力感测装置、包括这种力感测装置的车辆制动装置及其生产方法与流程
1.以下公开涉及力感测装置、包括力感测装置的车辆智能制动衬块及其生产工艺。
技术实现要素:
2.压电是响应于外部施加的机械应力而积聚在特定类型的固体材料内部的电荷。
3.压电材料包括石英、电气石和罗谢尔盐的纳米晶体,但是它们对外部请求的压电响应相对较小。
4.为了克服这个问题,合成了一些多晶铁电陶瓷,诸如钛酸钡(batio3)和锆钛酸铅(pzt),使得合成的陶瓷在施加机械应力后表现出更大的位移或引起更大的电压。
5.为了正确地使用这些合成的压电材料,进行极化程序。为此,施加几kv/mm的强电场以在先前未组织的陶瓷化合物中产生不对称性。电场引起自发极化的重新取向,同时,具有对极性场方向有利取向的域增长,而具有不利取向的域被抑制。在极化后,即使没有施加电场,大部分的重新取向也得以保持。
6.压电陶瓷化合物有几种不同的生产方式。制造技术可以基于喷雾干燥的颗粒材料的机械液压压制。在生产后,在高达大约1300℃的温度下烧结化合物。结果是具有高密度的固体陶瓷材料。随后,如上所述使压电材料极化,然后如果需要,可以锯开和加工非常硬的烧结陶瓷。这些压块有不同的形状,如圆盘、板、杆和圆柱体。制造过程的最后阶段包括电极的沉积。通过丝网印刷技术或pvd(溅射)将电极施加到压电陶瓷材料上,随后在800℃以上的温度下烘烤。
7.当前用于制造基于压电材料的力感测装置的生产技术包括生产压电材料的不同机械步骤、压电材料的形状和大小的随后加工,以及压电材料与电极的最终耦合。
8.因此,根据现有制造技术由压电材料制成的力感测装置价格昂贵并且需要较长的生产过程。
9.此外,现有的力感测装置可以精确地读取剪切应力或法向应力,但是不能以相同的精度读取两者。
10.这就是为什么现有的解决方案通常包括专用的剪切力检测装置和专用的法向力检测装置。
11.wo2019/171289公开了用于读取剪切力的交叉指型电极。
12.本公开的各种实施方案可以解决一个或多个上述问题或其他问题。
13.例如,根据本发明,单个力感测装置可以提供剪应力和法向应力两者的精确读数。
14.根据本公开的制造方法和对应装置的实施方案,可以测量剪切应力和法向应力两者的压电感测装置包括更少的部件,可以根据简化的组装过程来构建,并且最后但并不是最不重要的以降低的总成本来构建。
15.丝网印刷技术通常是一种快速且低成本的过程。压电元件的丝网印刷可以在制造带传感器的对象(例如车辆的智能制动衬块)的工业过程中实现稳健的设计并降低成本。
16.与目前市场上用于压电传感器的技术相比,丝网印刷减少了生产步骤,因为传感器本身可以直接在待设置传感器的对象上生产,并且还可以“原位”极化。也就是说,与其中使压电材料在传感器的制造过程期间或刚好在传感器的制造过程之后极化的制造方法相反,由于使本公开的压电材料极化所需的电压相对较低,因此本公开的压电材料可以在传感器已经被制造并安装到应用中之后被极化。因此,没有必要生产传感器,使其极化然后将其安装在对象上,而是将其直接集成在对象中。替代地,本公开的压电材料可以在传感器本身的制造过程中被极化。丝网印刷技术广泛应用于印刷电子设备领域,并且是制造各种电子装置的最有前途的技术之一。丝网印刷传感器的优点包括灵敏度、选择性、大规模生产的可能性和小型化。
17.丝网印刷技术包括在绝缘基板上沉积连续的特殊油墨或膏层。该膏通常基于具有金属分散体或石墨的聚合物粘合剂,并且还可以包含功能性材料,诸如辅因子、稳定剂和介体。
18.丝网印刷技术的优点在于可以在一个步骤中完成装置制造的所有阶段,即从电极到材料沉积。此外,所制造的装置的原位极化程序可以非常简单。
19.使用这种类型的技术制造的装置通常非常薄(h=10
÷
100μm),并且在几何形状或平面延伸上没有特别的限制。利用这些几何特性可以定义一些电极配置,以便控制场方向,目的是获得优先极化方向。
20.智能制动衬块是带传感器的传感制动衬块,该带传感器的传感制动衬块被配置成(例如,利用适当的软件和硬件系统架构以及一些算法)测量一个或多个参数,诸如制动衬块温度和/或包括在制动期间施加的法向力和剪切力的静态和动态量。
21.本公开的各种实施方案可以解决一个或多个上述问题,或者与当前生产技术相关的其他问题。
22.例如,一些实施方案包括提供力感测装置,所述力感测装置包括:
[0023]-压电材料片,所述压电材料片具有彼此平行的第一主面和第二主面,所述第一主面和所述第二主面标识剪切应力方向和与所述剪切应力方向正交的法向应力方向;
[0024]-位于所述第一主面上的至少第一交叉指型电极和第二交叉指型电极;
[0025]-位于所述第二主面上的至少第三交叉指型电极和第四交叉指型电极;
[0026]
其中所述第一交叉指型电极和所述第三电极是具有沿着所述法向应力方向对齐的指的法向应力读取电极;
[0027]
其中所述第二电极和所述第四电极是具有沿着所述法向方向对齐的指的剪切应力读取电极;
[0028]
其中所述压电材料沿着所述剪切应力方向包括面向所述第一电极和所述第三电极的所述指的第一部分,所述第一部分插入有面向所述第二电极和所述第四电极的所述指的第二部分,所述第一部分具有体电极化,其中矢量场主要定向为与所述法向应力方向对齐,所述第二部分具有体电极化,其中矢量场主要定向为横向于所述法向应力方向。
[0029]
在一个实施方案中,压电材料片由丝网印刷层制成。
[0030]
在一个实施方案中,第一电极、第二电极、第三电极和第四电极均由丝网印刷层制成。
[0031]
本发明还提供了一种车辆制动衬块,所述车辆制动衬块包括:
[0032]-支撑板;
[0033]-摩衬块;
[0034]-至少一个力感测装置;以及
[0035]-电路,所述电路被配置成从所述至少一个力感测装置收集信号;
[0036]
其中所述剪切力感测装置包括:
[0037]-压电材料片,所述压电材料片具有彼此平行的第一主面和第二主面,所述第一主面和所述第二主面标识剪切应力方向和与所述剪切应力方向正交的法向应力方向;
[0038]-位于所述第一主面上的至少第一交叉指型电极和第二交叉指型电极;
[0039]-位于所述第二主面上的至少第三交叉指型电极和第四交叉指型电极,
[0040]
其中所述第一电极和所述第三电极是具有沿着所述法向应力方向对齐的指的法向应力读取电极;
[0041]
其中所述第二电极和所述第四电极是具有沿着所述法向应力方向对齐的指的剪切应力读取电极;
[0042]
其中所述压电材料沿着所述剪切应力方向包括面向所述第一电极和所述第三电极的所述指的第一部分,所述第一部分插入有面向所述第二电极和所述第四电极的所述指的第二部分,所述第一部分具有体电极化,其中矢量场主要定向为与所述法向应力方向对齐,所述第二部分具有体电极化,其中矢量场主要定向为横向于所述法向应力方向。
[0043]
本公开还提供了力感测装置的生产工艺,所述生产工艺包括以下步骤(例如,在时间顺序上)中的一个或多个:
[0044]-丝网印刷至少第一交叉指型电极和第二交叉指型电极;
[0045]-将压电材料片丝网印刷在所述第一交叉指型电极和所述第二交叉指型电极上,所述压电材料片具有彼此平行的第一主面和第二主面,所述第一主面和所述第二主面标识剪切应力方向和与所述剪切应力方向正交的法向应力方向,所述第一主面施加在所述第一读取电极和所述第二读取电极上;
[0046]-将至少第三交叉指型电极和第四交叉指型电极丝网印刷在所述片的所述第二主面上,第三电极具有沿着所述法向应力方向对齐的指,并且所述第二电极和所述第四电极具有沿着所述法向方向对齐的指;
[0047]-通过选择性地向所述第一电极和所述第三电极或者分别向所述第二电极和所述第四电极提供极化功率,使所述压电材料片体极化。
[0048]
在一个实施方案中,在所述压电材料的体极化期间,所述第二电极和所述第四电极或者分别所述第一电极和所述第三电极保持在浮动电位处。
[0049]
在一个实施方案中,在所述压电材料的体极化期间,所述第二电极和所述第四电极或者分别所述第一电极和所述第三电极保持在固定且相等的电位处。
[0050]
本公开的实施方案另外地提供了一种车辆制动衬块的生产工艺,所述生产工艺包括以下步骤(例如,在时间顺序上)中的一个或多个:
[0051]-将电路施加在支撑板上;
[0052]-将至少第一交叉指型电极和第二交叉指型电极丝网印刷在所述电路上;
[0053]-将压电材料片丝网印刷在所述第一交叉指型电极和所述第二交叉指型电极上,所述压电材料片具有彼此平行的第一主面和第二主面,所述第一主面和所述第二主面标识
剪切应力方向和与所述剪切应力方向正交的法向应力方向,所述第一主面施加在所述第一读取电极和所述第二读取电极上;
[0054]-将至少第三交叉指型电极和第四交叉指型电极丝网印刷在所述片的所述第二主面上,所述第一电极和所述第三电极具有沿着所述法向应力方向对齐的指,并且所述第二电极和所述第四电极具有沿着所述法向方向对齐的指;
[0055]-将摩衬块施加在所述支撑板上;
[0056]-通过选择性地向所述第一电极和所述第三电极或者分别向所述第二电极和所述第四电极提供极化功率,使所述压电材料片体极化。
[0057]
这样,压电材料的体极化可以在原位进行,即在已经集成在待监测物品中的丝网印刷感测装置上进行。
附图说明
[0058]
各种实施方案是可能的,并且附图是为了说明的目的,并且不应该被解释为限制本公开的范围。
[0059]
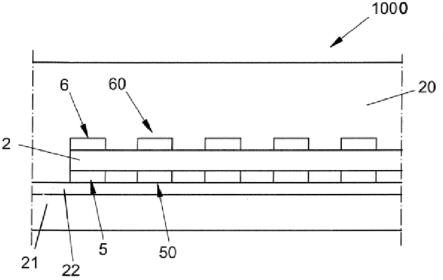
图1示意性地示出了车辆制动衬块的实施方案的一部分的竖直截面;
[0060]
图2示意性地示出了图1的车辆制动衬块的力传感器的交叉指型电极;并且
[0061]
图3示意性地示出了力感测装置的竖直截面。
具体实施方式
[0062]
以下详细描述参考附图,附图形成本文的一部分。
[0063]
在详细描述和图式中所描述的说明性实施方案并不有意作为限制性的。
[0064]
在不脱离本文呈现的主题的精神或范围的情况下,可以利用其他实施方案,并且可以作出其他改动。
[0065]
可以以各种不同的配置来布置、替代、组合和设计如本文中一般所描述且在图中示出的本公开的各方面,所有配置都被明确地考虑并构成本公开的一部分。
[0066]
现在参考图1至图3。
[0067]
力感测装置1包括具有彼此平行的第一主面3和第二主面4的压电材料片2,与其平行的被标识为剪切应力方向s并且与其正交的被标识为法向应力方向n。
[0068]
在压电材料片2的第一主面3上,第一交叉指型电极5和第二交叉指型电极50被定位成具有指5a、50a。
[0069]
压电材料片2的第一主面3是平坦的,使得第一电极5和第二电极50共面。
[0070]
在压电材料片2的第二主面4上,第三交叉指型电极6和第四交叉指型电极60被定位成具有指6a、60a。
[0071]
压电材料片2的第二主面4是平坦的,使得第三电极6和第四电极60共面。
[0072]
第一电极5和第三电极6具有沿法向应力方向n彼此对齐的指5a和6a。
[0073]
第二电极50和第四电极60依次具有沿法向应力方向n彼此对齐的指50a和60a。
[0074]
第一电极5和第三电极6的指优选地具有相同的宽度w,使得其同系物纵向边缘5a’、6a’和5a”、6a”沿法向应力方向n彼此精确对齐。
[0075]
第二电极50和第四电极60的指优选地具有相同的宽度,使得其同系物纵向边缘
50a’、60a’和50a”、60a”沿法向应力方向n彼此精确对齐。
[0076]
优选地,如图所示,第一电极5、第二电极6、第三电极50和第四电极60的指具有相同的宽度w。
[0077]
第一电极5和第三电极6的指优选地具有相同的长度l。
[0078]
第二电极50和第四电极60的指优选地具有相同的长度。
[0079]
优选地,如图所示,第一电极5、第二电极6、第三电极50和第四电极60的指具有相同的长度l。
[0080]
虽然根据某些实施方案,电极5、6、50、60中的某些电极可以具有相同的宽度、长度或两者,但是本公开允许压电材料上不同的电极几何形状和位置,其中电极布局和电极的电势可以不同。
[0081]
压电片2沿着剪切应力方向s包括面向第一电极5和第三电极6的指5a和6a的第一部分100,该第一部分插入有面向第二电极50和第四电极60的指50a和60a的第二部分101。
[0082]
第一部分100具有体电极化,其中矢量场e主要定向为与法向应力方向n对齐,而第二部分101具有体电极化,其中矢量场e主要定向为横向于法向应力方向n。
[0083]
在使用中,第一电极5和第三电极6是法向应力读取电极,而第二电极50和第四电极60是剪切应力读取电极。
[0084]
压电材料片2可以由丝网印刷层制成。压电材料可以包括合成的多晶铁电陶瓷材料,诸如钛酸钡(batio3)和锆钛酸铅(pzt)。本公开的压电材料不限于合成陶瓷,并且可以包括其他类型的铁电材料。在一些实施方案中,压电陶瓷材料的丝网印刷层可以具有在约200μm至300μm、100μm至200μm或10μm至100μm范围内的厚度。在一些实施方案中,压电陶瓷材料的丝网印刷层可以具有大于约300μm或小于约10μm的厚度。
[0085]
在一些实施方案中,电极5、6、50、60可以由金属材料(诸如银、金、铜、镍、钯)的丝网印刷层形成。在某些实施方案中,电极5、6、50、60可以由银墨或银膏形成。在一些实施方案中,电极5、6、50、60中的一个或多个可以部分或全部被保护材料覆盖,诸如绝缘层或陶瓷玻璃层,以使电极电绝缘和热绝缘并防止氧化。
[0086]
在一些实施方案中,电极5、6、50、60可以直接丝网印刷到基板(诸如绝缘基板)上。基板可以包含保护材料。
[0087]
每个电极5、50、6、60也可以由丝网印刷层制成,该丝网印刷层可以施加到压电材料片2。
[0088]
如图3所示,第一电极5的每个指5a可以在平行于剪切应力方向s的方向上被定位成与第一电极5的下一个指5a相距距离d,例如,如从每个指5a的中心到下一个指5a的中心所测量的。类似地,第三电极6的每个指6a可以沿着剪切应力方向s在平行于剪切应力方向s的方向上被定位成与第三电极6的下一个指6a相距距离d,例如,如从每个指6a的中心到下一个指6a的中心所测量的。在这种方式中,在第一电极5的指5a和第三电极6的指6a在法向应力方向n上对齐的情况下,第一部分100中的每一者可以类似地彼此间隔开距离d,该距离是从每个第一部分100的中心到下一个第一部分100所测量的。在一些实施方案中,距离d可以在压电材料2的厚度t的至少约3倍至约5倍的范围内。在一些实施方案中,距离d可以小于或等于压电材料2的厚度t的大约3倍。在一些实施方案中,距离d可以大于或等于压电材料2的厚度t的大约5倍。
[0089]
在诸如所示的实施方案的一些实施方式中,第二电极50的每个指50a在平行于剪切应力方向s的方向上位于第一电极5的指5a之间的大致中心的位置处。也就是说,第二电极50的每个指50a的中心可以在平行于剪切应力方向s的方向上基本上定位在第一电极5的指5a之间的中点处,使得距离d1、d2相等。类似地,第四电极60的每个指60a在平行于剪切应力方向s的方向上位于第三电极6的指6a之间的大致中心的位置处。也就是说,第四电极60的每个指60a的中心可以在平行于剪切应力方向s的方向上基本上定位在第三电极6的指6a之间的中点处,使得距离d1、d2相等。以这种方式,在第二电极50的指50a和第四电极60的指60a在法向应力方向n上对齐的情况下,第二部分101中的每一者可以类似地居中在第一部分100之间。也就是说,每个第二部分的中心可以基本上定位在第一部分100之间的中点处,使得距离d1、d2相等。
[0090]
在一些其他实施方案中,第二电极50和第四电极60的指50a和60a可以在平行于剪切应力方向s的方向上在第一电极5和第三电极6的指5a、6a之间偏心的位置处彼此相对定位,使得距离d1、d2不同。在此类实施方案中,第二部分101可以在平行于剪应力方向s的方向上在第一部分100之间偏心的位置处定位,使得距离d1、d2不同。
[0091]
如图所示,第二电极的指50a定位在远离第一电极5的指5a的距离d1、d2处。同样,第四电极60的指60a可以定位在远离第三电极6的指6a的距离d1、d2处。在第一电极5的指5a在法向应力方向n上与第三电极6的指6a对齐并且第二电极50的指50a在法向应力方向n上与第四电极60的指60a对齐的情况下,第二部分101可以类似地定位在远离第一部分100的距离d1、d2处。在一些实施方案中,距离d1、d2中的每一者至少等于或大于压电材料的厚度t的至少两倍。
[0092]
参考图1,力感测装置1可以被结合到车辆制动衬块1000中。
[0093]
力感测装置1可以在结合到车辆制动衬块1000中之后“原位”极化。
[0094]
制动衬块1000包括支撑板21、摩衬块20和电路22,该电路配备有力传感器1并且优选地但不是必须地配备有其他传感器(如未示出的温度传感器),用于实时检测与剪切力和法向力以及可能还有温度相关的信号。
[0095]
制动衬块1000可以包括一个或不止一个力传感器1和一个或多个温度传感器。
[0096]
温度传感器可以是热敏电阻,例如pt1000、pt200或pt100。
[0097]
电路22具有布置在用于收集来自所述制动衬块1000的信号的区中的电端子。
[0098]
支撑板21(优选但不是必须由金属制成)直接支撑电路22。
[0099]
摩衬块20应用于支撑板21的存在电路22的一侧上,电路22因此结合在支撑板21与摩衬块20之间。
[0100]
可以包括阻尼层,该阻尼层覆盖电路22并插入在摩衬块20与支撑板21之间。
[0101]
在一些实施方案中,制动衬块设置有传感器(压电陶瓷、压电、电容、压阻、应变仪或其他力或变形传感器),并且其主要由四个不同部分组成:背板(金属支撑)、背板上的感测层(电子电路、互连介质和集成的力和温度传感器)、阻尼层(或底层ul,作为可选层)和摩擦材料层(摩擦材料fm)。
[0102]
制动衬块可以包括有限数量的传感器,以便将电子装置的操作数量和功率预算限制为适用于车载应用的无线系统。
[0103]
在使用过程中,制动衬块能够传输电信号,该电信号与由于与被制动元件接触而
施加到所述制动元件上的制动力成比例,该制动元件是易于构造且易于使用的制动元件。
[0104]
力传感器1可以优选地具有至少0.2mm的厚度,并且由工作温度高于200℃的压电陶瓷材料制成。
[0105]
力传感器1允许测量由车辆系统施加到制动衬块的实际力。
[0106]
安装有传感器的电路22被适当地电绝缘。
[0107]
电路22具有适当形状的分支,以将传感器布置在支撑板21上的离散位置中。
[0108]
电路22可以是丝网印刷电路。
[0109]
如上所述,制动衬块1000设置有适当的传感器1,该传感器能够在工作条件下传输与由于与受到制动的元件接触而施加到制动元件上的力成比例的电信号。
[0110]
制动衬块1000应用于车辆车轮的刹车钳。
[0111]
特别地,每个刹车钳包括至少一个制动衬块1000,因此例如总共至少四个制动衬块在车辆上。
[0112]
力感测装置1的生产工艺在时间顺序上包括以下步骤:丝网印刷第一交叉指型电极5和第二交叉指型电极50,然后将压电片2丝网印刷在第一交叉指型电极5和第二交叉指型电极50上,其中第一主面3面向第一交叉指型电极5和第二交叉指型电极50,然后将第三交叉指型电极6和第四交叉指型电极60丝网印刷在压电片2的第二主面4上,然后通过向第一电极5和第三电极6选择性地提供极化功率来使压电片2体极化。由于电极5与电极6之间的电场,这使得部分100与法向应力方向对齐。这是否也会导致图3所示的6a与5a之间的倾斜电场矢量。
[0113]
在图3中,e代表电场,e
┴
代表电场矢量e垂直于剪应力方向s的分量,而e||代表电场矢量e平行于剪应力方向s的分量。
[0114]
有利地,在每对对齐的指50a、60a之间的每个部分101中,矢量e最切向于剪应力方向s,也就是说,电场矢量e的e||分量远大于电场矢量e的e
┴
分量。在若干实施方案中,e
┴
的大小基本上为零并且/或者e||分量的大小可以在比e
┴
分量的大小大至少约10倍至约100倍的范围内。在一些实施方案中,e||分量的大小可以比e
┴
分量的大小大至少大约100倍。在一些实施方案中,e||分量的大小可以小于或等于e
┴
分量的大小的约10倍。
[0115]
在图3中,符号“+”和
“‑”
表示在极化步骤中施加到第一电极5和第三电极6的电压极性。
[0116]
在压电片2的体极化期间,第二电极50和第四电极60优选地保持在浮动电位处。
[0117]
替代地,在压电片2的体极化期间,第二电极50和第四电极60可以保持在固定且相等的电位处。
[0118]
车辆制动衬块1000的生产工艺在时间顺序上包括将电路22施加在支撑板21上的步骤,然后将第一交叉指型电极5和第二交叉指型电极50丝网印刷在电路22上的步骤,然后将压电片2丝网印刷在第一交叉指型电极5和第二交叉指型电极50上的步骤,然后将第三交叉指型电极6和第四交叉指型电极60丝网印刷在压电片2的第二主面4上的步骤,然后将摩衬块20施加到支撑板21上的步骤,以及然后使压电片2体极化的步骤,如上所述。
[0119]
在读取阶段,所有四个电极5、6、50、60用于收集由压电材料2的变形产生的信号。
[0120]
更详细地,第一电极5和第三电极6充当法向应力读取电极,而第二电极50和第四电极60充当剪切应力读取电极。
[0121]
由压电片2的变形产生的信号可以作为通过电阻器测量的电压信号被收集在电读取电路中。
[0122]
为了获得法向应力信号,来自第一对读取电极5、6的电流通过将这些电极5和6中的一者连接到参考电位(地电位)并让电流通过连接第一对读取电极5、6的第一测量电阻器来收集。
[0123]
为了获得剪切应力信号,来自第二对读取电极对50、60的电流通过将这些电极50和60中的一者连接到参考电位(地电位)并让电流通过连接第二对读取电极50、60的第二测量电阻器来收集。
[0124]
现在清楚的是,第一对电极5、6和第二对电极50、60分别用于在读取阶段读取法向应力和剪切应力,而第一对电极5、6与第二对电极50、60之间只有一对电极用于使压电片2极化。
[0125]
如此构思的力感测装置、制动衬块及其生产工艺易于进行多种修改和变型,所有这些都落入本发明概念的范围内;此外,根据需要和现有技术水平,所有的细节和尺寸可以用其他技术上等同的细节和尺寸来代替。
[0126]
通常,使本公开的压电材料极化所需的电压可以比先前已知的制造方法低几个数量级。这可能是由于通过丝网印刷形成的压电材料的厚度相对较小。在一些实施方案中,在极化阶段期间施加到电极5、6的电压可以在剪切应力方向s上的约2kv/mm至约3kv/mm距离d之间。在一些实施方案中,在极化阶段期间施加到电极5和6的电压可以小于或等于大约1kv/mm,介于约1kv/mm与约2kv/mm之间,或者大于或等于约3kv/mm。施加到极化电极5和6以使压电材料极化的电压可以根据例如电极5、6、50、60的大小、几何形状和位置、压电材料的类型或厚度等而变化。
[0127]
使压电材料原位极化的能力与在传感器制造过程之前或期间使压电材料极化的制造方法形成对比。原位极化允许本公开的压电材料在传感器被制造并安装到应用中之后被极化。压电材料的原位极化是可能的,部分原因是丝网印刷的压电材料的厚度相对较小,其通常需要低电压来极化。因此,由应用提供的电源可能足以使传感器原位极化,或者换句话说,当传感器安装在应用中时。因此,与其他制造方法相反,本公开的压电传感器在压电材料何时可以被极化方面提供了灵活性。
[0128]
在某些实施方式中,本公开的压电材料可以在传感器本身的制造过程中被极化。例如,在极化电极(例如,电极5和6)被丝网印刷到压电材料片2上之后,压电材料可以立即被极化。
[0129]
在一些实施方案中,与其中压电材料在传感器的制造过程中被极化的制造方法相反,本公开的压电材料可以在已经被初始极化之后,在应用中安装时被重新极化。
[0130]
本发明还涉及智能制动衬块。智能制动衬块是带传感器的传感制动衬块,该带传感器的传感制动衬块被配置成(例如,利用适当的软件和硬件系统架构以及一些算法)测量一个或多个参数,诸如制动衬块温度和/或包括在制动期间施加的法向力和剪切力的静态和动态量。
[0131]
尽管在某些示例性实施方案的上下文中已经公开了某些感测装置、系统和制造方法,但是本领域技术人员将会理解,本公开的范围超出了具体公开的实施方案,延伸到其他替代实施方案和/或实施方案的使用及其某些修改和等同物。任何结构的使用明确地在本
发明的范围内。所公开实施方案的各种特征和方面可彼此组合或替代以便形成组件的不同模式。本公开的范围不应受本文中所描述的所公开的特定实施方案限制。
[0132]
在本公开中在单独实施方案的上下文中描述的某些特征还可以在单个实施方案中组合地实施。相反地,在单个实施方案的上下文中描述的各种特征还可以单独地在多个实施方案中实施或以任何合适的子组合形式实施。此外,尽管特征可以在上文描述为以某些组合起作用,但在一些状况下,来自所要求的组合的一个或多个特征可从所述组合切离,且所述组合可以被要求为任何子组合或任何子组合的变化。
[0133]
本文中所使用的定向术语,例如“顶部”、“底部”、“近侧”、“远侧”、“纵向”、“横向”和“末端”,在所说明的实施方案的上下文中使用。然而,本公开不应限于所示出的定向。实际上,其它定向是可能的且在本公开的范围内。关于如本文中所使用的圆形形状的术语,例如直径或半径,应理解为不需要完美的圆形结构,但实情为,应适用于具有可从边到边测量的横截面区的任何合适的结构。通常,关于形状的术语,例如“圆形”、“圆柱形”、“半圆形”或“半圆柱形”或任何相关或类似术语不需要严格地符合圆形或圆柱形或其它结构的数学定义,但可以涵盖为合理地密切近似的结构。
[0134]
除非确切地陈述是其它情况,或在所使用的上下文内另外理解,否则条件语言,例如“可以(can)”、“可以(could)”、“可能(might)”或“可能(may)”,大体上意图传达包括或不包括某些特征、元件和/或步骤的某些实施方案。因此,此类条件语言并非大体上意图暗示一个或多个实施方案以任何方式需要这些特征、元件和/或步骤。
[0135]
除非确切地陈述是其他情况,否则例如短语“x、y以及z中的至少一个”等连接性语言在所使用的上下文中一般另外理解为传达某一条目、项等可以是x、y或z中的任一个。因此,此类连接性语言并非大体上意图暗示某些实施方案需要x中的至少一个、y中的至少一个和z中的至少一个的存在。
[0136]
如本文中所使用的术语“大致”、“约”和“基本上”表示接近仍执行所要功能或实现所需结果的规定量的量。例如,在一些实施方案中,如上下文可指示,术语“大致”、“约”和“基本上”可指代在规定量的小于或等于10%内的量。如本文中所使用的术语“大体上”表示主要包括或趋向于特定值、量或特性的值、量或特性。作为一实例,在某些实施方案中,如上下文可指示,术语“大体上并行”可指与确切平行偏离小于或等于20度的某物。
[0137]
已经结合附图描述了一些实施方案。附图是按比例绘制的,但是这种比例不应被解释为限制性的,因为除了所示出的尺寸和比例之外的尺寸和比例也是可以预期的,并且在所公开的发明的范围之内。距离、角度等仅仅是说明性的,并不一定与所示装置的实际尺寸和布局有精确的关系。可添加、去除和/或重新布置各部件。此外,本文中的结合各种实施方案的任何特定特征、方面、方法、性质、特性、质量、属性、元件或类似者的公开内容可用于本文中阐述的所有其它实施方案。另外,将会认识到,本文所描述的任何方法都可以使用适用于执行所述步骤的任何装置来实践。
[0138]
已经公开了剪切力感测装置、系统和制造方法的各种说明性实施方案。尽管已经在那些实施方案的上下文中公开了装置、系统和方法,但是本公开内容超出了具体公开的实施方案,延伸到其他替代实施方案和/或实施方案的其他用途,以及其某些修改和等同物。本公开明确地设想了所公开的实施方案的各种特征和方面可以彼此组合或替换。因此,本公开的范围不应受到上述具体公开的实施方案的限制,而应仅由对所附权利要求及其等
同物的全部范围的合理解读来确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1