一种大直径污水压力管不锈钢薄壁内衬修复方法与流程
1.本发明涉及一种大直径污水压力管不锈钢薄壁内衬修复方法,涉及城市排水管道修复技术领域。
背景技术:
2.随着城镇化的发展,排水管道的建设逐年增加,城市地下官网的数量不断增加,一些既有管道开始面临寿命到期,以及负荷愈发沉重的排水压力。然而,我国在排水管道的日常维护方面有较大的提升空间,历史遗存问题多,造成我国排水管道腐蚀破坏、渗漏,严重的甚至造成管道变形、不均匀沉降等情况。这些破坏会造成管道功能部分丧失或者完全丧失,排水管道不能发挥应有的作用。而污水的跑、冒、漏,严重的甚至是阻断交通,雨水不能及时排除,给城市建设和人民的生活带来不便。城镇水管多处于城市繁华区段,采用传统开挖方式,会造成道路破坏、堵塞交通、妨碍商业活动的不良影响。因此,采用“非开挖”修复成为城镇排水管道修复的最佳选择。
3.我国现有的应用较为成熟的非开挖整体修复工艺主要包括现场固化内衬法、机械制螺旋管内衬法以及短管焊接内衬法等。现场固化内衬法是浸满热固性树脂的毡制软管利用注水翻转将其送入已清洗干净的被修管道中,通过热水加热使得树脂固化形成新管,该方法形成的新管结实耐用,耐腐蚀、耐磨损,缺点是工人水平要求高,施工成本高,需配合土体注浆;机械制螺旋管内衬法通过螺旋缠绕的方法在旧管道内部将带状型材通过压制卡口不断前进形成新管,该方法形成的新管内壁光滑,送水能力损失小,缺点是技术要求高,投入高,需配合土体注浆;短管焊接内衬修复技术,该技术将hdpe管插入原管道,利用原旧管道的刚性和强度为承力结构以及hdpe管耐腐蚀、耐磨损、耐渗透等特点,形成“管中管”复合结构,该方法管道整体性好,抗化学性能强,缺点是管道断面损失较大,需依托原管结构强度。
技术实现要素:
4.本发明的目的在于提供一种大直径污水压力管不锈钢薄壁内衬修复方法,可以有效补偿结构强度,同时施工设计的工艺灵活简单,材料、器具使用花费小,具有良好的适用性
5.为达到上述目的,本发明提供如下技术方案:一种大直径污水压力管不锈钢薄壁内衬修复方法,包括以下步骤:
6.s1、修复前准备:对管线进行定位并确认开挖点,设置安全标识并维护硬质围挡,对作业坑进行支护加固和防水处理,所述作业坑开设好后在四周设置围栏并设置警示标志;
7.s2、管道抽水和内部清洗;使用堵水气囊对待修复管道的上游和下游进行封堵,并抽掉管内谁,对所述待修复管道进行清洗;并对所述待修复管道内的管道环向空隙点和内部漏水点进行填堵措施,对所述待修复管道内的管道焊瘤和管道凸起进行磨平处理,并对
所述待修复管道内壁涂抹水泥砂浆并养护,清洗前后使用cctv成像检测,确定所述待修复管道内情况;
8.s3、不锈钢管坯生产:将不锈钢板原料按照所述待修复管道的直径焊接或裁减后进行卷板,并将卷板后的管坯运输至现场;
9.s4、布管:将所述步骤s3中管坯吊入所述作业坑中,使用运输小车将所述管坯送入所述待修复管道中,采用倒退顺序作业安装所述管坯,布管前对所述待修复管道表面的水泥浆面涂抹环氧砂浆树脂结构胶,使用专用胀管器撑圆,简易焊点将所述管坯与所述待修复管道紧贴;
10.s5、管内焊接:采用分阶段集中作业,完成100m以上布管后,集中进行纵向缝与环向缝焊接,对不锈钢焊缝进行酸洗钝化处理,焊接完成后统一检测。
11.进一步地,所述方法还包括步骤:不锈钢内衬端口处理和天窗恢复,在所述待修复管道端口处焊接不锈钢过渡板,将所述不锈钢管坯与所述不锈钢过渡板焊接,并将两端口天窗恢复原状,预留检修孔。
12.进一步地,所述待修复管道为混凝土管或铸铁管,所述端口处安装钢制承插盘,将所述不锈钢过渡板与所述钢制承插盘和不锈钢管坯焊接。
13.进一步地,所述方法还包括步骤s6,所述步骤s6为在修复后大直径污水压力管道靠近最高点处安装若干排气阀,在所述修复后大直径污水压力管道的两端安装排气阀。
14.进一步地,所述步骤s1中作业坑支护采用钢板桩满打。
15.进一步地,所述步骤s5中,在所述大直径污水压力管内均匀设置有不锈钢支撑环。
16.进一步地,相邻两个所述不锈钢支撑环之间间隔距离为6m。
17.进一步地,所述步骤s4中采用采用倒退顺序作业安装所述管坯时,相邻两个所述不锈钢管坯纵向焊缝错开的间距大于200mm。
18.进一步地,所述步骤s4中进行简易焊点将所述管坯与所述待修复管道紧贴时,每隔100mm点焊。
19.进一步地,所述步骤s4布管时,弯管处采用多环缝管内对拼焊接。
20.本发明的有益效果在于:本技术提供一种大直径污水压力管不锈钢薄壁内衬修复方法,采用薄壁不锈钢板作为内衬修复材料,新旧管结合紧密,整体性好,既满足结构强度要求又极大减少了管道截面的损失;且工程材料常规可靠,施工便捷成本低、技术简单、操作难度低且容易推广。在水泥浆与待修复管道表面间涂抹环氧树脂结构胶,增强新旧管道整体性,使得整个管道具有更高的结构强度,以适应地下土层环境和水流压力。对焊缝进行酸洗钝化处理,可以去除高温产生的氧化层,提高不锈钢焊缝防腐质量,延长使用寿命,且不锈钢材质厚度薄,内表面光滑,能减少送水管道管径损失,保证足够的污水输送能力。
21.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
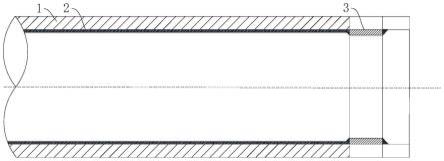
22.图1为本发明实施例一的待修复管道与不锈钢过渡板的连接示意图;
23.图2为本发明实施例一的待修复管道焊接示意图。
具体实施方式
24.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的机构或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
26.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
27.此外,下面所描述的本技术不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
28.请参见图1至图2,本实施例提供一种大直径污水压力管不锈钢薄壁内衬修复方法,包括依次进行的下列步骤:
29.(1)、修复前准备:对管线进行定位并确认开挖点,设置安全标识并维护硬质围挡,对作业坑进行支护加固和防水处理,作业坑开设好后在四周设置围栏并设置警示标志;
30.(2)、管道抽水和内部清洗;使用堵水气囊对待修复管道1的上游和下游进行封堵,并抽掉管内谁,对待修复管道1进行清洗;并对待修复管道1内的管道环向空隙点和内部漏水点进行填堵措施,对待修复管道1内的管道焊瘤和管道凸起进行磨平处理,并对待修复管道1内壁涂抹水泥砂浆并养护,清洗前后使用cctv成像检测,确定待修复管道1内情况;
31.(3)、不锈钢管坯2生产:将不锈钢板原料按照待修复管道1的直径焊接或裁减后进行卷板,并将卷板后的管坯2运输至现场;
32.(4)、布管:将步骤s3中管坯2吊入作业坑中,使用运输小车将管坯2送入待修复管道1中,采用倒退顺序作业安装管坯2,布管前对待修复管道1表面的水泥浆面涂抹环氧砂浆树脂结构胶,使用专用胀管器撑圆,简易焊点将管坯2与待修复管道1紧贴;
33.(5)、管内焊接:采用分阶段集中作业,完成100m以上布管后,集中进行纵向缝与环向缝焊接,对不锈钢焊缝21进行酸洗钝化处理,焊接完成后统一检测。
34.其中,步骤(1)中根据工作坑的位置对待修复的管道进行管道开口,开口宽为3.5米,管道开口后,使用排水泵排除管道内的积水,经有关部门同意后排入河道或雨水井。作业坑支护采用钢板桩满打。
35.详细的,步骤(2)通过开口位置进入管道内进行清管,使用机械与人工结合的方式对原管线进行清洗,特殊情况下可采高压水清洗,清楚管道内的凹凸物、污垢、泥沙,使管道内部清洁光滑。对原管道进行局部处理,对于管道环向空隙点、内壁漏水点采用填堵措施。对于旧管道焊瘤或者管道凸起,进行磨平过渡处理,并涂抹水泥砂浆,以使不锈钢内衬管与原管道之间不留空隙,以达到不锈钢内衬施工的要求。管道清洗和局部处理后,达到表面无
垢、基本平整即可,最后通风干燥处理。
36.接上述,在本实施例中步骤(3)中选用3mm厚sus316l不锈钢,根据被修管道内径尺寸,下料制作不锈钢内衬管。在管道外地面上将1.5m不锈钢板二接一焊接为一张3m板,通过卷扬机进行卷板处理,控制卷板直径在1.15m以内。
37.步骤(4)中把不锈钢管坯2卷好后运到现场,将管坯2吊入作业坑内,用电动运输小车将管坯2送入原管道内。安装过程采用倒退顺序作业,布管前对预装不锈钢管外侧部分水泥浆面涂抹一层环氧砂浆树脂结构胶,两段管纵向焊缝错开的间距宜大于200mm,宜在4点、8点钟位置。用专用胀管器把不锈钢管坯2撑圆,简易焊数使不锈钢管与原管道紧贴在一起,每隔100mm点焊。在弯头处采用多环缝管内对拼焊接,根据原管道的曲度完全紧贴原管道内壁。
38.步骤(5)采用分阶段集中作业的方式,施工时,从一端送不锈钢管坯2,另一端进行涨管焊接。在焊接已布好的不锈钢内衬管的同时,我们可以接着下一段的布管。为了增强内衬管道的抗负压能力和水锤效应,在大直径污水压力管内均匀设置有不锈钢支撑环,相邻两个不锈钢支撑环之间间隔距离为6m。
39.需要说明的是,修复方法还包括不锈钢内衬端口处理和天窗恢复,请参见图1,在待修复管道1端口处焊接不锈钢过渡板3,将不锈钢管坯2与不锈钢过渡板3焊接,并将两端口天窗恢复原状,预留检修孔。在本实施例中,在原管道上焊接一圈100mm宽5mm厚的不锈钢过渡板3,然后将3mm厚不锈钢内衬层焊接到5mm厚不锈钢板上,从而形成一个金属密闭的整体。当待修复管道1为混凝土管或铸铁管,需在端口安装钢质承插盘;待修复管道1为钢管时,直接焊接5mm厚不锈钢过渡板3即可。两端口天窗,用原来切割掉的部分焊接恢复原状,留600-800mm检修孔用于管内防腐。
40.方法还包括步骤(6),在修复后大直径污水压力管道靠近最高点处安装若干排气阀,在修复后大直径污水压力管道的两端安装排气阀。排气阀的选型和安装按照设计文件要求。当系统中产生负压,排气阀(或呼吸阀)腔中水面下降,排气口打开,由于此时外界大气压力比系统压力大,所以大气会通过排气口进入系统,防止负压的危害。安装排气阀(或呼吸阀)后,按照标准要求砌筑排气阀(或呼吸阀)井。
41.综上,本技术提供一种大直径污水压力管不锈钢薄壁内衬修复方法,采用薄壁不锈钢板作为内衬修复材料,新旧管结合紧密,整体性好,既满足结构强度要求又极大减少了管道截面的损失;且工程材料常规可靠,施工便捷成本低、技术简单、操作难度低且容易推广。在水泥浆与待修复管道表面间涂抹环氧树脂结构胶,增强新旧管道整体性,使得整个管道具有更高的结构强度,以适应地下土层环境和水流压力。对焊缝进行酸洗钝化处理,可以去除高温产生的氧化层,提高不锈钢焊缝防腐质量,延长使用寿命,且不锈钢材质厚度薄,内表面光滑,能减少送水管道管径损失,保证足够的污水输送能力。
42.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
43.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可做出若干变形和改进,这些都属于本发明的保护范
围。因此,本发明专利的保护范围以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1