衬套的制作方法
1.本实用新型涉及一种衬套,尤其涉及一种可调节孔位的衬套。
背景技术:
2.在注塑领域中,通常需要在注塑件等结构件中预设装配孔,以用于通过螺钉等紧固构件将各注塑件紧固固定。然而,一般而言,注塑件等结构件的材料强度较低。若直接将螺钉等紧固构件拧入注塑件等结构件,则可能会损伤该结构件的表面等部位。
3.此外,在注塑件的装配孔的注塑成型中,也有可能因制造偏差或者材质不稳定而导致零件变形,从而无法满足装配孔的精度要求。
4.因此,需要一种装配辅助构件来解决上述技术问题。
技术实现要素:
5.本实用新型是鉴于上述技术问题而完成的,其目的在于提供一种衬套,能承担装配时的轴向锁紧力以防止装配构件受到损伤,并能矫正偏差的装配孔以提高装配的可行性和合格率。
6.为了解决上述技术问题,本实用新型提供一种衬套,所述衬套安装于装配构件的装配孔,并供紧固构件穿过而使所述紧固构件隔着所述衬套将所述装配构件紧固,其中,所述衬套包括:主体部,所述主体部安装于所述装配构件;中空部,所述中空部设置于主体部,并供所述紧固构件穿过;以及调节部,所述调节部与所述主体部连接,用于调节所述中空部的装配位置,以提高所述紧固构件的装配精度。
7.根据本实用新型,紧固构件隔着衬套将装配构件紧固。由此,能通过衬套来承担装配时来自紧固构件的的轴向锁紧力,以防止装配构件受到损伤。此外,所述衬套包括与主体部连接,用于调节中空部的装配位置,以提高紧固构件的装配精度的调节部。由此,能通过衬套的调节部来矫正偏差的装配孔,以提高装配的可行性和合格率。
8.优选的是,所述主体部具有:外圈,所述外圈与所述装配构件的装配孔嵌合,并具有空心部;以及内圈,所述内圈设置于所述外圈的空心部,且所述中空部设置于所述内圈,在所述外圈与内圈之间夹设有作为所述调节部的弹性件。
9.根据上述结构,衬套在外圈与内圈之间夹设有作为调节部的弹性件。由此,能通过弹性件的弹力来调节偏差的装配孔的精度,能提高装配的可靠性。
10.优选的是,所述弹性件包括:中心部,所述中心部呈中空状,并安装于所述内圈;以及弹性部,所述弹性部设置于所述中心部,并与所述外圈抵接。
11.根据上述结构,弹性件包括设置于中心部并与外圈抵接的弹性部。由此,通过将弹性部的一端固定而将另一端释放(抵接),能提高弹性部的可装配性。
12.优选的是,所述弹性部由从所述中心部呈放射状延伸的多个爪部构成。
13.根据上述结构,弹性部由呈放射状延伸的多个爪部构成。由此,能通过简单的棘爪结构实现弹性部的弹力矫正,有助于衬套结构整体的轻量化。
14.优选的是,所述弹性件由金属制成。
15.根据上述结构,弹性件由金属制成。由此,能提高弹性件的变形幅度和强度。
16.优选的是,所述衬套还包括圆筒部,所述圆筒部与所述中空部同心状地设置于所述主体部,用于插入所述装配构件的所述装配孔,并供所述紧固构件插入,所述主体部设置有作为所述调节部的凸部,所述装配构件设置有凹部;和/或所述主体部设置有作为所述调节部的凹部,所述装配构件设置有凸部,所述凸部与所述凹部配合,以调节所述中空部的装配位置。
17.根据上述结构,主体部设置有作为调节部的凸部和/或凹部,装配构件设置有与之配合的凹部和/或凸部。由此,能通过简单的凹凸部位来实现衬套的偏差矫正功能,有助于提高衬套的装配可靠性、降低衬套的制造成本。
18.优选的是,所述装配孔包括同心状地形成的第一装配孔和第二装配孔,所述主体部插入所述第一装配孔,所述圆筒部插入所述第二装配孔,所述第一装配孔的孔径大于所述第二装配孔的孔径,从而在所述第一装配孔与所述第二装配孔之间形成有台阶面,所述凸部和/或所述凹部形成于所述台阶面。
19.根据上述结构,主体部和圆筒部分别插入形成为台阶状的第一装配孔和第二装配孔,且用于与设置于主体部的凸部和/或凹部配合的装配构件的凹部和/或凸部形成于第一装配孔与第二装配孔之间的台阶面。由此,分别通过第一装配孔和第二装配孔对主体部和圆筒部进行定位,并进一步通过形成于第一装配孔与第二装配孔之间的台阶面的装配构件的凹部和/或凸部对衬套的中空部的位置进行定位(调节),能进一步提高衬套的装配可靠性。
20.优选的是,在所述台阶面上形成有多个凹部,多个所述凹部俯视观察时呈同心的圆环状,沿所述中空部的轴向剖切观察时呈圆弧形或多边形。
21.根据上述结构,在台阶面上形成有俯视观察时呈同心的圆环状而剖切观察时呈圆弧形或多边形的多个凹部。由此,通过设置多个凹部,能扩大衬套的偏差矫正(调节)范围;通过将凹部设置成圆弧形或多边形,能提高其与对应的凸部的配合可靠性。
22.优选的是,所述衬套还包括:圆筒部,所述圆筒部与所述中空部同心状地设置于所述主体部,并供所述紧固构件插入;以及基座部,所述基座部安装于所述装配构件的所述装配孔,并供所述圆筒部插入,所述主体部设置有凸部,所述基座部设置有凹部;和/或所述主体部设置有凹部,所述基座部设置有凸部,所述凸部和所述凹部作为调节部相互配合,以调节所述中空部的装配位置。
23.根据上述结构,主体部设置有凸部和/或凹部,基座部设置有与之配合的凹部和/或凸部。由此,能通过简单的凹凸部位来实现衬套的偏差矫正功能,有助于提高衬套的装配可靠性、降低衬套的制造成本。
24.优选的是,所述衬套由金属制成。
25.根据上述结构,衬套整体由金属制成。由此,能提高衬套的整体强度。
26.(实用新型效果)
27.根据本实用新型的衬套安装于装配构件的装配孔,并供紧固构件穿过而使所述紧固构件隔着所述衬套将所述装配构件紧固,其中,所述衬套包括:主体部,所述主体部安装于所述装配构件;中空部,所述中空部设置于主体部,并供所述紧固构件穿过;以及调节部,
所述调节部与所述主体部连接,用于调节所述中空部的装配位置,以提高所述紧固构件的装配精度和合格率。由此,能通过衬套来承担装配时来自紧固构件的的轴向锁紧力,以防止装配构件受到损伤。此外,所述衬套包括与主体部连接,用于调节中空部的装配位置,以提高紧固构件的装配精度的调节部。由此,能通过衬套的调节部来矫正偏差的装配孔,以提高装配的可行性和合格率。
28.本文所描述的衬套的额外特征和优点将在下文的详细描述中陈述,并且通过下文对于本领域技术人员显然或者从通过实践本文所描述的实施方式而被本领域技术人员认识到,这些描述包括下文的详细描述、权利要求书、以及附图。
29.应了解前文的一般描述和下文的详细描述说明了各种实施方式并且意图提供理解要求保护的主题的性质和特征的概述或框架。包括附图以提供对各种实施方式的进一步理解并且附图合并于本说明书中并且构成本说明书的部分。附图示出了本文所描述的各种实施方式,并且与描述一起用来解释要求保护的主题的原理和操作。
附图说明
30.参考以上目的,本实用新型的技术特征在权利要求书中清楚地描述,并且其优点从以下参照附图的详细描述中显而易见,附图以示例方式示出了本实用新型的优选实施方式,而不限制本实用新型构思的范围。
31.图1是示意性地表示本实用新型实施方式1的安装于装配构件的衬套的立体图。
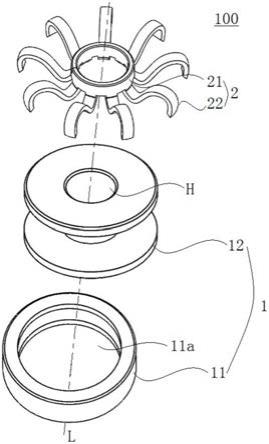
32.图2是示意性地表示本实用新型实施方式1的衬套的分解立体图。
33.图3是示意性地表示本实用新型实施方式1的衬套的组装状态的立体图。
34.图4是示意性地表示本实用新型实施方式1的衬套的组装状态的剖视图。
35.图5是示意性地表示本实用新型实施方式1与现有技术的衬套的扭转阻力和偏移距离的关系图。
36.图6是示意性地表示本实用新型实施方式2的衬套与装配构件的装配关系的分解立体图。
37.图7是示意性地表示本实用新型实施方式2的衬套的立体图。
38.图8是示意性地表示本实用新型实施方式2的衬套与装配构件的装配关系的剖视图。
39.图9是示意性地表示本实用新型实施方式2的变形例的衬套的凸部与装配构件的凹部的配合关系的剖视图。
40.图10是示意性地表示本实用新型实施方式2的另一变形例的衬套与装配构件的装配关系的分解立体图。
41.(符号说明)
42.1、1a 主体部
43.11 外圈
44.11a 空心部
45.12 内圈
46.1a1 凸部
47.2 弹性件
48.21 中心部
49.22 弹性部
50.3a 圆筒部
51.4a 基座部
52.100、100a 衬套
53.200 装配构件
54.201 装配孔
55.201a 第一装配孔
56.201b 第二装配孔
57.201c 台阶面
58.201d、4a1 凹部
59.h、ha 中空部
60.l 中心轴线
具体实施方式
61.现在将详细地参考本实用新型的各个实施方式,这些实施方式的实例被显示在附图中并描述如下。尽管本实用新型将与示例性实施方式相结合进行描述,但是应当意识到,本说明书并非旨在将本实用新型限制为那些示例性实施方式。相反,本实用新型旨在不但覆盖这些示例性实施方式,而且覆盖可以被包括在由所附权利要求书所限定的本实用新型的精神和范围之内的各种选择形式、修改形式、等效形式及其它实施方式。为了便于在所附权利要求书中解释和精确定义,术语“上”、“下”、“内”和“外”用于参考在图中所示的示例性实施方式的特征的位置来对这些特征进行描述。
62.本实用新型提供一种衬套100(100a),衬套安装于装配构件200的装配孔201,并供诸如螺钉之类的紧固构件300穿过而使紧固构件300隔着衬套将装配构件200紧固,其中,衬套包括:主体部,主体部例如通过嵌件成型或直接装配的方式安装于装配构件200;中空部,中空部设置于主体部,并供紧固构件300穿过;以及调节部,调节部与主体部连接,用于调节中空部的装配位置,以提高紧固构件300的装配精度。
63.根据本实用新型,紧固构件300隔着衬套将装配构件200紧固。由此,能通过衬套来承担装配时来自紧固构件300的的轴向锁紧力,以防止装配构件300受到损伤。此外,衬套包括与主体部连接,用于调节中空部的装配位置,以提高紧固构件300的装配精度的调节部。由此,能通过衬套的调节部来矫正偏差的装配孔201,以提高装配的可行性和合格率。
64.以下参照图1至图10,对本实用新型的各实施方式进行具体说明。在以下详细描述中,以衬套100、100a为诸如不锈钢之类的金属制的构件、装配构件300为树脂制的注塑件、紧固构件300为螺钉的情况进行说明。但本实用新型并不局限于此,例如,衬套也可以为诸如树脂、塑料之类的材料制成的构件、装配构件也可以为诸如金属之类的其他材料制成的冲压成型件或切削件、紧固构件也可以为诸如铆钉之类的其他紧固构件。但是,特别是在衬套100、100a由金属制成的情况下,能提高衬套100、100a整体的强度。
65.此外,在本实用新型中,尽管如图1所示,对通过紧固构件300和衬套将两个装配构件200相互紧固的情况进行说明。但本实用新型并不局限于此,例如,也可以通过紧固构件
300和衬套将一个装配构件200固定于机箱等其他固定对象,或是将三个以上的装配构件300相互紧固。
66.另外,在各图中,对于相同或相当的构件标注相同的附图标记,并省略其重复说明。
67.[实施方式1]
[0068]
以下参照图1至图5,对本实施方式1的衬套100的具体结构进行说明。其中,图1是示意性地表示本实用新型实施方式1的安装于装配构件200的衬套100的立体图,图2是示意性地表示本实用新型实施方式1的衬套100的分解立体图,图3是示意性地表示本实用新型实施方式1的衬套100的组装状态的立体图,图4是示意性地表示本实用新型实施方式1的衬套100的组装状态的剖视图,图5是示意性地表示本实用新型实施方式1与现有技术的衬套的扭转阻力和偏移距离的关系图。
[0069]
如图2至图3所示,本实施方式的衬套100具体实施为:主体部1具有:外圈11,外圈11与装配构件200的装配孔201嵌合,并具有空心部11a;以及内圈12,内圈12设置于外圈11的空心部11a,且中空部h设置于内圈12,在外圈11与内圈12之间夹设有作为调节部的弹性件2。由此,能通过弹性件2的弹力来调节偏差的装配孔201的精度,能提高装配的可靠性。
[0070]
具体而言,在本实施方式中,衬套100与装配构件200(的装配孔201)一起嵌件成型。也就是说,衬套100的至少外圈11部分嵌入并固定于装配构件200的装配孔201中。由此,在实际操作中,能省略衬套100的安装步骤,有助于减少装配构件200的装配工序,从而能缩减制造工时、降低制造成本。
[0071]
此外,通过由金属构成衬套100,能提高衬,100的整体强度。
[0072]
外圈11大致呈圆环状,其外周面呈平滑的圆柱面,而内周面朝向径向外侧凹陷(类似于轴承外圈或轮胎的形状),以承接弹性件2。内圈12由两个中空圆板以及与之垂直的一个圆筒构件构成,形成为大致绕线管的形状。内圈12的中心部分形成上述中空部h。
[0073]
如图2所示,弹性件2包括:中心部21,中心部21呈中空状,并安装于内圈12;以及弹性部22,弹性部22设置于中心部21,并与外圈11抵接。
[0074]
根据本实施方式,弹性件2包括设置于中心部21并与外圈11抵接的弹性部22。由此,通过将弹性部22的一端固定中心部21而将另一端释放(抵接于外圈的内周侧,允许适当的周向位移),与弹性部22两端均固定的情况相比,能提高弹性部22的可装配性。
[0075]
弹性件2的中心部21大致呈圆筒状,如图3和图4所示,其套设并固定在内圈12的圆筒构件的外周面上。如图2所示,在本实施方式中,弹性部22由从中心部21呈放射状延伸的多个爪部构成。
[0076]
具体而言,在本实施方式中,如图2所示,总共形成有九个爪部,九个爪部以相等的角度间隔从中心部21的下端面一体地以放射状延伸。各个爪部形成为大致相同的“s”状结构。由此,能通过简单的棘爪结构实现弹性部2的弹力矫正,与利用填充物将外圈11与内圈12之间填满的情况相比,有助于衬套100结构整体的轻量化。
[0077]
此处需要说明的是,在通过螺钉等紧固构件300将衬套100与装配构件200紧固之前,组装状态下的外圈11、内圈12和弹性件2的中心轴线共线(即为图2所示的同一中心轴线l)。在紧固之后,内圈12及弹性件2的中心轴线与外圈11的中心轴线可能会发生偏移而不共线。
[0078]
尽管以上对本实施方式中弹性件2的中心部21套设并固定在内圈12的圆筒构件的外周面上的情况进行了说明,但本实用新型并不局限于此。例如,也可以将中心部以非固定的方式套设在内圈的外周面上。也就是说,在这种情况下,弹性件2的中心部能围绕内圈12的圆筒构件的外周面自由转动。
[0079]
此外,尽管以上对本实用新型的衬套100整体由金属制成的情况进行了说明,但本实用新型并不局限于此。例如,也可以是仅弹性件由金属制成,而外圈和内圈由树脂等材料制成。在这种情况下,既能通过金属材料来提高弹性件的变形幅度和强度,又能通过树脂材料降低外圈和内圈的制造成本。
[0080]
另外,爪部的数量也并不局限于九个,也可以是八个以下或十个以上的任意数量。
[0081]
参照图5,对本实施方式1的衬套100的作用效果进行说明。
[0082]
如图5所示,与现有技术中将简单的筒状橡胶垫等衬套安装于装配构件的情况相比,根据本实施方式1的衬套100,大大提高了装配时到达负载临界值之前对于装配孔的调节余量、即偏移极限值,从而能大幅矫正装配孔201的偏差,进而能大幅提高装配的可行性和合格率。
[0083]
另外,在将简单的筒状橡胶垫等衬套安装于装配构件的装配孔的现有技术中,在施加一侧的偏向力时,应力会集中于衬套的边缘,容易造成局部的应力集中而导致衬套乃至装配构件损伤。与之相对,在本实施方式1中,衬套100因具有由多个爪部构成的弹性部22而具有浮动特性,在施加一侧的偏向力时,应力会通过各爪部均匀地传递至外圈和装配构件200,能降低甚至消除应力集中的风险,从而达到包含衬套100乃至装配构件200的作用效果。
[0084]
[实施方式2]
[0085]
以下参照图6至图10,对本实施方式2的衬套100a的具体结构进行说明。其中,图6是示意性地表示本实用新型实施方式2的衬套100a与装配构件200的装配关系的分解立体图,图7是示意性地表示本实用新型实施方式2的衬套100a的立体图,图8是示意性地表示本实用新型实施方式2的衬套100a与装配构件200的装配关系的剖视图,图9是示意性地表示本实用新型实施方式2的变形例的衬套100a的凸部1a1与装配构件200的凹部201d的配合关系的剖视图,图10是示意性地表示本实用新型实施方式2的另一变形例的衬套100a与装配构件200的装配关系的分解立体图。
[0086]
如图6至图8所示,本实施方式2的衬套100a具体实施为:还包括圆筒部3a(参照图7),圆筒部3a与中空部ha同心状地设置于主体部1a,用于插入装配构件200的装配孔201,并供紧固构件300插入,主体部1a设置有作为调节部的凸部1a1,装配构件200设置有凹部201d,凸部1a1与凹部201d配合,以调节中空部ha的装配位置。
[0087]
根据本实施方式,主体部设1a置有作为调节部的凸部1a1,装配构件设置有与凸部1a1配合的凹部201d。由此,能通过简单的凹凸部位来实现衬套100a的偏差矫正功能,有助于提高衬套100a的装配可靠性、降低衬套100a的制造成本。
[0088]
具体而言,在本实施方式中,如图6和图8所示,装配构件200的装配孔201包括同心状地形成的第一装配孔201a和第二装配孔201b,主体部1a插入第一装配孔201a,圆筒部3a插入第二装配孔201b,第一装配孔201a的孔径大于第二装配孔201b的孔径,从而在第一装配孔201a与第二装配孔201b之间形成有台阶面201c,上述凹部201d形成于台阶面201c。
[0089]
根据本实施方式,主体部1a和圆筒部3a分别插入形成为台阶状的第一装配孔201a和第二装配孔201b,且用于与设置于主体部1a的凸部1a1配合的装配构件200的凹部201d形成于第一装配孔201a与第二装配孔201b之间的台阶面201c。由此,分别通过第一装配孔201a和第二装配孔201b对主体部1a和圆筒部3a进行定位,并进一步通过形成于第一装配孔201a与第二装配孔201b之间的台阶面201c的装配构件200的凹部201d对衬套100a的中空部ha的位置进行定位(调节),能进一步提高衬套100的装配可靠性。
[0090]
在本实施方式中,如图7所示,设置于主体部1a的下端面的凸部1a1具体实施为相对于中空部ha的中性点对称的两个大致半球状的突起。相应地,在第一装配孔201a与第二装配孔201b之间的台阶面201c上形成有多个凹部201d,多个凹部201d俯视观察时呈同心的圆环状(参照图6),沿中空部ha的轴向剖切观察时呈圆弧形(参照图8,在本实施方式中,与大致半球状的凸部1a1对应地形成为半圆弧形)。
[0091]
由此,根据本实施方式,通过设置多个凹部201d,并使衬套100a的凸部1a1根据装配孔201的实际偏差情况而与多个凹部201d中的任意凹部201d配合,以调节供紧固构件300穿过的中空部ha的中心轴线的位置,从而能扩大衬套100a的偏差矫正(调节)范围;通过将凹部201d设置成圆弧形,能提高其与对应的凸部1a1的配合可靠性。
[0092]
尽管以上对本实施方式中主体部1a设置有凸部1a1而装配构件200设置有凹部201d的情况进行了说明,但本实用新型并不局限于此。只要是能实现主体部与装配构件之间的配合,则例如作为变形例之一,也可以是主体部设置有凹部而装配构件设置有凸部;或者,也可以是主体部设置有凹部和凸部而装配构件设置有凸部和凹部。此时,形成于装配构件的台阶面上的相应地为凸部、或是凸部和凹部。
[0093]
此外,尽管以上对本实施方式中装配构件200的装配孔201包括同心状地形成的两个装配孔201a、201b的情况进行了说明,但本实用新型并不局限于此。例如,也可以如上述实施方式1那样仅在一处设置一个装配孔201。在这种情况下,装配构件200没有形成上述台阶面。相应地,装配构件的凹部形成在其板面上,衬套的主体部在其板面上露出而仅是圆筒部插入装配孔中。
[0094]
另外,装配构件200的凹部201d的形状也并不局限于上述实施方式2。例如,如图9所示,也可以将凹部201d的形状形成为沿中空部的轴向剖切观察时呈诸如梯形之类的多边形。此时,衬套100a的主体部1a的凸部1a1也相应地形成为与凹部201d配合的梯形。进一步而言,凹部201d的俯视观察时的形状也并不局限于图6所示的同心圆环状,也可以根据需要设为在径向上对凸部具有限位作用的、诸如并排的笔直状之类的栅栏形状。而且,凸部和凹部的数量也并不局限于图中所示的实施方式2,可以是根据需要设为任意数量。
[0095]
此外,作为本实施方式2的另一变形例,也可以将与主体部1a的凸部1a1配合的凹部形成于单独的构件。具体而言,在本变形例中,如图10所示,衬套100a除了上述圆筒部3a之外,还包括基座部4a,基座部4a安装于装配构件200的装配孔201,并供圆筒部3a插入,主体部1a设置有凸部1a1,基座部4a设置有凹部4a1,凸部1a1和凹部4a1作为调节部相互配合,以调节中空部ha的装配位置。根据本变形例,能通过简单的凹凸部位来实现衬套100a的偏差矫正功能,有助于提高衬套100a的装配可靠性、降低衬套100a的制造成本。
[0096]
在本变形例中,仅基座部4a与装配构件200(的装配孔201)一起嵌件成型而成,而主体部1a通过后续的装配结构与基座部4a配合。
[0097]
尽管以上对本变形例中主体部1a设置有凸部1a1而基座部4a设置有凹部4a1的情况进行了说明,但本实用新型并不局限于此。只要是能实现主体部与基座部之间的配合,则例如作为变形例之一,也可以是主体部设置有凹部而基座部设置有凸部;或者,也可以是主体部设置有凹部和凸部而基座部设置有凸部和凹部。
[0098]
本实用新型在其范围内,能将各实施方式自由组合,或是将各实施方式适当变形、省略。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1