一种大口径直埋供热管道安装机构及施工方法与流程
一种大口径直埋供热管道安装机构及施工方法
1.技术领域:本发明涉及一种管道焊接施工装置,特别涉及一种大口径直埋供热管道安装机构及施工方法,属于管道焊接技术领域。
2.
背景技术:
随着我国城市建设开发步伐的加快,城区新增建筑面积也在飞速增加,供热需求越来越大;在严格的环境保护要求下,为进一步控制工业和燃煤污染,北方各大城市竞相加大能源结构调整力度,加快清洁能源替代燃煤,逐步取缔关停城区内燃煤锅炉。
3.对于大口径管径供热直埋热水管道的敷设施工,当管道敷设完毕时,需要对相邻的管口进行对口操作,待对口操作完毕后,需要进行下一步的焊接施工,而当遇到管口较大的管道焊接施工时,对于管道上部进行焊接时,工作人员需要攀爬至管道上,再进行焊接施工;即使工作人员坐在管道正上方,所焊接的地方有限,由于管壁光滑,工作人员稍微侧一下身体,对下方缝隙进行焊接,就有可能出现滑落、坠地的情况发生 。
4.
技术实现要素:
本发明所要解决的技术问题是:克服现有技术的不足,提供一种大口径直埋供热管道安装机构及施工方法,避免施工时,工作人员从管道上滑落、坠落的情况发生,提高了施工效率,保证了施工质量。
5.本发明为解决技术问题所采取的技术方案是:一种大口径直埋供热管道安装机构,包括定位板组件,所述定位板组件至少为一个,且每个定位板组件分别由两个呈对称状分布的弧形板组成,所述弧形板的底部设置有底板,并在弧形板的两侧设置有手柄;所述弧形板的外壁上设置有至少一个支台,并在支台的外侧边上设置有限位条;所述定位板组件的一侧设置有侧部压紧组件,且侧部压紧组件由侧压板、竖板和位移套筒组成,所述位移套筒的顶部铰接有顶板,且顶板上插设有第三定位钎,并在第三定位钎的顶部设置有限位板;所述弧形板的顶部设置有定位环,并在管道两侧的定位环之间设置有绳子。
6.所述侧压板压设在底板上,并通过第一定位钎和螺母进行固定。
7.相邻的定位板组件之间设置有中间压板,所述中间压板的两端压设在两侧的底部上,并通过第一定位钎和相匹配的螺母进行固定;所述中间压板的中部设置有第二定位钎,且第二定位钎的顶部设置有限位板。
8.所述侧压板的外端垂直连接有竖板,并在竖板顶部的内侧设置有第一限位板,所述位移套筒呈下端开口、上端封闭状分布,且位移套筒的内侧面上挖设有矩形通孔,并在矩形通孔的下方设置有第二限位板;所述位移套筒的下端套设在竖板上,且第一限位板贯穿矩形通孔,并位于第二限位板的上方。
9.所述第二限位板的中部垂直设置有螺杆,且螺杆贯穿第一限位板,并在第一限位板上方、下方的螺杆上拧有相匹配的螺母;所述竖板的底部位于侧压板的下方,并与底板的底部并齐。
10.所述的一种大口径直埋供热管道安装机构的施工方法,包括如下步骤:
s1:根据管口焊接的数量以及管道敷设的列数,确定弧形板的数量,若管道敷设的列数为1,那么就不用准备中间压板,若管道敷设的列数为2或2以上,那么我们需要在相邻的定位板组件之间设置中间压板;s2:利用汽车吊或挖土机将直埋管道依次下放至管沟内,并进行管道的对口操作;管道对口完毕后,分别在需要焊接的位置处包裹电热毯,对管壁进行加热操作;s3:根据管道的外径,确定弧形板的弧度,弧形板的长度满足:弧形板顶部距离管道顶部中心位置存在间距;s4:分别在管道对接缝两侧的外壁上设置弧形板,并使弧形板的内壁与管道外壁紧贴,并在管道两侧的定位环之间设置有绳子;s5:当管道敷设列数为1,其步骤如下:、分别在每个弧形板的外侧设置侧部压紧组件,使侧压板压在对应的底板上,并将第一定位钎贯穿底板、侧压板,从而与地面固定,然后在侧压板上方的第一定位钎上拧相匹配的螺母,将底板、侧压板压紧;、根据管沟 的高度,使位移套筒沿着竖板上移动,直至顶板位于管沟外部的地面上;最后通过锤子击打第三定位钎将顶板与管沟外部的地面固定;
③
、调节第一限位板上方和下方的螺母,使第一限位板与螺杆固定;
④
、位移套筒外壁与管沟内壁尽量贴在一起,且缝隙不大于2cm,位移套筒沿着竖板上移时,顶板转至位移套筒的内侧位置处;
⑤
、在每个侧压板上放置配重物;s6:当管道敷设列数为2或2以上的列数,其步骤如下:、在相邻的管道之间的底板的上方设置中间压板,使中间压板的两端压在对应的底板上,并在底板与中间压板重叠的位置处插设第一定位钎,再利用锤子击打第一定位钎,直至第一定位钎与地面固定,最后再第一定位钎顶部通过螺纹连接螺母,使中间压板与底板压紧固定;
②
、再中间压板的中部插设第二定位钎,并通过锤子击打使第二定位钎与地面固定;
③
、在管道最外侧的底板上设置侧部压紧组件,其施工步骤与s5中的步骤一致;s7、待该机构安装完毕后,工作人员可以手握手柄,并踩在支台上,对管道对口缝隙进行焊接,焊接前需要将电热毯去除。
11.本发明的积极有益效果是:1、本发明通过再管道外部设置弧形板,并在弧形板上设置支台和手柄,便于工作人员沿着管壁外部进行攀爬,从而能够对管口对接处的中、上部进行焊接,保证了工作人员的人身安全,并提高了焊接质量。
12.2、本发明通过在相邻的弧形板之间设置中间压板,并在中间压板上设置第一定位钎和第二定位钎,这是由于管道敷设地面均为泥土,采用该种方式便于将该机构与地面固定,且节省材料。
13.3、本发明通过在弧形板一侧设置侧部压紧组件,便于与弧形板的外部进行压紧固
定,保证了施工的安全性和稳定性,使用方便,操作简单。
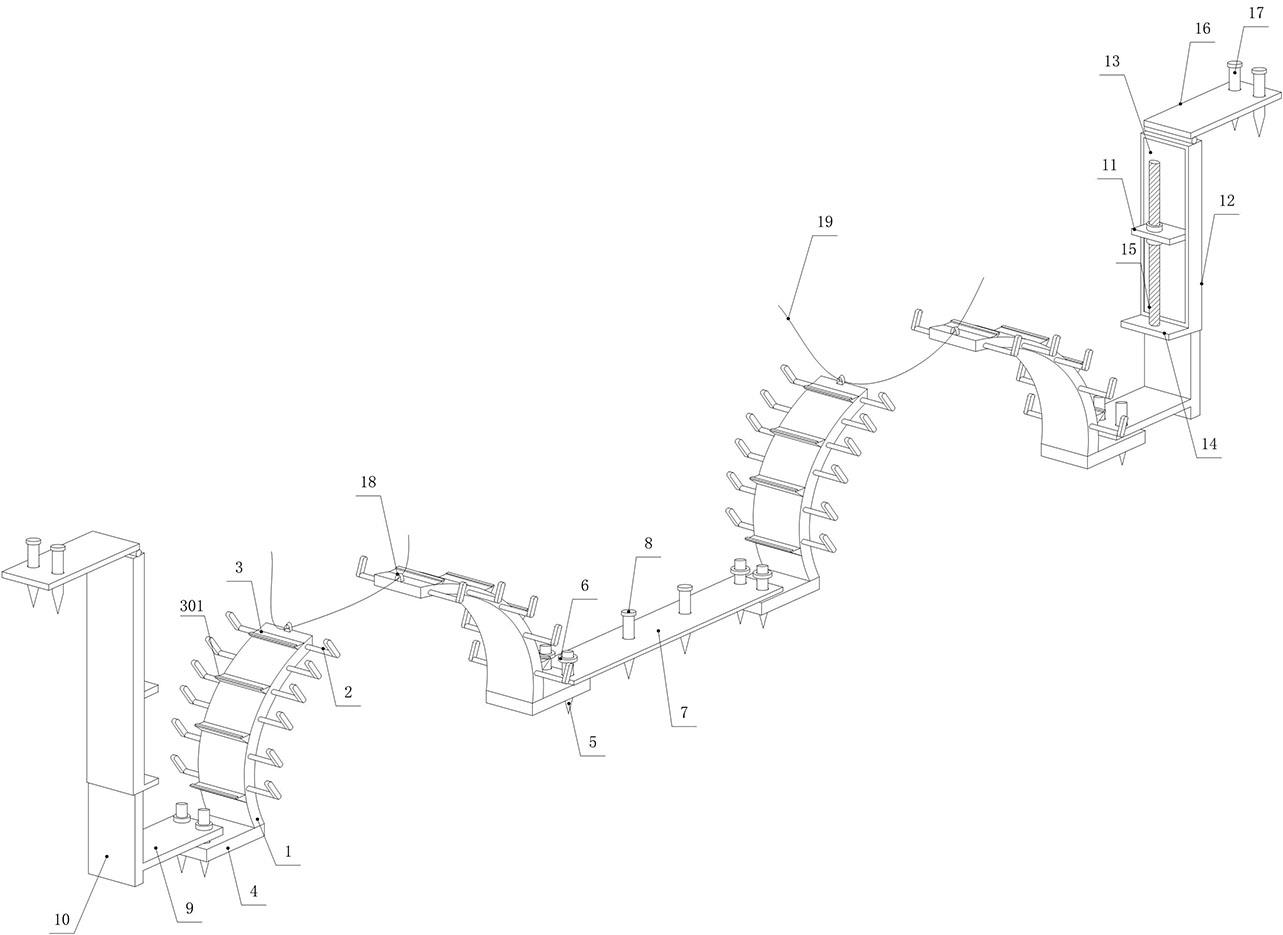
14.附图说明:图1为本发明的结构示意图;图2为本发明使用状态图;图3为本发明弧形板的局部结构示意图。
15.具体实施方式:下面结合附图对本发明作进一步的解释和说明:实施例1:参见图1-图3,一种大口径直埋供热管道安装机构,包括定位板组件,定位板组件至少为一个,且每个定位板组件分别由两个呈对称状分布的弧形板1组成,弧形板1的底部设置有底板4,并在弧形板1的两侧设置有手柄2;弧形板1的外壁上设置有至少一个支台3,并在支台3的外侧边上设置有限位条301;定位板组件的一侧设置有侧部压紧组件,且侧部压紧组件由侧压板9、竖板10和位移套筒12组成,位移套筒12的顶部铰接有顶板16,且顶板16上插设有第三定位钎17,并在第三定位钎17的顶部设置有限位板;弧形板1的顶部设置有定位环18,并在管道两侧的定位环18之间设置有绳子19。
16.侧压板9压设在底板4上,并通过第一定位钎5和螺母6进行固定。
17.相邻的定位板组件之间设置有中间压板7,中间压板7的两端压设在两侧的底部4上,并通过第一定位钎5和相匹配的螺母6进行固定;中间压板7的中部设置有第二定位钎8,且第二定位钎8的顶部设置有限位板。
18.侧压板9的外端垂直连接有竖板10,并在竖板10顶部的内侧设置有第一限位板11,位移套筒12呈下端开口、上端封闭状分布,且位移套筒12的内侧面上挖设有矩形通孔,并在矩形通孔的下方设置有第二限位板14;位移套筒12的下端套设在竖板10上,且第一限位板11贯穿矩形通孔,并位于第二限位板14的上方。
19.第二限位板14的中部垂直设置有螺杆15,且螺杆15贯穿第一限位板12,并在第一限位板12上方、下方的螺杆15上拧有相匹配的螺母;竖板10的底部位于侧压板9的下方,并与底板4的底部并齐。
20.上述描述中,弧形板的弧度与管道外径一致,中间压板之间的长度根据相邻管道之间的距离而定。
21.上述描述中,手柄呈l状分布,且弧形板两侧的手柄呈对称状分布。
22.上述描述中,竖板及位移套筒的总长度满足,当位移套筒沿着竖板移动至竖板中、上部时,顶板位于管沟外部的地面上,顶板的长度根据施工所需而定。
23.上述描述中,弧形板顶部位于管道顶部中间位置处的下方,每个管道两侧的弧形板之间通过绳子进行拉紧固定。
24.上述描述中当侧压板压在底板上时,竖板底部与底板底部并齐。
25.实施例2:上述的的一种大口径直埋供热管道安装机构的施工方法,包括如下步骤:s1:根据管口焊接的数量以及管道敷设的列数,确定弧形板1的数量,若管道敷设的列数为1,那么就不用准备中间压板7,若管道敷设的列数为2或2以上,那么我们需要在相邻的定位板组件之间设置中间压板7;s2:利用汽车吊或挖土机将直埋管道依次下放至管沟内,并进行管道的对口操作;管道对口完毕后,分别在需要焊接的位置处包裹电热毯,对管
壁进行加热操作;s3:根据管道的外径,确定弧形板1的弧度,弧形板1的长度满足:弧形板1顶部距离管道顶部中心位置存在间距;s4:分别在管道对接缝两侧的外壁上设置弧形板1,并使弧形板1的内壁与管道外壁紧贴,并在管道两侧的定位环18之间设置有绳子19;s5:当管道敷设列数为1,其步骤如下:、分别在每个弧形板1的外侧设置侧部压紧组件,使侧压板9压在对应的底板4上,并将第一定位钎5贯穿底板4、侧压板9,从而与地面固定,然后在侧压板9上方的第一定位钎5上拧相匹配的螺母,将底板4、侧压板9压紧;、根据管沟的高度,使位移套筒12沿着竖板10上移动,直至顶板16位于管沟外部的地面上;最后通过锤子击打第三定位钎17将顶板16与管沟外部的地面固定;
③
、调节第一限位板11上方和下方的螺母6,使第一限位板11与螺杆15固定;
④
、位移套筒12外壁与管沟内壁尽量贴在一起,且缝隙不大于2cm,位移套筒12沿着竖板10上移时,顶板16转至位移套筒12的内侧位置处;
⑤
、在每个侧压板9上放置配重物;s6:当管道敷设列数为2或2以上的列数,其步骤如下:、在相邻的管道之间的底板4的上方设置中间压板7,使中间压板7的两端压在对应的底板4上,并在底板4与中间压板7重叠的位置处插设第一定位钎5,再利用锤子击打第一定位钎5,直至第一定位钎5与地面固定,最后再第一定位钎5顶部通过螺纹连接螺母,使中间压板7与底板4压紧固定;
②
、在中间压板7的中部插设第二定位钎8,并通过锤子击打使第二定位钎8与地面固定;
③
、在管道最外侧的底板4上设置侧部压紧组件,其施工步骤与s5中的步骤一致;s7、待该机构安装完毕后,工作人员可以手握手柄2,并踩在支台3上,对管道对口缝隙进行焊接,焊接前需要将电热毯去除。
26.上述描述中,图1为管道敷设列数为2时,该机构的安装分布图;图2为管道敷设列数为1时,该机构的安装分布图。
27.上述描述中,第一定位钎、第二定位钎和第三定位钎的下端分别呈尖锥状分布,且钎子的长度根据实际情况而定。
28.上述描述中,当位移套筒沿着竖板移动时,螺杆可以贯穿第一限位板并进行移动。
29.上述描述中,安装该机构时,需要分别在侧压板与对应底板、中间压板与对应底板之间分别挖设有通孔,用来插设定位钎。
30.上述描述中,使用时,可以在管道对接缝的两侧分别安装定位板组件,也可以在管道对接缝的一侧安装定位板组件,当工作人员坐在管道最上端进行焊接时,脚部可以踩在手柄上或支台上,当需要对管道中部两侧的位置进行焊接时,此时由于管道外径较大,工作人员粘在地面又触碰不到,就可以站在支台上进行焊接。
31.本发明通过在管道两侧设置弧形板,解决了大口径直埋管道焊接难的问题,从而
保证了施工人员的人身安全;工作人员可以根据施工需求对不易触摸到的位置进行快速焊接,保证了焊接质量,提高了工作效率,易于推广。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1