一种钢衬聚四氟乙烯塔节设备及其制作方法与流程
一种钢衬聚四氟乙烯塔节设备及其制作方法
【技术领域】
1.本发明涉及带支管的塔节设备制作工艺的技术领域,特别是一种可在高温负压工况条件下使用的钢衬聚四氟乙烯塔节设备的制作工艺的技术领域。
背景技术:
2.聚四氟乙烯由于其极佳的防腐性能,钢衬聚四氟乙烯塔节设备被广泛应用于电厂、化工、医药等行业,由于其使用的环境比较恶劣,一般制品在温度小于120℃的负压条件下可以使用。一般采用板衬工艺进行衬里制作,在高温负压工况条件下使用时,由于工艺的局限,使用的板材厚度为3-5mm,聚四氟乙烯衬里层往往因吸扁或介质渗透而导致损坏,对使用厂家造成了极大的损失。
技术实现要素:
3.本发明的目的就是解决现有技术中钢衬聚四氟乙烯塔节设备在高温负压工况条件下易吸扁或渗透导致损坏等的问题,提出一种钢衬聚四氟乙烯塔节设备及其制作方法,采用等静压工艺、热熔焊接工艺制作塔节设备,所制作的塔节设备耐高温负压,可靠性强。
4.为实现上述目的,本发明提出了一种钢衬聚四氟乙烯塔节设备,包括钢件法兰、钢件筒体、聚四氟乙烯等压管、聚四氟乙烯支管、钢件支管和钢件支管法兰,所述钢件筒体两端焊接有钢件法兰,钢件筒体内壁面上配合有聚四氟乙烯等压管且聚四氟乙烯等压管两端外翻与钢件法兰相配合;所述聚四氟乙烯等压管左侧中部设有开口且开口处焊接有钢件支管,钢件支管左侧端部焊接有钢件支管法兰,钢件支管内壁面上配合有聚四氟乙烯支管且聚四氟乙烯支管两端外翻分别与钢件支管法兰、聚四氟乙烯等压管相配合。
5.作为优选,所述聚四氟乙烯等压管、聚四氟乙烯支管的厚度不小于10mm。
6.作为优选,所述钢件筒体右侧中间部位设有小孔且小孔外壁面上焊有铜管接头,铜管接头通过铜管连接真空泵。
7.本发明还提出了一种钢衬聚四氟乙烯塔节设备的制作方法,其特征在于:包括以下步骤:
8.步骤一:准备模具:根据聚四氟乙烯等压管的内径,加工支管压板,使支管压板一端的圆弧与聚四氟乙烯等压管的内径一致,同时根据钢件法兰、支管法兰配套钢圈、支管压盖;
9.步骤二:用卷扬机将聚四氟乙烯等压管拉入钢件筒体内,在两端钢件法兰的密封面上进行翻边,用第一螺栓螺母将钢圈与钢件法兰相连接,第一螺栓螺母应对称拧紧;
10.步骤三:在聚四氟乙烯等压管左侧中部开孔且开孔直径与钢件支管的内孔相一致;
11.步骤四:将聚四氟乙烯支管的一端进行翻边,且翻边面聚四氟乙烯等压管的内壁面相配合;
12.步骤五:将聚四氟乙烯支管插入钢件支管内,用第二螺栓螺母连接支管压板和支
管压盖,拧紧后使聚四氟乙烯支管紧贴在聚四氟乙烯等压管的内壁上;
13.步骤六:在钢件筒体右侧中间部位开设小孔且小孔的外壁焊接有用于抽真空的铜管接头;将装配好的工件放入烧结炉中,在铜管接头上连接铜管,铜管的另一端连接真空泵;关闭炉门后进行烧结,烧结炉的温度为375℃,保温时间根据聚四氟乙烯等压管的厚度进行调整;
14.步骤七:待保温时间达到设定时间后开始降温,同时开启真空泵,待温度降至100℃以下时间关闭真空泵,将铜管从铜管接头上拆除;
15.步骤八:冷却至室温后拆除钢圈、支管压盖及支管压板,然后对聚四氟乙烯支管的密封面进行翻边。
16.作为优选,所述聚四氟乙烯等压管、聚四氟乙烯支管经烧结后分别与钢件筒体、钢件支管的内孔过盈配合且过盈量为1
±
0.5mm。
17.作为优选,所述保温时间的数值与聚四氟乙烯等压管壁厚的一半的数值相等,保温时间的单位为小时。
18.本发明的有益效果:
19.本发明采用等静压工艺,作为防腐层的聚四氟乙烯密度高、抗渗透性能好,在进行烧结过程中已经过充分收缩,对于有支管的塔节设备,其衬里的支管与主管采用热熔焊接工艺进行融合,融合过程在四氟专用的烧结炉中进行,所有衬里层与钢件均采用过盈配合的方式,介质在升温的过程中,使聚四氟乙烯衬里层始终紧贴在钢件的内壁中,经高温负压测试,能够满足在温度260℃以下负压工况中的使用。
20.本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
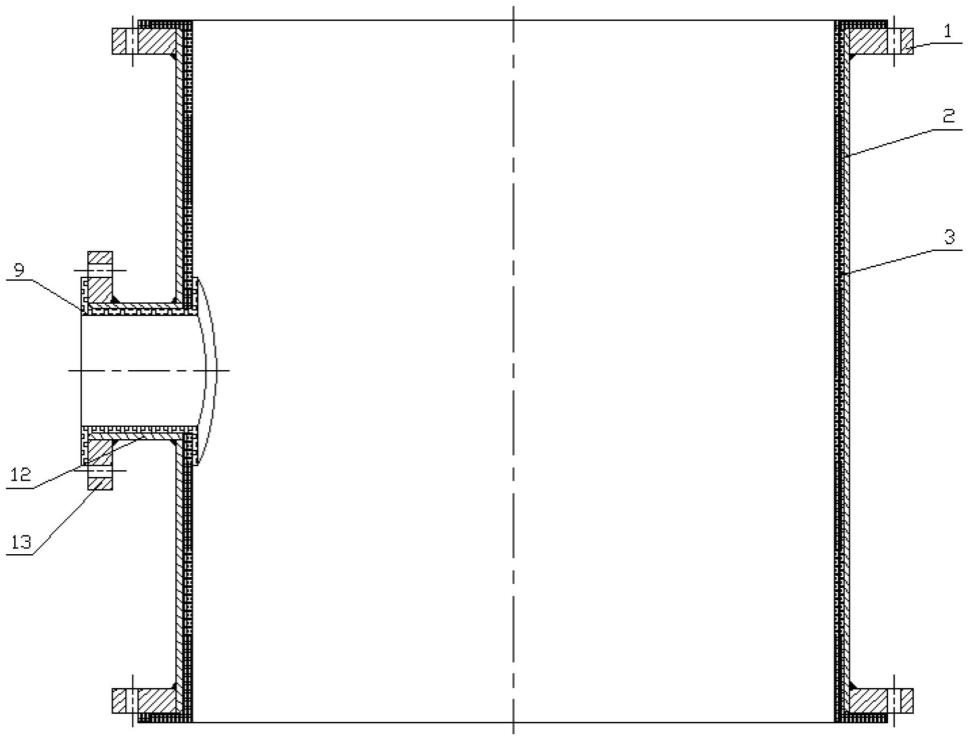
21.图1是本发明一种钢衬聚四氟乙烯塔节设备及其制作方法的产品结构图;
22.图2是本发明一种钢衬聚四氟乙烯塔节设备及其制作方法的支管热熔制作工艺的装配图。
23.图中:1-钢件法兰、2-钢件筒体、3-聚四氟乙烯等压管、4-铜管接头、5-铜管、6-第一螺栓螺母、7-钢圈、8-支管压板、9-聚四氟乙烯支管、10-支管压盖、11-第二螺栓螺母、12-钢件支管、13-钢件支管法兰。
【具体实施方式】
24.参阅图1、图2,本发明,包括钢件法兰1、钢件筒体2、聚四氟乙烯等压管3、聚四氟乙烯支管9、钢件支管12和钢件支管法兰13,所述钢件筒体2两端焊接有钢件法兰1,钢件筒体2内壁面上配合有聚四氟乙烯等压管3且聚四氟乙烯等压管3两端外翻与钢件法兰1相配合;所述聚四氟乙烯等压管3左侧中部设有开口且开口处焊接有钢件支管12,钢件支管12左侧端部焊接有钢件支管法兰13,钢件支管12内壁面上配合有聚四氟乙烯支管9且聚四氟乙烯支管9两端外翻分别与钢件支管法兰13、聚四氟乙烯等压管3相配合。
25.具体的,所述聚四氟乙烯等压管3、聚四氟乙烯支管9的厚度不小于10mm。
26.具体的,所述钢件筒体2右侧中间部位设有小孔且小孔外壁面上焊有铜管接头4,铜管接头4通过铜管5连接真空泵。
27.本发明还提出了一种钢衬聚四氟乙烯塔节设备的制作方法,包括以下步骤:
28.步骤一:准备模具:根据聚四氟乙烯等压管3的内径,加工支管压板8,使支管压板8一端的圆弧与聚四氟乙烯等压管3的内径一致,同时根据钢件法兰1、支管法兰13配套钢圈7、支管压盖10;
29.步骤二:用卷扬机将聚四氟乙烯等压管3拉入钢件筒体2内,在两端钢件法兰1的密封面上进行翻边,用第一螺栓螺母6将钢圈7与钢件法兰1相连接,第一螺栓螺母6应对称拧紧;
30.步骤三:在聚四氟乙烯等压管3左侧中部开孔且开孔直径与钢件支管12的内孔相一致;
31.步骤四:将聚四氟乙烯支管9的一端进行翻边,且翻边面聚四氟乙烯等压管3的内壁面相配合;
32.步骤五:将聚四氟乙烯支管9插入钢件支管12内,用第二螺栓螺母11连接支管压板8和支管压盖10,拧紧后使聚四氟乙烯支管9紧贴在聚四氟乙烯等压管3的内壁上;
33.步骤六:在钢件筒体2右侧中间部位开设小孔且小孔的外壁焊接有用于抽真空的铜管接头4;将装配好的工件放入烧结炉中,在铜管接头4上连接铜管5,铜管5的另一端连接真空泵;关闭炉门后进行烧结,烧结炉的温度为375℃,保温时间根据聚四氟乙烯等压管3的厚度进行调整;
34.步骤七:待保温时间达到设定时间后开始降温,同时开启真空泵,待温度降至100℃以下时间关闭真空泵,将铜管5从铜管接头4上拆除;
35.步骤八:冷却至室温后拆除钢圈7、支管压盖10及支管压板8,然后对聚四氟乙烯支管9的密封面进行翻边。
36.具体的,所述聚四氟乙烯等压管3、聚四氟乙烯支管9经烧结后分别与钢件筒体2、钢件支管12的内孔过盈配合且过盈量为1
±
0.5mm。
37.具体的,所述保温时间的数值与聚四氟乙烯等压管3壁厚的一半的数值相等,保温时间的单位为小时。
38.本发明工作过程:
39.本发明一种钢衬聚四氟乙烯塔节设备及其制作方法在工作过程中,结合附图进行说明。
40.实施例:dn850
×
80(筒体内径φ870,内衬四氟管φ871
×
15,支管内径φ80,内衬四氟管φ80
×
5)钢衬聚四氟乙烯塔节设备的制作工艺包括以下几个操作步骤:
41.a.根据聚四氟乙烯等压管3的内径φ841,设计支管压板8,其一端的圆弧为φ841,同时根据法兰配套钢圈7、支管压盖10等模具;
42.b.将规格为φ871
×
15的聚四氟乙烯等压管3拉入钢件筒体2内,在两端钢件法兰1的密封面上进行翻边,用第一螺栓螺母6将钢圈7与钢件法兰1相连接,第一螺栓螺母6应对称拧紧;
43.c.在钢件筒体2的钢件支管12的部位对聚四氟乙烯等压管3的聚四氟乙烯支管9部位进行开孔,开孔直径与钢件支管12的内孔相一致,尺寸为φ80;
44.d.用支管压板8对规格为φ80
×
5的聚四氟乙烯支管9的一端进行翻边,成型后的曲率为φ841;
45.e.将聚四氟乙烯支管9从聚四氟乙烯等压管3的内部向外插入钢件支管12内,使两者的弧度吻合,用第二螺栓螺母11连接支管压板8和支管压盖10,拧紧后使聚四氟乙烯支管9紧贴在聚四氟乙烯等压管3的内壁上;
46.f.将装配好的工件放入烧结炉中,铜管5的一端连接在铜管接头4上,另一端连接真空泵。关闭炉门后进行烧结,烧结炉的温度为375℃,保温时间为7.5小时;
47.g.待保温时间达到设定时间后开始降温,同时开启真空泵,待温度降至100℃以下时间关闭真空泵,将铜管5从铜管接头4上拆除;
48.h.冷却至室温后拆除钢圈7、支管压盖10及支管压板8,然后对聚四氟乙烯支管9的密封面进行翻边。
49.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1