电子设备的制作方法
1.本技术涉及电子终端技术领域,尤其涉及一种电子设备。
背景技术:
2.折叠屏移动终端(下简称“折叠机”)是新型移动通讯设备,也是未来下一代万物互联的主要场景之一。而折叠机各结构部件中,转轴结构是保证折叠机基本功能和实现“折叠”的关键结构。在转轴结构中,阻尼模块是保证开合体验、保持开合姿态和保护柔性组件的主要结构模块。阻尼模块的功能实现,主要是通过凸轮配合而提供了开合阻尼力、特定角度保持力,从而实现折叠机在各类实际应用场景下的良好客户体验与使用可靠性。
3.现行阻尼凸轮结构主要材质为超高强合金钢材料,尽管现行材料具有强度大、韧性好、硬度高等优点,但在凸轮摩擦过程中,依旧产生了显著的摩擦损伤,严重影响了折叠机的长期使用体验,显著降低产品长期使用品质。
技术实现要素:
4.本技术的目的在于提供一种电子设备,以解决现有电子设备中的凸轮结构耐磨性较低的问题。
5.本技术提供了一种电子设备,包括第一本体、第二本体和转轴组件,所述第一本体和所述第二本体均与所述转轴组件转动相连,其中,所述转轴组件包括凸轮结构,所述凸轮结构中设置有转动孔,所述凸轮结构包括陶瓷层和基体层,所述陶瓷层和所述基体层在垂直于所述第一本体和所述第二本体的转动方向上层叠固定相连。
6.本技术提供的电子设备,凸轮结构采用陶瓷层和金属层复合而成的结构,可以通过陶瓷层降低凸轮结构开合过程中的磨损,实现10w次开合后表面磨损不大于0.01mm,20w次开合后表面磨损不大于0.02mm的技术目标,从而使凸轮结构的最大磨损深度下降60%~80%,延长了转轴组件乃至折叠移动终端设备的使用寿命。同时,陶瓷材料相对于金属材料而言可以极大程度地降低凸轮结构整体重量,有利于实现折叠机的轻量化,提升用户体验。此外,金属材质的基体层可以提升凸轮结构的断裂韧性,在1m~1.5m跌落测试中,可以使得凸轮结构不开裂。
7.在一种可能的实现方式中,所述陶瓷层形成有嵌合结构,所述陶瓷层和所述基体层通过所述嵌合结构固定相连。从而可以保证陶瓷层和基体层连接的可靠性。
8.在一种可能的实现方式中,所述嵌合结构包括孔或槽,所述基体层部分填充至所述孔或槽中,并通过所述孔或槽与所述陶瓷层固定相连。通过使基体层的部分材料填充至孔或槽中,可以增大陶瓷层与基体层接触面积,从而可以提升陶瓷层与基体层连接的可靠性。
9.在一种可能的实现方式中,所述陶瓷层包括一体成型的主体部和凸出部,在所述转动孔的径向方向上,所述转动孔的侧壁中的所述凸出部的宽度小于所述主体部的宽度,所述基体层部分填充固定于所述主体部与所述凸出部之间。通过使凸出部的宽度小于所述
主体部的宽度,可以使凸出部与主体部之间预留有一定的空间,用于填充基体层的材料,使基体层固化后能够包覆于凸出部,从而可以使基体层与陶瓷层具有较大的接触面积,保证陶瓷层与基体层连接的可靠性。
10.在一种可能的实现方式中,所述槽包括第一槽,所述第一槽形成于所述主体部与所述凸出部连接位置处,且所述第一槽在朝向所述陶瓷层内部延伸的方向上,所述第一槽在所述凸轮结构厚度方向上的尺寸逐渐减小。从而一方面便于基体层的材料能够充分填充至第一槽中,另一方面也可以在转动孔的轴向上,使基体层和陶瓷层结合的更牢固、稳定。
11.在一种可能的实现方式中,所述槽还包括第二槽,所述第二槽形成于所述凸出部朝向所述基体层的一侧,且所述第二槽在朝向所述陶瓷层内部延伸的方向上,所述第二槽在所述凸轮结构宽度方向上的尺寸逐渐增大。在将基体层的材料向具有陶瓷层的模具中注射时,基体层的材料可以填充至第二槽,在基体层固化后,该第二槽的结构形状可以保证基体层和陶瓷层在转动孔轴向上结合的更牢固、稳定。
12.在一种可能的实现方式中,所述凸轮结构的厚度为2.0mm~3.0mm,长度为19.5mm~20.5mm,宽度为4.5mm~5.5mm。在该厚度、长度和宽度范围内,可以实现凸轮结构的小型化,减少对转轴组件内部空间的占用,实现凸轮结构隐藏于转轴组件内,从而可以使该凸轮结构应用于大部分的转轴组件中,进而能够实现在较多的机型中得以应用。
13.在一种可能的实现方式中,所述陶瓷层的厚度为0.1mm~2.0mm。使陶瓷层在该厚度范围内,既可以使凸轮结构的摩擦面获得较佳的抗磨损性能,同时可以在陶瓷层与基体层结合后使凸轮结构具有较佳的强度、刚度和韧性。
14.在一种可能的实现方式中,所述基体层的厚度为1.0mm~2.0mm。使基体层在该厚度范围内,可以提升凸轮结构的断裂韧性,在1m~1.5m跌落测试中,可以使得凸轮结构不开裂。
15.在一种可能的实现方式中,所述基体层为金属层、金属非晶层、金属基复合材料层中的一种或两种以上的组合。该基体层采用金属材料制成,可以提升凸轮结构的断裂韧性,在1m~1.5m跌落测试中,可以使得凸轮结构不开裂。
16.应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本技术。
附图说明
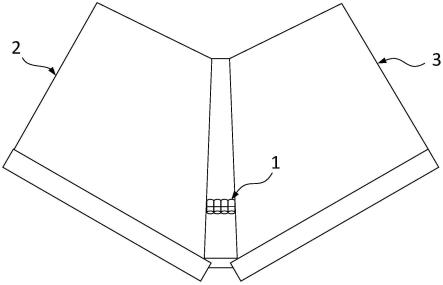
17.图1为本技术实施例提供的电子设备的结构示意图;
18.图2为本技术实施例提供的凸轮结构的结构示意图;
19.图3为图2中在a-a向的切面图;
20.图4为图3中陶瓷层的局部示意图。
21.附图标记:
22.1-凸轮结构;
23.11-陶瓷层;
24.111-主体部;
25.112-凸出部;
26.113-第一槽;
27.114-第二槽;
28.12-基体层;
29.13-转动孔;
30.2-第一本体;
31.3-第二本体。
32.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
具体实施方式
33.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
34.在本技术的描述中,除非另有明确的规定和限定,术语“第一”、“第二”仅用于描述的目的,而不能理解为指示或暗示相对重要性;除非另有规定或说明,术语“多个”是指两个或两个以上;术语“连接”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接,或电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
35.本说明书的描述中,需要理解的是,本技术实施例所描述的“上”、“下”等方位词是以附图所示的角度来进行描述的,不应理解为对本技术实施例的限定。此外,在上下文中,还需要理解的是,当提到一个元件连接在另一个元件“上”或者“下”时,其不仅能够直接连接在另一个元件“上”或者“下”,也可以通过中间元件间接连接在另一个元件“上”或者“下”。
36.现有的折叠移动终端包括两块壳体,两块壳体上设置有一块完整的柔性屏,两块壳体通过转轴组件转动相连,以通过转轴组件实现两块壳体开合。转轴是折叠移动终端的核心部件之一,其保证了折叠移动终端的基本开合功能,同时在张开时能够为柔性屏提供支撑,而在闭合时能够为柔性屏提供蜷曲空间。
37.在转轴结构中,阻尼模块是保证开合体验、保持开合姿态和保护柔性组件的主要结构模块,其主要是通过凸轮配合而提供了开合阻尼力、特定角度保持力,从而实现折叠机在各类实际应用场景下的良好客户体验与使用可靠性。因此,凸轮结构需要极高的耐磨性以保证转轴结构在开合过程中运动状态稳定。
38.现有阻尼凸轮结构主要材质为超高强合金钢材料,尽管现有的超高强合金钢材料具有强度大、韧性好、硬度高等优点,但在凸轮摩擦过程中,依旧产生了显著的摩擦损伤,即磨损。在现行应用场景下,还原实际工况进行凸轮摩擦测试发现,当进行15万次或更多次开合时,转轴的阻尼凸轮结构部分磨损量为0.05mm~0.08mm,约占凸轮凸台高度的25%~40%。因此导致了折叠机开合阻尼力下降、特定角度保持力下降等不良现象,其力值衰减约为15%~75%,严重影响了折叠机的长期使用体验,显著降低产品长期使用品质。
39.为此,本技术实施例提供了一种电子设备,其包括第一本体2、第二本体3和转轴组件,第一本体2和第二本体3均与转轴组件转动相连。本实施例中,该电子设备为折叠屏移动
终端(下文简称“折叠机”)。其中,转轴组件包括凸轮结构1,凸轮结构1中设置有转动孔13,凸轮结构1包括陶瓷层11和基体层12,陶瓷层11和基体层12在垂直于第一本体2和第二本体3的转动方向上层叠固定相连。
40.其中,该陶瓷层11位于凸轮结构1的全部或部分摩擦面,从而显著降低了表面磨损量,即可以降低凸轮结构1开合过程中的磨损,实现10w次开合后表面磨损不大于0.01mm,20w次开合后表面磨损不大于0.02mm的技术目标,从而使凸轮结构1的最大磨损深度下降60%~80%,延长了转轴组件乃至折叠移动终端设备的使用寿命。同时,在提高凸轮结构1耐磨性的同时,还可以保证证凸轮结构1的轮廓稳定。
41.此外,现有采用超高强合金钢材料的凸轮结构1,其重量较大,导致折叠机整机的重量增加。本技术实施例提供的电子设备,凸轮结构1的部分结构采用陶瓷材料,从而能够极大程度地降低凸轮结构1整体重量,有利于实现折叠机的轻量化,提升用户体验。
42.其中,基体层12可以为金属层、金属非晶层、金属基复合材料层中的一种或两种以上的组合。该基体层12采用金属材料制成,可以提升凸轮结构1的断裂韧性,在1m~1.5m跌落测试中,可以使得凸轮结构1不开裂。
43.本实施例中,基体层12优选为金属层,该金属层的材料可以为但不限于fe、cr、ni、co、zr、mo、ti、hf、si、v、al、cu以及稀土元素等元素中的一种或几种。陶瓷层11的材料可以为但不限于zro2、al2o3、tio2、sio2、tin、bn、si3n4、tic、sic和b4c中的一种或几种。
44.作为一种具体的实现方式,陶瓷层11形成有嵌合结构,陶瓷层11和基体层12通过嵌合结构固定相连。
45.在该凸轮结构1成型过程中,可以先将设置有嵌合结构的预制的块体陶瓷材料装配至注射模中;再将与注射剂充分混合的金属粉末注射入模具中,保持一定时间后对其进行固化操作,形成基体层12,其中,与注射剂充分混合的金属粉末在固化后可以与嵌合结构形成接触,通过嵌合结构可以保证基体层12与陶瓷层11的可靠连接固定;然后将固化后的零件经脱脂后得到待烧结坯;再进行烧结操作,在适当的温度、压力和气体环境下形成金属基体,从而制成陶瓷-金属复合的凸轮结构1毛坯件;最后,在烧结后,待零件冷却到适当温度,对零件进行固溶、时效、退火、正火、回火、淬火、钝化、机加工等后处理的一种或几种,以实现零件尺寸准确、组织性能稳定达标。
46.本实施例中,陶瓷材料为氧化锆(zro2),采用zro2陶瓷材料以及上述方法制备的凸轮结构1,在相同应用环境下,可以将折叠机10万次开合凸轮磨损深度降低80%、磨损量降低92%以上,20万次开合凸轮磨损深度降低75%、磨损量降低90%以上。并且在折叠、展平态跌落测试中不出现明显的材料损失与功能失效,各项测试后均能保持合格的开合阻尼。
47.具体地,嵌合结构可以包括孔或槽,基体层12部分填充至孔或槽中,并通过孔或槽与陶瓷层11固定相连。
48.本实施例中,在该凸轮结构1成型过程中,可以先将形成有孔或槽的预制的块体陶瓷材料装配至注射模中,其中,陶瓷可以采用精密加工工艺加工出规则的孔洞或沟槽;再将与注射剂充分混合的金属粉末注射入模具中,保持一定时间后对其进行固化操作,形成基体层12,其中,与注射剂充分混合的金属粉末可以填充在孔或槽中,从而增大了陶瓷材料与金属材料的接触棉结,从而在金属材料固化后,可以保证基体层12与陶瓷层11的可靠结合;然后将固化后的零件经脱脂后得到待烧结坯;再进行烧结操作,在适当的温度、压力和气体
环境下形成金属基体,从而制成陶瓷-金属复合的凸轮结构1毛坯件;最后,在烧结后,待零件冷却到适当温度,对零件进行固溶、时效、退火、正火、回火、淬火、钝化、机加工等后处理的一种或几种,以实现零件尺寸准确、组织性能稳定达标。
49.本实施例中,陶瓷为氧化锆增韧氧化铝(zta)陶瓷,采用zta陶瓷以及上述方法制备的凸轮结构1,在相同应用环境下,可以将折叠机10万次开合凸轮磨损深度降低80%、磨损量降低92%以上,20万次开合凸轮磨损深度降低75%、磨损量降低90%以上。并且在折叠、展平态跌落测试中不出现明显的材料损失与功能失效,各项测试后均能保持合格的开合阻尼。同时,相比于zro2陶瓷,该zta陶瓷可以使凸轮结构1具有更佳的断裂韧性,有助于凸轮结构1在保持超高耐磨性的同时获得更佳的抗跌落、抗开裂性能。
50.具体地,陶瓷层11可以包括一体成型的主体部111和凸出部112,在转动孔13的径向方向上,转动孔13的侧壁中的凸出部112的宽度小于主体部111的宽度,基体层12部分填充固定于主体部111与凸出部112之间。其中,转动孔13的径向方向即为转动孔13侧壁的厚度方向,在转动孔13的径向方向任意位置剖开后,转动孔13的侧壁的切面中均能够呈现出主体部111、凸出部112和基体部连接的形态。在任意上述切面中,凸出部112和主体部111的宽度即为转动孔13厚度方向上的尺寸,通过使凸出部112的宽度小于主体部111的宽度,可以使凸出部112与主体部111之间预留有一定的空间,用于填充基体层12的材料,使基体层12固化后能够包覆于凸出部112,从而可以使基体层12与陶瓷层11具有较大的接触面积,保证陶瓷层11与基体层12连接的可靠性。
51.具体地,陶瓷层11中的槽可以包括第一槽113,第一槽113形成于主体部111与凸出部112连接位置处,且第一槽113在朝向陶瓷层11内部延伸的方向上,第一槽113在凸轮结构1厚度方向上的尺寸逐渐减小。其中,第一槽113在垂直于转动孔13的轴线方向上向陶瓷层11的内部延伸,凸轮结构1厚度方向即为转动孔13的轴线方向,即第一槽113在转动孔13的轴向上,随着第一槽113向陶瓷层11内部延伸而逐渐减小,从而一方面便于基体层12的材料能够充分填充至第一槽113中,另一方面也可以在转动孔13的轴向上,使基体层12和陶瓷层11结合的更牢固、稳定。其中,本实施例中,该第一槽113可以形成为一种锥形槽或三角形槽。
52.此外,陶瓷层11中的槽还包括第二槽114,第二槽114形成于凸出部112朝向基体层12的一侧,且第二槽114在朝向陶瓷层11内部延伸的方向上,第二槽114在凸轮结构1宽度方向上的尺寸逐渐增大。其中,第二槽114在平行于转动孔13轴线方向上向陶瓷层11内部延伸,凸轮结构1的宽度方向垂直于转动孔13的轴线方向,在将基体层12的材料向具有陶瓷层11的模具中注射时,基体层12的材料可以填充至第二槽114,在基体层12固化后,该第二槽114的结构形状可以保证基体层12和陶瓷层11在转动孔13轴向上结合的更牢固、稳定。
53.在另一种实施例中,该凸轮结构1还可以采用如下方法制备。
54.先将预制的zro2陶瓷粉末与烧结剂等辅助材料充分混合,将合金粉末与注射剂等辅助材料充分混合;再将与注射剂充分混合的陶瓷粉末、金属粉末通过多注射的方式一同注射入模具中,保持一定时间后对其进行固化操作,得到基体层12;然后将固化后的零件,经脱脂后得到待烧结坯;再进行烧结操作,在适当的温度、压力和气体环境下形成金属基体,从而制成陶瓷-金属复合的凸轮结构1毛坯件;最后,在烧结后,待零件冷却到适当温度,对零件进行固溶、时效、退火、正火、回火、淬火、钝化、机加工等后处理的一种或几种,以实
现零件尺寸准确、组织性能稳定达标。采用本方法制备的凸轮结构1,在相同应用环境下,可以将折叠机10万次开合凸轮磨损深度降低80%、磨损量降低92%以上,20万次开合凸轮磨损深度降低75%、磨损量降低90%以上。并且在折叠、展平态跌落测试中不出现明显的材料损失与功能失效,各项测试后均能保持合格的开合阻尼。同时,相比于采用预制的块体zro2陶瓷,本实施例中的制备方法采用共烧结技术,无需预制块体陶瓷材料,能够一次成型复合结构,工艺更为简单、成本更为低廉、性能更为可靠。
55.此外,该陶瓷-金属复合凸轮结构1,不仅可以通过烧结工艺实现复合,也可以采用焊接、机械结合、表面陶瓷化等工艺实现制备陶瓷-金属复合凸轮,对此本实施例不做限定。
56.在又一种实施例中,该凸轮结构1还可以采用如下方法制备。
57.将钎料放置于预制的块体zro2陶瓷材料与预制的因瓦合金(invar合金)之间;然后通过真空钎焊的方式实现陶瓷与合金的连接,以形成陶瓷-金属复合的凸轮结构1毛坯件;钎焊后,待零件冷却到适当的温度,对零件进行后处理,以实现零件尺寸准确、组织性能稳定达标。采用本方法制备的凸轮结构1,在相同应用环境下,可以将折叠机10万次开合凸轮磨损深度降低80%、磨损量降低92%以上,20万次开合凸轮磨损深度降低75%、磨损量降低90%以上。并且在折叠、展平态跌落测试中不出现明显的材料损失与功能失效,各项测试后均能保持合格的开合阻尼。同时,相比于采用预制的块体zro2陶瓷并向模具中注射金属粉末的技术而言,本实施例中的制备方法采用钎焊技术,实现了在更低的温度下制备出该陶瓷-金属复合的凸轮结构1,有效提升了生产效率,同时实现了更低的单位能耗。
58.作为一种具体的实现方式,该凸轮结构1的厚度可以为2.0mm~3.0mm,长度可以为19.5mm~20.5mm,宽度可以为4.5mm~5.5mm。在该厚度、长度和宽度范围内,可以实现凸轮结构1的小型化,减少对转轴组件内部空间的占用,实现凸轮结构1隐藏于转轴组件内,从而可以使该凸轮结构1应用于大部分的转轴组件中,进而能够实现在较多的机型中得以应用。优选的是,该凸轮结构1的厚度可以为2.0mm、2.5mm或3.0mm,长度可以为19.5mm、20mm或20.5mm,宽度可以为4.5mm、5mm或5.5mm。
59.作为一种具体的实现方式,陶瓷层11的厚度为0.1mm~2.0mm。使陶瓷层11在该厚度范围内,既可以使凸轮结构1的摩擦面获得较佳的抗磨损性能,同时可以在陶瓷层11与基体层12结合后使凸轮结构1具有较佳的强度、刚度和韧性。本实施例中,陶瓷层11的厚度优选为0.1mm、0.5mm、1.0mm、1.5mm或2.0mm。
60.作为一种具体的实现方式,基体层12的厚度为1.0mm~2.0mm。使基体层12在该厚度范围内,可以提升凸轮结构1的断裂韧性,在1m~1.5m跌落测试中,可以使得凸轮结构1不开裂。其中,该基体层12的厚度可以大于陶瓷层11的厚度,本实施例中,基体层12的厚度优选为1.0mm、1.5mm或2.0mm。
61.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1