封组件,密封组件用于对球体4与阀座2之间的间隙进行密封。
35.参照图1和图2,密封组件包括碟簧6、阻燃垫7以及环形密封块8。具体的,阻燃垫7
由聚氨酯材料制成。碟簧6安装在阀座2朝向球体4一侧,阻燃垫7安装在碟簧6朝向球体4一侧,环形密封块8安装在阻燃垫7朝向球体4一侧。
36.参照图1和图2,环形密封块8朝向球体4一侧设置有凸块9,凸块9与环形密封块8之间设置有弹簧10,且凸块9朝向环形密封块8一侧设置有凹槽,弹簧10安装在凹槽内,弹簧10的一端与凹槽的槽底固定连接,弹簧10的另一端与环形密封块8的侧壁相抵接。弹簧10的弹力方向与凸块9的移动方向相同。在弹簧10的自然状态下,凸块9与球体4的侧壁相抵紧。
37.弹簧10的设置,能够使得凸块9与球体4的侧壁进行抵紧,当球体4与阀体1之间的温度升高时,能够通过弹簧10对凸块9的弹力对高温流体进行排放,减少流体膨胀对球阀造成的损害。
38.参照图1和图2,为了提高凸块9移动的稳定性,凸块9朝向环形密封块8一侧固定有导向部91,环形密封块8朝向凸块9一侧开设有导向槽,导向槽的长度方向与凸块9的移动方向相同。
39.参照图1和图2,凸块9朝向球体4一侧的侧面呈弧形设置,环形凹槽对应设置为与凸块9相适配的形状。这样设置,能够使得凸块9与球体4之间的接触面较为圆滑,从而有利于提高凸块9与球体4之间滑移的顺畅性。
40.参照图1和图2,为了提高环形密封块8与阀体1之间的密封性,环形密封块8的外侧套设有密封圈11,环形密封块8的外侧壁对应设置有与密封圈11相配合的卡槽,密封圈11与卡槽卡接,且密封圈11与阀体1抵接。
41.参照图1和图2,球体4表面喷焊有镍基合金涂层,这样设置有利于提高球体4表面的硬度以及耐磨性能,从而有利于提高球体4的使用寿命。
42.本技术实施例全焊接球阀的实施原理为:通过碟簧6与阀座2的配合,以及凸块9、弹簧10与环形密封块8之间的配合,使得凸块9与球体4的侧壁进行抵紧,从而有利于提高球体4与阀座2之间的密封性。
43.实施例二:
44.实施例二与实施例一的不同之处在于:参照图3,凸块9朝向所述球体4一侧的侧面呈直角形,这样设置,能够提高凸块9与球体4之间的摩擦力,从而能够提高凸块9与球体4之间抵接的稳定性。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1