一种新能源汽车里程表用齿轮及其制备方法与流程
1.本发明涉及汽车配件技术领域,更具体地说,涉及一种新能源汽车里程表用齿轮及其制备方法。
背景技术:
2.汽车里程表齿轮是里程表内的联动机构,基本上每个装有里程表的汽车上均装设有该齿轮,其对于里程表的正常运行至关重要,而里程表的准确的运行对于判断汽车状态也是一项十分重要的参数。
3.申请公布号为cn101701831a的中国发明专利中公开了一种里程表主动齿轮及其制造方法,其背景技术部分内容纰漏“传统的里程表主动齿轮是由非金属材料组成”,而其方案则是将主动齿轮与差速器壳体设置成一体设置的金属结构,增加主动齿轮的强度和连接强度。
4.众所周知,由于齿轮之间采用啮合连接,在使用过程中难以避免的产生了损耗,而增强齿轮的强度以及连接强度,虽然能够增强齿轮的耐久度,但是在实际的使用过程中齿轮啮合产生的损耗会大大影响齿轮的使用寿命,而齿轮损耗过大时就需要更换整个齿轮,更换成本较大。
技术实现要素:
5.1.要解决的技术问题
6.针对现有技术中存在的问题,本发明的目的在于提供一种新能源汽车里程表用齿轮及其制备方法,其优点在于可降低里程表用齿轮之间的损耗,且降低了齿轮更换的成本。
7.2.技术方案
8.为解决上述问题,本发明采用如下的技术方案。
9.一种新能源汽车里程表用齿轮,包括内圈,用于过盈配合在对应的齿轮轴上;外圈,所述外圈可拆卸式的固定在所述内圈上;卡齿,所述卡齿环形分布在所述外圈的外圆周上,且所述卡齿为磁性部件,其中,两个相互匹配的齿轮上相朝向的两个所述卡齿磁极相同;其中,所述内圈上还设置有锁紧部件,所述锁紧部件可被所述齿轮轴挤压以锁紧所述外圈。
10.进一步的,所述内圈的内壁设置有第一键槽,所述齿轮轴通过第一凸起键卡在第一键槽内部实现与所述内圈的连接。
11.进一步的,所述内圈的表面设置有第二凸起键,所述外圈的内壁设置有与第二凸起键相匹配的第二键槽。
12.进一步的,所述第二凸起键上开设有通孔,所述通孔贯穿内圈并与第一键槽形成连通结构,所述锁紧部件过盈配合在通孔的内部。
13.进一步的,所述外圈的内部开设有与所述第二键槽相连通的锁紧孔,所述锁紧孔与锁紧部件相匹配。
14.进一步的,所述锁紧部件包括内部开设有空腔的安装座、顶杆、顶块和弹簧;其中,所述安装座设置于所述通孔的内部;所述顶杆的一端位于所述空腔的内部并与顶块相连接,所述顶杆的另一端延伸出所述空腔并可与所述锁紧孔插接,用于锁紧所述外圈;所述顶块的远离所述顶杆的一端延伸至所述第一键槽的内部,且所述顶块延伸至第一键槽的一端横截面形状为直角三角形;所述弹簧位于所述空腔的内部并套设于所述顶杆的内部。
15.本发明的第二目的在于提供一种新能源汽车里程表用齿轮的制备方法,包括以下重量百分比的原料组成:磁性材料30份、碳化钨30份、碳化钛30份、碳化钽30份、铝24份、铁40份、氧化钴18份、钼精矿15份、铜6份、锰9份、氧化铬9份、碳化铬4份、三氧化二锑4份、三氧化二硼3份、二氧化硫3份、氧化锆3份、二氧化硅3份,碳3份,所述高强度汽车里程表用齿轮的制备方法包括以下步骤:
16.s1,将碳化钨、碳化钛、碳化钽、铝、铁、氧化钴、钼精矿、铜、锰、氧化铬、碳化铬、三氧化二锑、三氧化二硼、二氧化硫、氧化锆、二氧化硅按配方量进行熔炼,得到熔融液,所述熔融液分作两份,其中一份熔融液中加入磁性材料,通备用;
17.s2,按照齿轮内圈和外圈的图纸尺寸要求分别设计制模,并备用;
18.s3,将步骤s1中制备得到的两份熔融液在高温环境中,加入孕育剂,静置30-60min,再将不添加磁性材料的熔融液浇筑至s2中制得的内圈的成型模具中,水冷至440-460℃,得到内圈的半成品,将添加磁性材料的熔融液浇筑至s2中制得的外圈的成型模具中,水冷至440-460℃,得到外圈的半成品;
19.s4,将半成品的内圈和外圈经正火、回火和退火处理,得到成品的内圈和外圈;
20.s5,使用数控机床加工出锁紧部件,将所述锁紧部件冲压至内圈上,最后将内圈和外圈进行组合,得到成品齿轮。
21.进一步的,所述磁性材料为铝镍钴系永磁合金、铁铬钴系永磁合金、永磁铁氧体、稀土永磁材料和复合永磁材料中的任意一种。
22.进一步的,所述熔融液孕育时温度维持1425-1550℃。
23.3.有益效果
24.相比于现有技术,本发明的优点在于:
25.(1)本方案采用延伸至第一键槽内部的顶块,在将齿轮与齿轮轴连接时,将齿轮轴冲压至内圈内部的过程中,齿轮轴会挤压顶块的斜边处,此时顶块向空腔内部缩进,避免影响齿轮轴的正常安装,同时顶块会挤压顶杆,使顶杆伸出空腔并插接在锁紧孔中,此时即可将外圈与内圈之间进行更好的固定,避免外圈与内圈脱离,配合第二凸起键以及第二键槽的共同限位,可使外圈与内圈的连接更加紧密;
26.(3)在齿轮出现较大损耗时,通过冲击设备将齿轮轴取出,此时在弹簧的挤压下,使顶块恢复至初始位置,而顶杆也脱离锁紧孔,此时使用冲击设备取下外圈,更换新的外圈即可,无需将整个齿轮报废;
27.(3)通过在材料中添加磁性材料,使外圈的卡齿具备良好的磁性,从而使两个齿轮能够借助斥力进行转动,齿轮传动无需接触,大大降低了齿轮直接接触啮合产生的损耗,另外采用碳化钨、碳化钛、碳化铬和碳化钽等组分能够大幅度提升合金强度,保证了卡齿的整体强度,降低卡齿崩断的可能,另外铝、锰、碳等在提升整体强度的同时也能够尽量除去有害杂质,有利于提升成品品质。
28.(4)采用磁性材料选用永磁材料,能够保证齿轮在转动时,两个相啮合的两个卡齿之间产生足够的斥力,保证了齿轮的正常运行。
附图说明
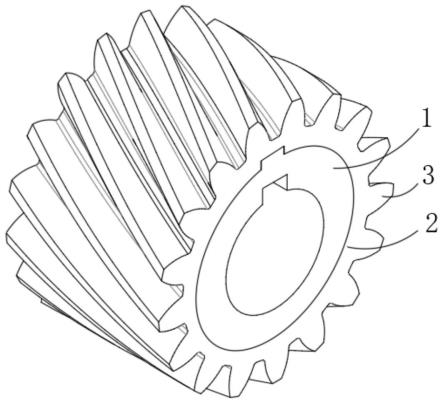
29.图1为本发明的结构示意图;
30.图2为本发明的爆炸图;
31.图3为本发明的剖视图;
32.图4为本发明图3中a处的放大图。
33.图中标号说明:
34.1、内圈;2、外圈;3、卡齿;4、锁紧部件;401、安装座;402、顶杆;403、顶块;404、弹簧;5、第一键槽;6、第二凸起键;7、第二键槽;8、通孔;9、锁紧孔。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.实施例1
37.请参阅图1-4,本发明实施例中,一种新能源汽车里程表用齿轮,包括:
38.内圈1,用于过盈配合在对应的齿轮轴上;
39.外圈2,外圈2可拆卸式的固定在内圈1上;
40.卡齿3,卡齿3环形分布在外圈2的外圆周上,且卡齿3为磁性部件,
41.其中,两个相互匹配的齿轮上相朝向的两个卡齿3磁极相同;
42.其中,内圈1上还设置有锁紧部件4,锁紧部件4可被齿轮轴挤压以锁紧外圈2。
43.参阅图2,内圈2的内壁设置有第一键槽5,齿轮轴通过第一凸起键卡在第一键槽5内部实现与内圈1的连接,通过第一凸起键卡在第一键槽5内部,使内圈与齿轮轴之间不易发生相对转动。
44.参阅图2,内圈1的表面设置有第二凸起键6,外圈2的内壁设置有与第二凸起键6相匹配的第二键槽7,通过第二凸起键6卡在第二键槽7内部,增强了内圈1和外圈2之间的紧密性,使二者之间不易发生相对转动。
45.参阅图3、图4,第二凸起键6上开设有通孔8,通孔8贯穿内圈1并与第一键槽5形成连通结构,锁紧部件4过盈配合在通孔8的内部。
46.参阅图4,外圈2的内部开设有与第二键槽7相连通的锁紧孔9,锁紧孔9与锁紧部件4相匹配,锁紧部件4通过与锁紧孔9配合,从而能够对外圈2进行限位,避免其从内圈1上脱落,增强了二者之间的稳定性。
47.参阅图3、图4,锁紧部件4包括内部开设有空腔的安装座401、顶杆402、顶块403和弹簧404;其中,安装座401设置于通孔8的内部;顶杆402的一端位于空腔的内部并与顶块403相连接,顶杆402的另一端延伸出空腔并可与锁紧孔9插接,用于锁紧外圈2;顶块403的远离顶杆402的一端延伸至第一键槽5的内部,且顶块403延伸至第一键槽5的一端横截面形
状为直角三角形;弹簧404位于空腔的内部并套设于顶杆402的内部,采用延伸至第一键槽5内部的顶块403,在将齿轮与齿轮轴连接时,将齿轮轴冲压至内圈1内部的过程中,齿轮轴会挤压顶块403的斜边处,此时顶块403向空腔内部缩进,避免影响齿轮轴的正常安装,同时顶块403会挤压顶杆402,使顶杆402伸出空腔并插接在锁紧孔9中,此时即可将外圈2与内圈1之间进行更好的固定,避免外圈2与内圈1脱离,配合第二凸起键6以及第二键槽7的共同限位,可使外圈2与内圈1的连接更加紧密,另外在齿轮出现较大损耗时,通过冲击设备将齿轮轴取出,此时在弹簧404的挤压下,使顶块403恢复至初始位置,而顶杆402也脱离锁紧孔9,此时使用冲击设备取下外圈2,更换新的外圈2即可,无需将整个齿轮报废。
48.实施例2
49.一种新能源汽车里程表用齿轮的制备方法,包括以下重量百分比的原料组成:磁性材料30份、碳化钨30份、碳化钛30份、碳化钽30份、铝24份、铁40份、氧化钴18份、钼精矿15份、铜6份、锰9份、氧化铬9份、碳化铬4份、三氧化二锑4份、三氧化二硼3份、二氧化硫3份、氧化锆3份、二氧化硅3份,碳3份,高强度汽车里程表用齿轮的制备方法包括以下步骤:
50.s1,将碳化钨、碳化钛、碳化钽、铝、铁、氧化钴、钼精矿、铜、锰、氧化铬、碳化铬、三氧化二锑、三氧化二硼、二氧化硫、氧化锆、二氧化硅按配方量进行熔炼,得到熔融液,熔融液分作两份,其中一份熔融液中加入磁性材料,通备用;
51.s2,按照齿轮内圈1和外圈2的图纸尺寸要求分别设计制模,并备用;
52.s3,将步骤s1中制备得到的两份熔融液在高温环境中,熔融液孕育时温度维持1425-1550℃,加入孕育剂,静置30-60min,再将不添加磁性材料的熔融液浇筑至s2中制得的内圈1的成型模具中,水冷至440-460℃,得到内圈1的半成品,将添加磁性材料的熔融液浇筑至s2中制得的外圈2的成型模具中,水冷至440-460℃,得到外圈2的半成品;
53.s4,将半成品的内圈1和外圈2经正火、回火和退火处理,得到成品的内圈1和外圈2;
54.s5,使用数控机床加工出锁紧部件4,将锁紧部件4冲压至内圈1上,最后将内圈1和外圈2进行组合,得到成品齿轮。
55.通过在材料中添加磁性材料,使外圈2的卡齿3具备良好的磁性,从而使两个齿轮能够借助斥力进行转动,大大降低了齿轮直接接触啮合产生的损耗,另外采用碳化钨、碳化钛、碳化铬和碳化钽等组分能够大幅度提升合金强度,保证了卡齿3的整体强度,降低卡齿3崩断的可能,另外铝、锰、碳等在提升整体强度的同时也能够尽量除去有害杂质,有利于提升成品品质。
56.磁性材料为铝镍钴系永磁合金、铁铬钴系永磁合金、永磁铁氧体、稀土永磁材料和复合永磁材料中的任意一种,以上材料均为永磁材料,本身磁性较好,能够保证齿轮在转动时,两个相啮合的两个卡齿3之间产生足够的斥力,保证了齿轮的正常运行。
57.本发明的工作原理是:在将齿轮与齿轮轴连接时,将齿轮轴冲压至内圈1内部的过程中,齿轮轴会挤压顶块403的斜边处,此时顶块403向空腔内部缩进,避免穷影响齿轮轴的正常安装,同时顶块403会挤压顶杆402,使顶杆402伸出空腔并插接在锁紧孔9中,此时即可将外圈2与内圈1之间进行更好的固定,避免外圈2与内圈1脱离,配合第二凸起键6以及第二键槽7的共同限位,可使外圈2与内圈1的连接更加紧密,另外在齿轮出现较大损耗时,通过冲击设备将齿轮轴取出,此时在弹簧404的挤压下,使顶块403恢复至初始位置,而顶杆402
也脱离锁紧孔9,此时使用冲击设备取下外圈2,更换新的外圈2即可,无需将整个齿轮报废。
58.另外通过在材料中添加磁性材料,使外圈2的卡齿3具备良好的磁性,从而使两个齿轮能够借助斥力进行转动,大大降低了齿轮直接接触啮合产生的损耗,另外采用碳化钨、碳化钛、碳化铬和碳化钽等组分能够大幅度提升合金强度,保证了卡齿3的整体强度,降低卡齿3崩断的可能,另外铝、锰、碳等在提升整体强度的同时也能够尽量除去有害杂质,有利于提升成品品质。
59.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1