一种OCR贴合设备的制作方法
一种ocr贴合设备
技术领域
1.本实用新型涉及机械加工技术领域,具体涉及一种ocr贴合设备。
背景技术:
2.ocr全称为opticallyclearresin,是一种用于将tp产品和opencell产品进行贴合的液态透明光学胶,现有技术中的ocr贴合设备,一般只注重于贴合工序流程,而没有对贴合前的清洗、点胶刮涂、胶厚检测工序以及贴合后的缓存、热固工序进行有效的品质把控,导致在进行贴合时的tp产品和opencell产品的品质不达标,贴合的精准度较差,且贴合后的产品也容易出现脱胶现象,牢固度较差,良品率较低,且无法实现一体化流水式的高质量贴合过程,生产效率较慢。
技术实现要素:
3.本实用新型旨在提供一种ocr贴合设备,以解决上述存存在的问题。
4.为实现上述目的,本实用新型的技术方案为:一种ocr贴合设备,包括机台基座和沿机台基座长度方向依序设置的上料工位、等离子清洗工位、至少一个点胶刮涂工位、胶厚测量工位、预抽真空工位、uv固化工位和至少一个真空贴合工位,机台基座的长度方向为y轴方向,宽度方向为x轴方向,同垂直于x轴方向、y轴方向的竖直方向为z轴方向;
5.上料工位上并排设置有tp上料机构和opencell上料机构,分别用于对tp产品或 opencell产品进行上料;
6.等离子清洗工位上并排设置有tp等离子清洗机构和opencell等离子清洗机构;
7.点胶刮涂工位上设置有点胶刮涂机构和设置在点胶刮涂机构下方的刮涂平台;
8.胶厚测量工位上设置有胶厚测量机构;
9.预抽真空工位上设置有预抽真空腔室,预抽真空腔室外接有一真空泵;
10.uv固化工位上设置有uv固化光源;
11.真空贴合工位上设置有真空贴合组件,其包括上下依序设置的上腔贴合机构、放料盘和下腔贴合机构,放料盘用于放置tp产品,下腔贴合机构用于放置opencell产品,上腔贴合机构和下腔贴合机构闭合形成真空内腔,放料盘位于真空内腔中,上腔贴合机构和下腔贴合机构相互压紧实现tp产品和opencell产品的贴合。
12.上述技术方案中,tp产品在tp上料机构上料,后经过tp等离子清洗机构进行清洗,清洗完成后的,tp产品输送至刮涂平台,在点胶刮涂机构对tp产品的上表面进行点胶刮涂,完成点胶刮涂之后的tp产品再输送至胶厚测量机构进行胶厚的测量检测,符合胶厚合格标准的tp产品输送至预抽真空腔室进行预抽真空处理,达到去除气泡的目的,完成该步骤后再输送uv固化工位,在uv固化光源的照射下激活,使得胶水能够从稀薄变得粘稠,进行预固处理,然后再输送至真空贴合工位的放料盘,而opencell产品在opencell上料机构上料,后经过opencell等离子清洗机构进行清洗,然后在输送至真空贴合工位的下腔贴合机构,上腔贴合机构和下腔贴合机构上下对位进行闭合形成真空内腔,放料盘被夹紧在真空内腔,
上腔贴合机构和下腔贴合机构相互压紧,实现对tp产品和opencell产品的贴合。
13.优选地,位于真空贴合工位后侧的机台基座沿传输方向还依序设置有静置缓存装置、检料流水线、热固装置和下料流水线,位于静置缓存装置与下料流水线之间的机台基座的一侧设置有两个机械抓手,用于将贴合产品抓取输送至静置缓存装置、检料流水线、热固装置或下料流水线上,该技术方案使得tp产品和opencell产品贴合形成的贴合产品先进行静置缓存冷却,使得胶水能够流平,再经过检料流水线进行人工抽样检料,再进行热固处理,下料输送,就此完成贴合产品的后续的整个处理工序流程。
14.优选地,位于opencell等离子清洗机构和下腔贴合机构之间的一侧的机台基座还设置有横向捞爪机构,横向捞爪机构具有一对能够沿y轴方向和z轴方向移动的捞爪吸盘,用于将经opencell等离子清洗机构清洗后的opencell产品抓取输送至下腔贴合机构。
15.优选地,真空贴合工位的一侧设置有翻转机械叉手,用于将刮涂后的tp产品翻转放入放料盘;另一侧设置有纵向捞爪机构,纵向捞爪机构具有一对能够沿x轴方向和z轴方向移动的捞爪吸盘,用于抓取横向捞爪机构中的opencell产品放入下腔贴合机构。
16.优选地,点胶刮涂机构包括驱动组件、螺杆阀和刮刀,螺杆阀和刮刀均设置在驱动组件上,且刮刀位于螺杆阀下方,驱动组件用于驱动螺杆阀和刮刀沿y轴或z轴移动,进而对刮涂平台上的tp产品进行刮涂。
17.优选地,tp上料机构和opencell上料机构上均设置有测高扫码组件,测高扫码组件包括测高器和扫码器,测高扫码组件固定在驱动组件上,驱动组件用于驱动测高扫码组件沿y 轴方向或z轴方向移动。
18.优选地,胶厚测量机构包括测厚传感器,测厚传感器能够沿x轴方向、y轴方向、z轴方向来回移动,实现对tp产品胶厚的精准测量。
19.优选地,所述点胶刮涂工位和真空贴合工位上还设置有ccd相机,使得tp产品在进行点胶刮涂时能够进行精准校准对位,以及tp产品和opencell产品在进行真空贴合时能够进行精准校准对位。
20.优选地,机台基座沿长度方向的两侧设置有若干平移机械叉手,用于将tp产品或 opencell产品沿x轴方向、y轴方向或z轴方向移动输送至各工位上进行上下料。
21.本实用新型具有以下有益效果:
22.本实用新型包括机台基座和设置在机台基座上的tp上料机构、opencell上料机构、tp 等离子清洗机构、opencell等离子清洗机构、点胶刮涂机构、刮涂平台、胶厚测量机构、预抽真空腔室、uv固化光源、真空贴合组件、静置缓存装置、检料流水线、热固装置和下料流水线,该技术方案,使得tp产品和opencell产品在贴合前能够进行清洗、点胶刮涂、胶厚测量,各方面指标都达到贴合标准之后再经过真空贴合组件贴合,且贴合完成后的贴合产品业能够进入静置缓存、人工检测、热固等工序流程,进行高标准的品质把控,保证贴合产品不出现脱胶现象,更加牢固,同时该技术方案,实现了一体化流水式的贴合过程,生产效率更快。
附图说明
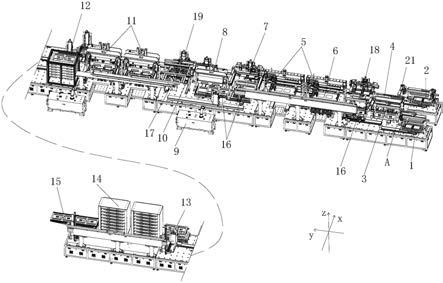
23.图1是本实用新型的实施例中的俯视图;
24.图2是本实用新型的实施例中的立体图;
25.图3是本实用新型的实施例中的点胶刮涂工位的立体图;
26.图4是本实用新型的实施例中的点胶刮涂工位的俯视图;
27.图5是本实用新型的实施例中的真空贴合工位的立体图;
28.图6是本实用新型的实施例中的纵向捞爪机构的示意图;
29.图7是图2中a处的测高扫码组件的放大示意图。
30.附图标注:1、tp上料机构,2、opencell上料机构,3、tp等离子清洗机构,4、opencell 等离子清洗机构,5、点胶刮涂机构,51、螺杆阀,52、刮刀,6、刮涂平台,7、胶厚测量机构,8、预抽真空腔室,9、真空泵,10、uv固化光源,11、真空贴合组件,111、上腔贴合机构,112、放料盘,113、下腔贴合机构,12、静置缓存装置,13、检料流水线,14、热固装置,15、下料流水线,16、平移机械叉手,17、翻转机械叉手,18、横向捞爪机构,19、纵向捞爪机构,191、捞爪吸盘,20、机械抓手,21、测高扫码组件,211、测高器,212、扫码器,22、驱动组件。
具体实施方式
31.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
32.为了分别描述,如图1和2所示,定义:机台基座的长度方向为y轴方向,宽度方向为x 轴方向,同垂直于x轴方向、y轴方向的竖直方向为z轴方向,其中图中y轴的箭头方向为传输方向,该传输方向指的是整体流水线上的主要的输送方向,不包括在单独工位上加工时进行的沿x轴方向或z轴方向的输送方向;tp产品指的是触控面板,opencell产品指的是液晶面板,贴合产品指的是tp产品和opencell产品贴合完成后的产品。
33.参阅图1-7所示,作为本实用新型的实施例,提供一种ocr贴合设备,包括机台基座和沿机台基座长度方向依序设置的上料工位、等离子清洗工位、两个点胶刮涂工位、胶厚测量工位、预抽真空工位、uv固化工位、两个真空贴合工位、静置缓存装置12、检料流水线13、热固装置14和下料流水线15,机台基座沿长度方向的两侧设置有若干平移机械叉手16,用于将tp产品或opencell产品沿x轴方向、y轴方向或z轴方向移动输送至各工位上进行上下料,位于静置缓存装置12与下料流水线15之间的机台基座的一侧设置有两个机械抓手20,用于将贴合产品抓取输送至静置缓存装置12、检料流水线13、热固装置14或下料流水线15 上,热固装置14内层叠设置有热固平台,热固平台上设置有接料爪(图未示出),接料爪上安装有真空吸盘(图未示出),真空吸盘将贴合产品吸附固定。
34.本实施例中的两个点胶刮涂工位互相独立,两个真空贴合工位也互相独立,设置为两个,能进一步提高生产效率。
35.上料工位上并排设置有tp上料机构1和opencell上料机构2,分别用于对tp产品或 opencell产品进行上料,tp上料机构1和opencell上料机构2上均设置有测高扫码组件21,测高扫码组件21包括测高器211和扫码器212,测高扫码组件21固定在驱动组件22上,驱动组件22用于驱动测高扫码组件21沿y轴方向或z轴方向移动,驱动组件22包括伺服电机和滚珠丝杆,当然的,在其他实施例中,还可以是其他类型及驱动方式的驱动组件。
36.等离子清洗工位上并排设置有tp等离子清洗机构3和opencell等离子清洗机构4,
分别用于对tp产品和opencell产品的表面进行等离子清洗。
37.点胶刮涂工位上设置有点胶刮涂机构5和设置在点胶刮涂机构5下方的刮涂平台6,点胶刮涂工位上还设置有ccd相机,点胶刮涂机构5包括驱动组件22、螺杆阀51和刮刀52,螺杆阀51和刮刀52均设置在驱动组件22上,且刮刀52位于螺杆阀51下方,驱动组件22 用于驱动螺杆阀51和刮刀52沿y轴或z轴移动,进而对刮涂平台6上的tp产品进行刮涂,刮刀52为倾斜角度可调节的一对,刮涂效率更高。
38.胶厚测量工位上设置有胶厚测量机构7,胶厚测量机构7包括测厚传感器,测厚传感器能够沿x轴方向、y轴方向、z轴方向来回移动,实现对tp产品胶厚的精准测量。
39.预抽真空工位上设置有预抽真空腔室8,预抽真空腔室8外接有一真空泵9。
40.uv固化工位上设置有uv固化光源10,uv固化光源10能够沿x轴方向、y轴方向、z轴方向进行来回移动。
41.位于opencell等离子清洗机构4和下腔贴合机构113之间的一侧的机台基座还设置有横向捞爪机构18,横向捞爪机构18具有一对能够沿y轴方向和z轴方向移动的捞爪吸盘191。
42.真空贴合工位上设置有真空贴合组件11,其包括上下依序设置的上腔贴合机构111、放料盘112和下腔贴合机构113,放料盘112用于放置tp产品,下腔贴合机构113用于放置 opencell产品,上腔贴合机构111和下腔贴合机构113闭合形成真空内腔,放料盘112位于真空内腔中,真空贴合工位的一侧设置有翻转机械叉手17,用于将刮涂后的tp产品翻转放入放料盘112;另一侧设置有纵向捞爪机构19(具体结构如图6所示),纵向捞爪机构19具有一对能够沿x轴方向和z轴方向移动的捞爪吸盘191,用于抓取横向捞爪机构18中的opencell 产品放入下腔贴合机构113,真空贴合工位上还设置有ccd相机,保证tp产品和opencell 产品在贴合时能够进行精准对位。
43.上述技术方案中,tp产品在tp上料机构1上料,tp上料机构1上的驱动组件22驱动测高扫码组件21沿y轴方向或z轴方向移动对tp产品进行测高扫码,之后经移动叉手吸附托起输送至tp等离子清洗机构3对tp产品的表面进行等离子清洗,清洗完成后,tp产品经移动叉手输送至进行ccd相机下方,进行位置校正,对位完成后将tp产品放置在刮涂平台6,刮涂平台6移动至点胶刮涂机构5下方位置,驱动组件22驱动螺杆阀51和刮刀52沿z轴方向上下移动调整与刮涂平台6之间的间距高度,驱动组件22驱动螺杆阀51和刮刀52沿y轴方向来回移动进而对刮涂平台6上的tp产品进行刮涂处理,刮涂完成后,机械叉手将tp产品拖起取出输送至胶厚测量工位上,测厚传感器沿x轴方向、y轴方向、z轴方向来回移动,对tp产品胶厚的精准测量,符合胶厚合格标准的tp产品经平移机械叉手16吸附托起输送至预抽真空腔室8进行预抽真空处理,达到去除气泡的目的,完成该步骤后再输送uv固化工位,在uv固化光源10沿x轴方向、y轴方向、z轴方向来回移动对tp产品进行均衡照射,激活胶水,使得胶水从稀薄变得粘稠,进而达到预固的目的,然后翻转机械叉手17将tp产品吸附托起翻转180
°
,使得点胶面位于tp产品的下方,然后在经ccd相机拍照对位后,翻转机械叉手17将tp产品放置在真空贴合工位的放料盘112;而opencell产品在opencell上料机构2上料,opencell上料机构2上的驱动组件22驱动测高扫码组件21沿y轴方向或z轴方向移动对opencell产品进行测高扫码,之后经移动叉手吸附托起输送至opencell等离子清洗机构4对opencell产品的表面进行等离子清洗,清洗完成后,由横向捞爪机构18抓取沿y轴方向输送至真空贴合工位
前方,再由纵向捞爪机构19抓取沿x轴方向输送至真空贴合工位的下腔贴合机构113,此时,上腔贴合机构111和下腔贴合机构113上下对位进行闭合形成真空内腔,放料盘112被夹紧在真空内腔,上腔贴合机构111和下腔贴合机构113相互压紧,tp产品和opencell产品贴合形成贴合产品,贴合产品由机械抓手20抓取输送至静置缓存装置12,进行静置缓存冷却,使得胶水能够静置流平,之后再输送至检料流水线13进行人工抽样检料,再输送进热固装置14进行加热至完全固化,热固完成后,机械抓手20将贴合产品抓取放置在下料流水线15上,就此完成tp产品和opencell产品贴合的整个工序流程。
44.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上对本实用新型做出的各种变化,均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1