一种螺丝紧固件的螺帽高强度制作工艺的制作方法
800℃。
15.进一步的,所述步骤s3中热处理温度为800-1000℃,热处理时间为0.5-1.5h,时效处理温度为100-150℃,时效处理时间为5-15h,回火温度为150-250℃,回火时间为4-6h。
16.进一步的,所述步骤s4中耐磨涂料包括以下重量份数的原料:乙酸纤维素5-16份,环氧酚醛树脂15-31份,三羟甲基丙烷三丙烯酸酯5-12份,氯化聚乙烯1-3.6份,正硅酸乙酯0.5-1.3份,双甲基丙烯酸乙二醇酯2-5份,二乙烯三胺20-35份,乙二胺12-25份,防老剂0.3-0.6份,二苯甲酮0.1-0.3份。
17.进一步的,所述耐磨涂料内还掺加有5-8份的颜料,颜料可以赋予耐磨涂层颜色,在实际使用过程中一旦螺纹区域出现磨损后,伴随着涂层的剥落会出现颜色上的差异,从而对用户进行预警。
18.进一步的,所述内涂筒包括外筒、转动底台以及内筒,所述外筒固定安装于转动底台上端,所述内筒转动安装于转动底台上端,且内筒位于外筒内侧并保持同心设置,所述内筒上端固定安装有充气管,所述充气管可拆卸连接有外部气源,所述内筒外端包裹有外胀囊,所述内筒上开设有多个均匀分布的充气孔,可以同时定位批量的螺帽,然后将耐磨涂料注入至螺帽和内筒之间,通过外部气源和充气管连接对内筒进行充气,伴随着外胀囊的膨胀,从而对耐磨涂料进行挤压使其充分接触并附着于螺纹上,另外通过转动底台迫使内筒发生旋转动作,不仅可以起到对细小毛刺的柔性打磨效果,同时可以检测涂料的附着效果。
19.进一步的,所述外胀囊包括多个与成品螺帽相匹配的单囊,且单囊与充气孔在高度上相互对应,单囊与螺帽相互对应更加具有针对性,从而提高耐磨涂料的附着效果。
20.进一步的,所述内筒外端还固定连接有多根均匀分布的离心坠,且离心坠位于外胀囊内侧,在加入离心坠后,可以通过控制转动底台的不同转速,在转速高时离心坠的离心力较大,从而对内侧螺纹区域的压力增强,不仅可以更好的挤压涂料,同时可以提高涂料在螺纹处的附着效果,在转速低时离心坠的离心力较小,从而降低对螺纹区域的压力,供涂料进行流动补充,在附着不佳的区域涂料会剥离,然后补充新的涂料进行附着,直至附着良好。
21.进一步的,所述离心坠包括弹性包裹层、铁磁内芯以及弹性线束,所述铁磁内芯镶嵌连接于弹性包裹层内侧,所述弹性线束连接于内筒和弹性包裹层之间,铁磁内芯一方面提高弹性包裹层处的重量来增强离心力作用,另一方面可以与磁吸片配合,可以在内筒的非转动状态下主动靠近螺纹区域进行挤压,弹性线束则可以在不同的离心力作用下发生不同的伸缩动作。
22.进一步的,所述外筒上开设有内嵌槽,所述内嵌槽内滑动安装有多片磁吸片,磁吸片可以主动吸附离心坠来对螺纹区域进行挤压,从而有助于提高对于涂料的附着效果,同时磁吸片可以主动取出来避免磁场干扰。
23.3.有益效果
24.相比于现有技术,本发明的优点在于:
25.(1)本方案可以实现在螺帽成型前,通过内涂筒对螺帽内侧的螺纹进行耐磨涂料的涂覆,一方面可以同时对多个螺帽进行定位,易于进行批量的涂覆处理,另一方面通过在内侧膨胀的方式对耐磨涂料进行挤压,促使涂料可以充分的与内侧螺纹进行接触附着,同时利用内涂筒的转动动作,不仅可以对内侧螺纹可能存在的细小毛刺进行打磨,还可以检
测涂料的附着强度,直至涂料完整的覆盖在螺纹上不会剥落,与现有的喷涂和浸涂方式相比,本发明可以提高在螺帽上耐磨涂料的涂覆效果,从而提升表面耐磨强度,并且在出现磨损时可以发现而采取措施,提高螺帽的使用安全性。
26.(2)本方案中耐磨涂料内还掺加有5-8份的颜料,颜料可以赋予耐磨涂层颜色,在实际使用过程中一旦螺纹区域出现磨损后,伴随着涂层的剥落会出现颜色上的差异,从而对用户进行预警。
27.(3)本方案中内涂筒包括外筒、转动底台以及内筒,外筒固定安装于转动底台上端,内筒转动安装于转动底台上端,且内筒位于外筒内侧并保持同心设置,内筒上端固定安装有充气管,充气管可拆卸连接有外部气源,内筒外端包裹有外胀囊,内筒上开设有多个均匀分布的充气孔,可以同时定位批量的螺帽,然后将耐磨涂料注入至螺帽和内筒之间,通过外部气源和充气管连接对内筒进行充气,伴随着外胀囊的膨胀,从而对耐磨涂料进行挤压使其充分接触并附着于螺纹上,另外通过转动底台迫使内筒发生旋转动作,不仅可以起到对细小毛刺的柔性打磨效果,同时可以检测涂料的附着效果。
28.(4)本方案中内筒外端还固定连接有多根均匀分布的离心坠,且离心坠位于外胀囊内侧,在加入离心坠后,可以通过控制转动底台的不同转速,在转速高时离心坠的离心力较大,从而对内侧螺纹区域的压力增强,不仅可以更好的挤压涂料,同时可以提高涂料在螺纹处的附着效果,在转速低时离心坠的离心力较小,从而降低对螺纹区域的压力,供涂料进行流动补充,在附着不佳的区域涂料会剥离,然后补充新的涂料进行附着,直至附着良好。
29.(5)本方案中离心坠包括弹性包裹层、铁磁内芯以及弹性线束,铁磁内芯镶嵌连接于弹性包裹层内侧,弹性线束连接于内筒和弹性包裹层之间,铁磁内芯一方面提高弹性包裹层处的重量来增强离心力作用,另一方面可以与磁吸片配合,可以在内筒的非转动状态下主动靠近螺纹区域进行挤压,弹性线束则可以在不同的离心力作用下发生不同的伸缩动作。
30.(6)本方案中外筒上开设有内嵌槽,内嵌槽内滑动安装有多片磁吸片,磁吸片可以主动吸附离心坠来对螺纹区域进行挤压,从而有助于提高对于涂料的附着效果,同时磁吸片可以主动取出来避免磁场干扰。
附图说明
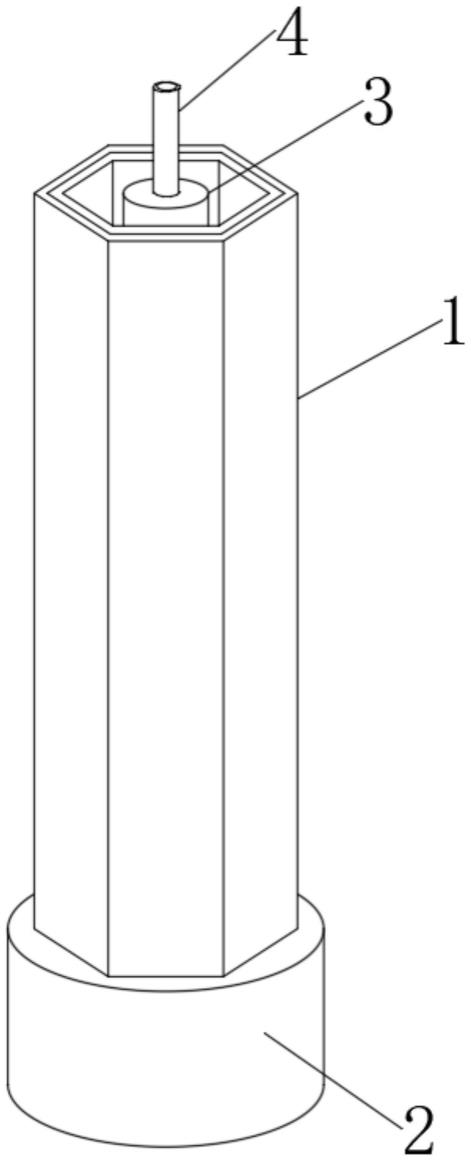
31.图1为本发明内涂筒的结构示意图;
32.图2为本发明内涂筒正常状态下的剖视图;
33.图3为本发明内涂筒充气状态下的剖视图;
34.图4为本发明内筒部分的剖视图;
35.图5为本发明离心坠的结构示意图;
36.图6为本发明螺帽正常状态下的结构示意图;
37.图7为本发明螺帽磨损状态下的结构示意图;
38.图8为本发明磁吸片部分的结构示意图。
39.图中标号说明:
40.1外筒、2转动底台、3内筒、4充气管、5外胀囊、51单囊、6充气孔、7磁吸片、8离心坠、81弹性包裹层、82铁磁内芯、83弹性线束。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
43.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
44.实施例1:
45.请参阅图1,一种螺丝紧固件的螺帽高强度制作工艺,包括以下步骤:
46.s1、取螺帽原料依次进行熔炼、浇铸、固溶处理并锻造成型得到螺帽坯体,然后依次进行淬火处理、回火处理以及退火处理;
47.s2、冷却后按照设计工艺尺寸依次进行锪倒角处理、去毛刺处理然后洗涤,接着按照设计工艺尺寸进行攻螺纹,最后得到成品螺帽;
48.s3、对成品螺帽依次进行热处理、时效处理、回火处理,然后依次进行酸洗和发黑处理;
49.s4、预先制备得到耐磨涂料,将成品螺帽塞入至内涂筒内,然后再注入耐磨涂料,利用内涂筒的自转动作将耐磨涂料涂覆至螺帽的内侧螺纹上;
50.s5、待耐磨涂层成型后对螺帽进行检测,检测合格后包装入库。
51.步骤s1中淬火温度为850-1000℃,淬火时间为4-6h,回火温度为500-650℃,回火时间为4-6h,冷却后进行球化退火处理,退火时间为3-5h,退火温度为700-800℃。
52.步骤s3中热处理温度为800-1000℃,热处理时间为0.5-1.5h,时效处理温度为100-150℃,时效处理时间为5-15h,回火温度为150-250℃,回火时间为4-6h。
53.步骤s4中耐磨涂料包括以下重量份数的原料:乙酸纤维素5-16份,环氧酚醛树脂15-31份,三羟甲基丙烷三丙烯酸酯5-12份,氯化聚乙烯1-3.6份,正硅酸乙酯0.5-1.3份,双甲基丙烯酸乙二醇酯2-5份,二乙烯三胺20-35份,乙二胺12-25份,防老剂0.3-0.6份,二苯甲酮0.1-0.3份。
54.请参阅图6-7,耐磨涂料内还掺加有5-8份的颜料,颜料可以赋予耐磨涂层颜色,在实际使用过程中一旦螺纹区域出现磨损后,伴随着涂层的剥落会出现颜色上的差异,从而对用户进行预警。
55.请参阅图2-3,内涂筒包括外筒1、转动底台2以及内筒3,外筒1固定安装于转动底台2上端,内筒3转动安装于转动底台2上端,且内筒3位于外筒1内侧并保持同心设置,内筒3
上端固定安装有充气管4,充气管4可拆卸连接有外部气源,内筒3外端包裹有外胀囊5,内筒3上开设有多个均匀分布的充气孔6,可以同时定位批量的螺帽,然后将耐磨涂料注入至螺帽和内筒3之间,通过外部气源和充气管4连接对内筒3进行充气,伴随着外胀囊5的膨胀,从而对耐磨涂料进行挤压使其充分接触并附着于螺纹上,另外通过转动底台2迫使内筒3发生旋转动作,不仅可以起到对细小毛刺的柔性打磨效果,同时可以检测涂料的附着效果。
56.请参阅图4,外胀囊5包括多个与成品螺帽相匹配的单囊51,且单囊51与充气孔6在高度上相互对应,单囊51与螺帽相互对应更加具有针对性,从而提高耐磨涂料的附着效果。
57.实施例2:
58.与实施例1中不同的是,请参阅图4,内筒3外端还固定连接有多根均匀分布的离心坠8,且离心坠8位于外胀囊5内侧,在加入离心坠8后,可以通过控制转动底台2的不同转速,在转速高时离心坠8的离心力较大,从而对内侧螺纹区域的压力增强,不仅可以更好的挤压涂料,同时可以提高涂料在螺纹处的附着效果,在转速低时离心坠8的离心力较小,从而降低对螺纹区域的压力,供涂料进行流动补充,在附着不佳的区域涂料会剥离,然后补充新的涂料进行附着,直至附着良好。
59.请参阅图5,离心坠8包括弹性包裹层81、铁磁内芯82以及弹性线束83,铁磁内芯82镶嵌连接于弹性包裹层81内侧,弹性线束83连接于内筒3和弹性包裹层81之间,铁磁内芯82一方面提高弹性包裹层81处的重量来增强离心力作用,另一方面可以与磁吸片7配合,可以在内筒3的非转动状态下主动靠近螺纹区域进行挤压,铁磁内芯82自身不具备磁性,在磁场中可以表现出磁性,弹性线束83则可以在不同的离心力作用下发生不同的伸缩动作。
60.请参阅图8,外筒1上开设有内嵌槽,内嵌槽内滑动安装有多片磁吸片7,磁吸片7可以主动吸附离心坠8来对螺纹区域进行挤压,从而有助于提高对于涂料的附着效果,同时磁吸片7可以主动取出来避免磁场干扰。
61.实施例3:
62.与实施例2中不同的是,可以取消单囊51中包含的离心坠8,并通过在耐磨涂料内加入纳米磁性粒子以及分散剂,在内筒3转动时,依靠纳米磁性粒子对于螺纹处的冲刷作用可以深化对于细小毛刺的打磨效果,此时磁吸片7是取出的,在打磨结束后,可以将磁吸片7装回对纳米磁性粒子进行吸附,从而使得涂料可以较为良好的附着在螺帽的内侧螺纹处。
63.该实施例效果更好,但是实施难度较大,技术人员应当根据实际情况自行选择合适的实施方式。
64.值得注意的是,本发明中的螺帽除却螺纹的其它区域可以采取不涂覆耐磨涂料的方式,或者采取现有方式中喷涂或浸涂的方式即可。
65.本发明可以实现在螺帽成型前,通过内涂筒对螺帽内侧的螺纹进行耐磨涂料的涂覆,一方面可以同时对多个螺帽进行定位,易于进行批量的涂覆处理,另一方面通过在内侧膨胀的方式对耐磨涂料进行挤压,促使涂料可以充分的与内侧螺纹进行接触附着,同时利用内涂筒的转动动作,不仅可以对内侧螺纹可能存在的细小毛刺进行打磨,还可以检测涂料的附着强度,直至涂料完整的覆盖在螺纹上不会剥落,与现有的喷涂和浸涂方式相比,本发明可以提高在螺帽上耐磨涂料的涂覆效果,从而提升表面耐磨强度,并且在出现磨损时可以发现而采取措施,提高螺帽的使用安全性。
66.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。
任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1