一种瓦型产品交叉排列粘料机构的制作方法
1.本技术涉及一种交叉排列粘料机构,更具体地说它涉及一种瓦型产品交叉排列粘料机构。
背景技术:
2.瓦型产品本体是指工业上的以截面呈弧形设置的工件,可以是磁钢的、金属的等等,在工业生产制造过程中起着不可估量的作用。
3.瓦型产品本体有大有小,在搬运过程中存在不同的差异。现有的一种用于电子设备使用的瓦型产品本体,如图1所示,包括瓦型产品本体本体1,其横截面呈c字型设置。由于其体积小,在搬运过程中需要对若干瓦型产品本体进行粘接成一指定的组合体,而现有一般通过操作人员手动粘接。但是,操作人员手动粘接瓦型产品本体存在若干瓦型产品本体的组合体规格不一,表面平整度不够,且胶水容易沾满操作人员的手,影响加工效率,胶量过大增加加工成本。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种瓦型产品交叉排列粘料机构,其优点在于可对若干瓦型产品本体同一规格粘接且大大提高加工效率。
5.为实现上述目的,本实用新型提供了如下技术方案:一种瓦型产品交叉排列粘料机构,包括截面呈匚型的机架,所述机架上表面设置有与机架任一截面端面相通的滑移槽,所述机架上且位于滑移槽中间上端设置有用于压紧若干瓦型产品本体的压紧组件,所述滑移槽且位于开口处一端设置有沿滑移槽延伸方向移动且用于固定点胶管的推动组件,所述机架下方设置有用于将粘接在一起的若干瓦型产品本体从压紧组件处移动到远离滑移槽开口一端的移动组件,所述压紧组件上设置有点胶管,所述点胶管外接有点胶泵。
6.通过采用上述技术方案,当需要对若干瓦型产品本体进行粘接时,先将第一瓦型产品本体放置在压紧组件与推动组件之间的滑移槽上,接着启动推动组件,由推动组件将滑移槽上的第一瓦型产品本体推到压紧组件下方,且推动组件上的点胶管通过点胶泵将胶水涂在第一瓦型产品本体侧边,接着压紧组件将瓦型产品本体压紧在滑移槽上,推动组件回到初始位置,再将第二瓦型产品本体放置在滑移槽上,再由推动组件推动第二瓦型产品本体朝第一瓦型产品本体移动并最终抵紧粘接,点胶管将胶水涂在第二瓦型产品本体侧边,且压紧组件上移,推动组件将第二瓦型产品本体推动至压紧组件下方,再有压紧组件将第一瓦型产品本体与第二瓦型产品本体压紧在滑移槽上。依此类推将若干瓦型产品本体粘接在一起,且压紧组件脱离瓦型产品本体,再由移动组件将若干粘接在一起的瓦型产品本体移动到滑移槽远离起开口一端,从而方便粘接在一起的若干瓦型产品本体取出。
7.综上,上述通过将瓦型产品本体逐一放在滑移槽指定位置上,且通过压紧组件与推动组件的配合将若干瓦型产品本体粘接在一起,再通过移动组件将粘接在一起的若干瓦型产品本体移动到滑移槽末端,即可方便瓦型产品本体取出,从而达到可对若干瓦型产品
本体同一规格粘接且大大提高加工效率的目的。
8.本实用新型进一步设置为:所述压紧组件包括设置于滑移槽中间上端的压紧板、设置于压紧板上端且通过螺丝锁紧的支撑板以及设置于机架外侧壁且带动支撑板竖直运动的抵紧气缸。
9.通过采用上述技术方案,当需要通过压紧组件将瓦型产品本体压紧在滑移槽上时,抵紧气缸的活塞杆通过支撑板带动压紧板下移,使得压紧板抵紧瓦型产品本体。
10.本实用新型进一步设置为:所述推动组件包括设置于滑移槽上且用于推动瓦型产品本体的推动件、设置于机架上且活塞杆与推动件相连接的推动气缸以及通过螺丝固定在推动件上且用于固定点胶管的固定件。
11.通过采用上述技术方案,当需要推动组件推动瓦型产品本体时,可由推动气缸的活塞杆带动推动件朝瓦型产品本体移动,且点胶泵将胶水通过点胶管涂在瓦型产品本体侧边。
12.本实用新型进一步设置为:所述机架内侧壁设置有沿其截面方向延伸的导向滑轨、所述导向滑轨上滑移设置有与推动件相固定的导向滑移块。
13.通过采用上述技术方案,导向滑轨与导向滑移块的设置,可对推动件起到导向支撑作用,从而推动件运动更加平稳。
14.本实用新型进一步设置为:所述移动组件包括设置于滑移槽下方且截面呈l字形的推移件、竖直设置于推移件下方且用于抬升推移件的抬升气缸以及设置于抬升气缸下方且滑移块与抬升气缸相固定的无杆气缸,所述无杆气缸带动推移件沿滑移槽方向移动。
15.通过采用上述技术方案,当需要将若干粘接在一起的瓦型产品本体移动到滑移槽末端时,无杆气缸带动抬升气缸移动到若干瓦型产品本体下方,接着抬升气缸带动推移件将瓦型产品本体下表面抵住,且推移件的侧边抵住瓦型产品本体靠近推动组件一端的侧边,接着无杆气缸通过推移件带动瓦型产品本体移动到滑移槽末端,且抬升气缸带动推移件下移,即可完成工序。
16.本实用新型进一步设置为:所述推移件与抬升气缸的活塞杆之间设置有固定板,所述固定板上设置有沿滑移槽长度方向延伸的限位导轨,所述限位导轨上滑移设置有用于固定推移件的限位滑块,所述限位导轨两端均设置有挡块。
17.通过采用上述技术方案,推移件安装通过限位滑块滑移安装在限位滑轨上,可起到适当调节作用,从而方便若干瓦型产品本体粘接在一起时的移动。
18.本实用新型进一步设置为:所述滑移槽远离其开口的一端设置有用于检测瓦型产品本体是否存留在滑移槽上的红外感应器。
19.通过采用上述技术方案,红外感应器的设置,可随时检查滑移槽末端的瓦型产品本体是否已经取完。
20.综上所述,本实用新型具有以下优点:
21.1、通过将瓦型产品本体逐一放在滑移槽指定位置上,且通过压紧组件与推动组件的配合将若干瓦型产品本体粘接在一起,再通过移动组件将粘接在一起的若干瓦型产品本体移动到滑移槽末端,即可方便瓦型产品本体取出,从而达到可对若干瓦型产品本体同一规格粘接且大大提高加工效率的目的。
22.2、当需要通过压紧组件将瓦型产品本体压紧在滑移槽上时,抵紧气缸的活塞杆通
过支撑板带动压紧板下移,使得压紧板抵紧瓦型产品本体。
23.3、当需要将若干粘接在一起的瓦型产品本体移动到滑移槽末端时,无杆气缸带动抬升气缸移动到若干瓦型产品本体下方,接着抬升气缸带动推移件将瓦型产品本体下表面抵住,且推移件的侧边抵住瓦型产品本体靠近推动组件一端的侧边,接着无杆气缸通过推移件带动瓦型产品本体移动到滑移槽末端,且抬升气缸带动推移件下移,即可完成工序。
附图说明
24.图1是现有瓦型产品的整体结构示意图;
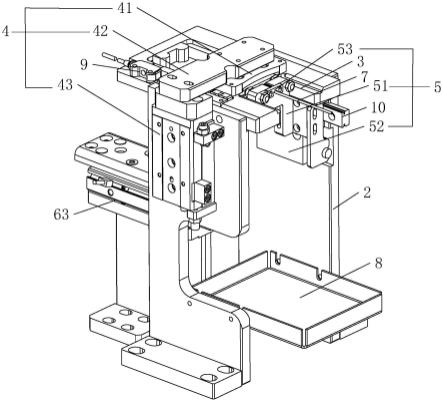
25.图2是本实施例的整体结构示意图;
26.图3是本实施例的剖视示意图。
27.附图标记说明:1、瓦型产品本体;2、机架;3、滑移槽;4、压紧组件;41、压紧板;42、支撑板;43、抵紧气缸;5、推动组件;51、推动件;52、推动气缸;53、固定件;6、移动组件;61、推移件;62、抬升气缸;63、无杆气缸;7、点胶管;8、盛接盘;9、红外感应器;10、导向滑轨;11、导向滑移块;12、固定板;13、限位导轨;14、限位滑块;15、挡块。
具体实施方式
28.以下结合附图对本实用新型作进一步详细说明。
29.一种瓦型产品交叉排列粘料机构,如图2、3所示,包括截面呈匚型的机架2,机架2上表面开设有与机架2任一截面端面相通的滑移槽3,机架2上且位于滑移槽3中间上端安装有用于压紧若干瓦型产品本体1的压紧组件4,滑移槽3且位于开口处一端安装有沿滑移槽3延伸方向移动且用于固定点胶管7的推动组件5,机架2下方安装有用于将粘接在一起的若干瓦型产品本体1从压紧组件4处移动到远离滑移槽3开口一端的移动组件6,压紧组件4上安装有点胶管7,点胶管7外接有点胶泵,机架2且位于压紧组件4与推动组件5之间的下方安装有用于盛接胶水的盛接盘8,滑移槽3远离其开口的一端安装有用于检测瓦型产品本体1是否存留在滑移槽3上的红外感应器9。
30.如图2、3所示,压紧组件4包括安装在滑移槽3中间上端的压紧板41、安装在压紧板41上端且通过螺丝锁紧的支撑板42以及安装在机架2外侧壁且带动支撑板42竖直运动的抵紧气缸43。当需要通过压紧组件4将瓦型产品本体1压紧在滑移槽3上时,抵紧气缸43的活塞杆通过支撑板42带动压紧板41下移,使得压紧板41抵紧瓦型产品本体1。
31.如图2、3所示,推动组件5包括安装在滑移槽3上且用于推动瓦型产品本体1的推动件51、安装在机架2上且活塞杆与推动件51相连接的推动气缸52以及通过螺丝固定在推动件51上且用于固定点胶管7的固定件53。当需要推动组件5推动瓦型产品本体1时,可由推动气缸52的活塞杆带动推动件51朝瓦型产品本体1移动,且点胶泵将胶水通过点胶管7涂在瓦型产品本体1侧边。
32.进一步的,机架2内侧壁安装有沿其截面方向延伸的导向滑轨10、导向滑轨10上滑移安装有与推动件51相固定的导向滑移块11,可对推动件51起到导向支撑作用,从而推动件51运动更加平稳。
33.如图2、3所示,移动组件6包括安装在滑移槽3下方且截面呈l字形的推移件61、竖直安装在推移件61下方且用于抬升推移件61的抬升气缸62以及安装在抬升气缸62下方且
滑移块与抬升气缸62相固定的无杆气缸63,无杆气缸63带动推移件61沿滑移槽3方向移动。当需要将若干粘接在一起的瓦型产品本体1移动到滑移槽3末端时,无杆气缸63带动抬升气缸62移动到若干瓦型产品本体1下方,接着抬升气缸62带动推移件61将瓦型产品本体1下表面抵住,且推移件61的侧边抵住瓦型产品本体1靠近推动组件5一端的侧边,接着无杆气缸63通过推移件61带动瓦型产品本体1移动到滑移槽3末端,且抬升气缸62带动推移件61下移,即可完成工序。
34.进一步的,推移件61与抬升气缸62的活塞杆之间安装有固定板12,固定板12上安装有沿滑移槽3长度方向延伸的限位导轨13,限位导轨13上滑移安装有用于固定推移件61的限位滑块14,限位导轨13两端均安装有挡块15。由推移件61安装通过限位滑块14滑移安装在限位滑轨上,可起到适当调节作用,从而方便若干瓦型产品本体1粘接在一起时的移动。
35.本实用新型的工作过程及有益效果如下:当需要对若干瓦型产品本体1进行粘接时,先将第一瓦型产品本体1放置在压紧组件4与推动组件5之间的滑移槽3上,接着启动推动组件5,由推动组件5将滑移槽3上的第一瓦型产品本体1推到压紧组件4下方,且推动组件5上的点胶管7通过点胶泵将胶水涂在第一瓦型产品本体1侧边,接着压紧组件4将瓦型产品本体1压紧在滑移槽3上,推动组件5回到初始位置,再将第二瓦型产品本体1放置在滑移槽3上,再由推动组件5推动第二瓦型产品本体1朝第一瓦型产品本体1移动并最终抵紧粘接,点胶管7将胶水涂在第二瓦型产品本体1侧边,且压紧组件4上移,推动组件5将第二瓦型产品本体1推动至压紧组件4下方,再有压紧组件4将第一瓦型产品本体1与第二瓦型产品本体1压紧在滑移槽3上。依此类推将若干瓦型产品本体1粘接在一起,且压紧组件4脱离瓦型产品本体1,再由移动组件6将若干粘接在一起的瓦型产品本体1移动到滑移槽3远离起开口一端,从而方便粘接在一起的若干瓦型产品本体1取出。
36.综上,上述通过将瓦型产品本体1逐一放在滑移槽3指定位置上,且通过压紧组件4与推动组件5的配合将若干瓦型产品本体1粘接在一起,再通过移动组件6将粘接在一起的若干瓦型产品本体1移动到滑移槽3末端,即可方便瓦型产品本体1取出,从而达到可对若干瓦型产品本体1同一规格粘接且大大提高加工效率的目的。
37.以上所述仅为本实用新型的较佳实施例,并不用于限制本实用新型,凡在本实用新型的设计构思之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1