汽车部件紧固用带法兰防松动螺栓、成型设备及加工方法与流程
1.本发明涉及螺栓相关技术领域,具体是汽车部件紧固用带法兰防松动螺栓、成型设备及加工方法。
背景技术:
2.紧固件是连接用基础机械零部件,具有施工简单、受力性能好、可拆换、耐疲劳、以及在动力荷载作用下不致松动等优点,广泛应用于机械、电力、汽车、建筑、铁路、桥梁、轮船、消防供水系统、通信系统等行业,用于重要机械的连接,紧固件也是安全件。法兰面螺栓是螺栓连接副的,广泛应用于桥梁建设、工业与民用建筑、起重机等重型机械、高端汽车发动机等。
3.法兰面螺栓在汽车行业中对其防松动的要求很高,主要是为了确保行车的安全性,传统的螺栓其防滑齿大多设置在法兰台的台面上,且法兰台与螺柱和六角螺头一体设置,在拧紧过程中法兰台上的防滑齿与固定面之间若想起到一定的防滑效果,容易在固定面上形成环形磨损面,此时仅可通过防滑齿与固定面的接触压紧力实现防滑,但若磨损面磨损范围较大,防松动效果将不太明显,起不到较好的防松动作用。
技术实现要素:
4.本发明的目的在于提供汽车部件紧固用带法兰防松动螺栓、成型设备及加工方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:汽车部件紧固用带法兰防松动螺栓,包括:一体成型的第一栓头及栓杆,所述第一栓头上形成有柱形槽,且所述第一栓头朝向所述栓杆的一侧形成有环形槽;所述栓头接近所述第一栓头的一端套设有环形件,所述环形件上沿径方向平均设置有多个楔形块,所述环形件与安装在所述第一栓头上的挤压驱动件连接。
6.如上所述的汽车部件紧固用带法兰防松动螺栓:所述挤压驱动件包括插放于所述柱形槽内且与所述柱形槽内壁转动连接的调节螺杆,所述调节螺杆与连接所述环形件的多个滑动块螺纹连接,所述滑动块滑动于所述第一栓头上形成的限位滑槽内;所述调节螺杆远离所述第一栓头的一端还设置有第二栓头。
7.汽车部件紧固用带法兰防松动螺栓成型设备,用于加工汽车部件紧固用带法兰防松动螺栓,包括:工作台及转动安装在所述工作台上的转动输送装置,所述转动输送装置的侧端形成有四个工作位,四个所述工作位上分别设置有上料机构、检测机构、攻丝机构及下料机构。
8.如上所述的汽车部件紧固用带法兰防松动螺栓:所述转动输送装置包括:支撑组件,转动安装于所述工作台上且与安装在所述工作台上的转动驱动件连接;
四组加持机构,沿周向平均转动在所述支撑组件上,包括承接筒、多个夹紧块及挡板组件,所述承接筒上形成有放置槽,多个所述夹紧块与安装在所述承接筒上的夹持驱动件连接,所述挡板组件转动安装于所述承接筒上且连接所述夹持驱动件,所述夹持驱动件驱动多个所述夹紧块聚拢或扩散时,所述挡板组件相对放置螺栓后的放置槽遮挡或敞开;角度驱动件,连接所述支撑组件及所述承接筒,用于改变所述承接筒的放置角度。
9.如上所述的汽车部件紧固用带法兰防松动螺栓:所述支撑组件包括转动安装在所述工作台上且与所述转动驱动件连接的转台,所述转台远离所述工作台的一侧设置有承接台;所述承接筒通过与之固定的连接架与所述承接台转动连接。
10.如上所述的汽车部件紧固用带法兰防松动螺栓:所述挡板组件包括两个相对设置的弧形挡板,所述弧形挡板上设置有连接杆,所述连接杆与转动安装在所述承接筒侧端的第一齿轮连接。
11.如上所述的汽车部件紧固用带法兰防松动螺栓:所述夹持驱动件包括:驱动环,转动安装在所述承接筒上,所述驱动环朝向所述夹紧块的一侧形成有涡状凸起,所述涡状凸起与形成于所述夹紧块上的涡状槽适配;第三电机,安装在所述承接筒上且其输出轴上设置有第二齿轮,所述第二齿轮与固定在所述驱动环上的环形齿轮啮合;还包括开合驱动单元,所述开合驱动单元连接所述第二齿轮的转轴及两个所述第一齿轮。
12.如上所述的汽车部件紧固用带法兰防松动螺栓:所述开合驱动单元包括:螺纹套筒,贯穿所述连接架上形成的限位通槽,且能够相对所述连接架滑动;双边齿条板,套设于固定在所述承接筒侧端的至少两个第二导向杆上,且能够相对所述第二导向杆的轴向滑动,所述双边齿条板与两个所述第一齿轮啮合;活动杆,一端与所述双边齿条板铰接,另一端与所述螺纹套筒铰接;螺纹杆,一端与所述第二齿轮的转轴连接,另一端插放于所述螺纹套筒内且与所述螺纹套筒螺纹连接。
13.如上所述的汽车部件紧固用带法兰防松动螺栓:所述攻丝机构包括:支撑架,垂直固定在所述工作台上;横梁架,滑动安装在所述支撑架上且与所述支撑架垂直设置;攻丝头,转动安装在所述横梁架上,且与安装在所述横梁架上的第二电机的输出轴连接;第一电动伸缩杆,安装在所述工作台上,所述第一电动伸缩杆的活动端与所述横梁架连接。
14.汽车部件紧固用带法兰防松动螺栓的加工方法,包括以下步骤:s1、制胚:将柱形合金件加工出第一栓头及柱形状的栓头,形成胚体a;s2、打磨:采用粗磨机对胚体a的外壁进行粗磨,然后再进行抛光处理,形成胚体b;s3、攻丝:将胚体b置于上料机构上,上料结构将胚体b输送到其中一个承接筒内,随后控制转动驱动件驱动支撑组件转动90
°
,此时检测机构检测当前承接筒内的胚体b放置方向,若检测放置方向为所需方向,转动驱动件驱动支撑组件再转动90
°
,到达攻丝机构处
进行攻丝处理,若检测放置方向错误,检测机构中的机械手将胚体b进行重新摆放,随后转动驱动件驱动支撑组件再转动90
°
,到达攻丝机构处进行攻丝处理,攻丝完成后,支撑组件再次转动90
°
达到下料机构处将攻丝后的胚体b取出,形成半成品c;s4、淬火:将半成品c进行淬火处理后,制成成品,完成加工。
15.与现有技术相比,本发明的有益效果是:在初始状态下,环形件及楔形块位于环形槽内且不突出环形槽,当使用时,转动第一栓头,将栓杆转动到安装孔内,且当第一栓头贴合安装孔端部后停止转动,其与现有的螺栓固定方式相同,随后转动第二栓头,以带动调节螺杆转动,通过滑动块的作用带动环形件及楔形块朝向安装孔内移动,从而对安装孔内壁及栓杆之间进行挤压,以提高稳固性,确保不会发生松动现象;通过设置的转动驱动件驱动支撑架整体转动,实现支撑架上的四个夹持机构间歇转动,不同工序的持续操作,自动化程度高,实用性强;设置的夹持驱动件工作时带动多个夹紧块聚拢,以实现对螺栓的夹持固定,同时带动挡板组件将放置槽进行遮挡,以确保在攻丝过程中不会导致废料掉入放置槽内,仪确保不会对后续的螺栓放置及夹持造成干涉。
附图说明
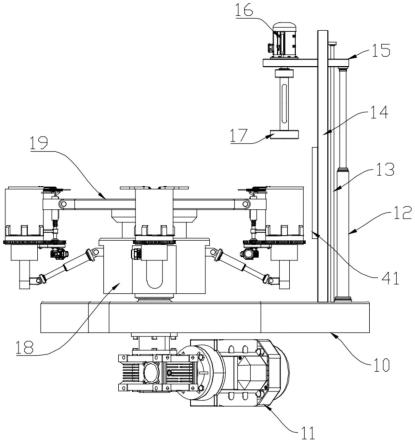
16.图1为汽车部件紧固用带法兰防松动螺栓的轴测图;图2为汽车部件紧固用带法兰防松动螺栓的结构示意图;图3为汽车部件紧固用带法兰防松动螺栓的结构爆炸图;图4为汽车部件紧固用带法兰防松动螺栓另一角度的结构爆炸图;图5为汽车部件紧固用带法兰防松动螺栓成型设备中转动输送装置与攻丝机构的连接状态正视图;图6为汽车部件紧固用带法兰防松动螺栓成型设备中转动输送装置的结构示意图;图7为汽车部件紧固用带法兰防松动螺栓成型设备中转动输送装置去除工作台后的的结构示意图;图8为汽车部件紧固用带法兰防松动螺栓成型设备中承接筒、夹持驱动件及挡板组件的分离状态示意图;图9为汽车部件紧固用带法兰防松动螺栓成型设备中承接筒、夹紧块及驱动环的分离状态示意图;图10为汽车部件紧固用带法兰防松动螺栓成型设备中承接筒、夹紧块及驱动环另一角度的分离状态示意图;图11为汽车部件紧固用带法兰防松动螺栓成型设备中夹持机构的正视图;图中:1-第一栓头、2-栓杆、3-柱形槽、4-第二栓头、5-调节螺杆、6-环形件、7-楔形块、8-滑动块、9-限位滑槽、10-工作台、11-第一电机、12-第一电动伸缩杆、13-第一导向杆、14-支撑架、15-横梁架、16-第二电机、17-攻丝头、18-转台、19-承接台、20-第二电动伸缩杆、21-承接筒、22-连接架、23-第二导向杆、24-限位通槽、25-弧形挡板、26-连接杆、27-第一齿轮、28-双边齿条板、29-螺纹套筒、30-螺纹杆、31-第二齿轮、32-第三电机、33-驱动环、
34-环形齿轮、35-夹紧块、36-涡状槽、37-涡状凸起、38-放置槽、39-限位槽、40-活动杆、41-电磁铁。
具体实施方式
17.以下将参考附图详细说明本技术的各种示例性实施例、特征和方面。附图中相同的附图标记表示功能相同或相似的元件。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
18.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。
19.另外,为了更好的说明本技术,在下文的具体实施例中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本技术同样可以实施。在一些实例中,对于本领域技术人员熟知的方法、手段、元件未作详细描述,以便于凸显本技术的主旨。
20.请参阅图1~4,本发明实施例中,汽车部件紧固用带法兰防松动螺栓,包括一体成型的第一栓头1及栓杆2,所述第一栓头1上形成有柱形槽3,且所述第一栓头1朝向所述栓杆2的一侧形成有环形槽;所述栓头2接近所述第一栓头1的一端套设有环形件6,所述环形件6上沿径方向平均设置有多个楔形块7,所述环形件6与安装在所述第一栓头1上的挤压驱动件连接,示例性的,具体实施方式,所述挤压驱动件包括插放于所述柱形槽3内且与所述柱形槽3内壁转动连接的调节螺杆5,所述调节螺杆5与连接所述环形件6的多个滑动块8螺纹连接,所述滑动块8滑动于所述第一栓头1上形成的限位滑槽9内;所述调节螺杆5远离所述第一栓头1的一端还设置有第二栓头4。
21.在初始状态下,环形件6及楔形块7位于环形槽内且不突出环形槽,当使用时,转动第一栓头1,将栓杆2转动到安装孔内,且当第一栓头1贴合安装孔端部后停止转动,其与现有的螺栓固定方式相同,随后转动第二栓头4,以带动调节螺杆5转动,通过滑动块8的作用带动环形件6及楔形块7朝向安装孔内移动,从而对安装孔内壁及栓杆2之间进行挤压,以提高稳固性,确保不会发生松动现象。
22.其中,需要说明的是,栓杆2上的螺纹方向与调节螺杆5的螺纹方向相同,因此在转动第二栓头4时,不会对第一栓头1产生反向松动力,同时可提高栓杆2的旋紧度。
23.所述栓杆2上的螺纹部与第一栓头1的端部之间形成有光滑区,以在栓杆2完全进入到安装孔内后,安装孔接近第一栓头1的内侧端部存在间隙,以便于楔形块7的挤入。
24.作为本发明的又一实施例,请参阅图5-11,还提出了汽车部件紧固用带法兰防松动螺栓成型设备,用于加工汽车部件紧固用带法兰防松动螺栓,包括:工作台10及转动安装在所述工作台10上的转动输送装置,所述转动输送装置的侧端形成有四个工作位,四个所述工作位上分别设置有上料机构、检测机构、攻丝机构及下料机构。
25.其中,所述上料机构采用现有的盘式震动输送机构,下料机构采用导料板,当然,也可采用其他上料机构或下料机构,本发明对此不做具体限定,可根据需求进行选择。
26.具体的,所述转动输送装置包括:支撑组件、四组加持机构及角度驱动件。
27.所述支撑组件转动安装在所述工作台10上且由安装在所述工作台10上的转动驱动件驱动转动,优选的,所述转动驱动件包括第一电机11,所述第一电机11的输出周贯穿所述工作台10且与所述支撑组件固定,当第一电机11工作时驱动支撑组件转动。
28.示例性的,具体实施方式,所述支撑组件包括转动安装在所述工作台10上且与所述转动驱动件连接的转台18,所述转台18远离所述工作台10的一侧设置有承接台19,其中,所述转台18及承接台19均呈柱形结构设置,且承接台19的径向面积大于所述转台18的径向面积,所述转台18上形成有四个平面安装位,所述平面安装位用于角度驱动件的安装,优选的,四个所述平面安装位沿所述转台18的径方向平均设置。
29.四组所述夹持机构沿周向平均转动在所述支撑组件上,包括承接筒21、多个夹紧块35及挡板组件,所述承接筒21上形成有放置槽38,多个所述夹紧块35与安装在所述承接筒21上的夹持驱动件连接,所述挡板组件转动安装于所述承接筒21上且连接所述夹持驱动件,所述夹持驱动件驱动多个所述夹紧块35聚拢或扩散时,所述挡板组件相对放置螺栓后的放置槽38遮挡或敞开,当螺栓置于承接筒21内后,设置的夹持驱动件工作时带动多个夹紧块35聚拢,以实现对螺栓的夹持固定,同时带动挡板组件将放置槽38进行遮挡,以确保在攻丝过程中不会导致废料掉入放置槽38内,仪确保不会对后续的螺栓放置及夹持造成干涉。
30.具体来说,所述挡板组件包括两个相对设置的弧形挡板25,所述弧形挡板25上设置有连接杆26,所述连接杆26与转动安装在所述承接筒21侧端的第一齿轮27连接,示例性的,具体试试方式,所述弧形挡板25的内弧半径与栓杆2的直径相同或略大于栓杆2的直径,当第一齿轮27转动时通过连接杆26的作用带动弧形挡板25转动,当两个弧形挡板25转动到行程端部(两个弧形挡板25相互接触)时,对放置槽38进行遮挡。
31.优选的,所述弧形挡板25远离所述承接筒21的一侧形成有导斜面,所述导斜面的厚度沿弧形挡板25圆形朝外方向逐渐减小,从而使得落入到弧形挡板25上的废料可在重力作用下掉落,以防止在两个弧形挡板25打开时,废料从弧形挡板25上掉入放置槽38内。
32.所述所述夹持驱动件包括:驱动环33、第三电机32及开合驱动单元。
33.所述驱动环33转动安装在所述承接筒21上,所述驱动环33朝向所述夹紧块35的一侧形成有涡状凸起37,所述涡状凸起37与形成于所述夹紧块35上的涡状槽36适配,当驱动环33转动,通过涡状凸起37及涡状槽36的作用带动多个夹紧块35聚拢或扩散,其中,需要说明的是,所述承接筒21上形成有多个限位槽39,所述限位槽39连通所述放置槽38的内外侧,所述夹紧块35滑动安装在所述限位槽39内,以实现夹紧块35仅可沿承接筒21的径向滑动。
34.需补充说明的是,所述承接筒21上形成有转动承接位,所述驱动环33套设于转动承接位上,且可沿承接筒21的切线方向转动,同时转动承接位可实现对驱动环33的承接作用。
35.优选的,所述夹紧块35设置有6个,以实现与第一栓头1的平面端对应,多个所述夹紧块35的相对侧安装有橡胶垫,以提高夹紧块35与第一栓头1的摩擦力,增加夹持的稳定性及牢固性。
36.所述第三电机32通过电机做安装在所述承接筒21上且所述第三电机32的输出轴上设置有第二齿轮31,所述第二齿轮31与固定在所述驱动环33上的环形齿轮34啮合,所述开合驱动单元连接所述第二齿轮31的转轴及两个所述第一齿轮27,设置的第三电机32工作时驱动第二齿轮31转动,当第二齿轮31转动时通过开合驱动单元带动第一齿轮27转动,同时通过与之啮合的环形齿轮34带动驱动环33转动,以实现驱动需求。
37.所述开合驱动单元包括螺纹套筒29、双边齿条板28、活动杆40、螺纹干30,其中,所
述螺纹套筒29贯穿所述连接架22上形成的限位通槽24,且能够相对所述连接架22滑动,具体的,所述螺纹套筒29的侧壁上形成有条形限位块,所述限位通槽24的内壁上形成有条形限位槽,所述条形限位块滑动在所述条形限位槽内,以实现螺纹套筒29仅可沿其轴向移动。
38.所述承接筒21侧端设置有至少两个第二导向杆23,所述双边齿条板28上形成有柱形通槽,两个所述第二导向杆23插放于所述柱形通槽内,以实现对双边齿条板28的承接,同时可确保双边齿条板28的定向滑动,所述双边齿条板28与两个所述第一齿轮27啮合,当双边齿条板28沿第二导向杆23的轴向移动时带动两个第一齿轮27转动,从而实现两个弧形挡板25运动。
39.所述活动杆40一端与所述双边齿条板28铰接,另一端与所述螺纹套筒29铰接,所述螺纹杆30的一端与所述第二齿轮31的转轴连接,另一端插放于所述螺纹套筒29内且与所述螺纹套筒29螺纹连接,当第二齿轮31转动时带动螺纹杆30转动,螺纹杆30驱动螺纹套筒29向上移动或向下移动,从而通过活动杆40的作用带动双边齿条板28移动,以实现驱动需求。
40.所述角度驱动件连接所述支撑组件及所述承接筒21,用于改变所述承接筒21的放置角度,在承接筒21正对上料机构、检测机构及攻丝机构时,承接筒21处于垂直放置状态,当承接筒21运动到下料机构位置处时,角度驱动件驱动承接筒21转动到水平放置状态,从而实现螺栓掉入下料机构上,实现出料。
41.具体来说,所述角度驱动件包括铰接于所述平面安装位处的第二电动伸缩杆20,所述第二电动伸缩杆20的活动端与所述承接筒21铰接,通过第二电动伸缩杆20的伸缩运动以实现承接筒21的转动驱动。
42.作为本发明的可替换的实施例,所述角度驱动件包括水平转动安装在所述承接台19朝向所述工作台1一侧的丝杆,所述丝杆上螺纹连接有与所述承接台19滑动连接的螺纹套环,所述螺纹套环通过与之铰接的连杆与所述承接筒21铰接;所述承接台19朝向所述工作台1的一侧还转动安装有与相处垂直的传动杆,所述传动杆接近所述承接台19的一端通过锥齿轮组与所述丝杆转动连接,另一端设置有第三齿轮;所述攻丝机构及下料机构之间的工作台10上设置有第一弧形齿板,所述第一弧形齿板的有齿部位位于第一弧形齿板的内弧面上,所述下料机构与所述上料机构之间的工作台10上设置有第二弧形齿板,所述第二弧形齿轮的有齿部位位于第二弧形齿板的外弧面上,所述第三齿轮与所述第一弧形齿板及第二弧形齿板适配,以在攻丝完成后,承接筒21朝向下料机构处移动过程中,第三齿轮与第一弧形齿板啮合,以使第三齿轮正向转动,并带动传动杆转动,当传动杆转动时通过锥齿轮组的作用带动丝杆正转,丝杆正转带动螺纹套环移动,以通过连杆的作用带动承接筒21从垂直放置状态朝向水平放置状态转动,而当承接筒21从下料机构朝向上料机构处移动过程中,第三齿轮与第二弧形齿板啮合,以使第三齿轮反向转动,并带动传动杆转动,当传动杆转动时通过锥齿轮组的作用带动丝杆反转,丝杆正转带动螺纹套环移动,以通过连杆的作用带动承接筒21从水平放置状态朝向垂直放置状态转动,从而实现承接套筒21在所需位置的放置状态自动调整,自动化程度高。
43.所述检测机构包括安装在工作台10上的视觉模块及机械手,所述视觉模块与机械手建立通讯,用于在检测承接筒21内螺栓放置方向是否符合后续加工需求,并在不符合的
前提下控制机械手将螺栓重新摆放。
44.所述攻丝机构包括支撑架14、横梁架15、攻丝头17及第一电动伸缩杆12,其中,所述支撑架14垂直固定在所述工作台10上,所述横梁架15滑动安装在所述支撑架14上且与所述支撑架14垂直设置,所述攻丝头17转动安装在所述横梁架15上,且与安装在所述横梁架15上的第二电机16的输出轴连接,所述第一电动伸缩杆12,安装在所述工作台10上,所述第一电动伸缩杆12的活动端与所述横梁架15连接。
45.其中,所述第一电动伸缩杆12与第二电机16位于支撑架14的两侧,优选的,所述工作台10上还垂直设置有第一导向杆13,所述第一导向杆13贯穿所述横梁架15上形成的导向孔,以实现横梁架15的定向滑动。
46.在进行攻丝时,第二电机16驱动攻丝头17转动,对螺栓进行攻丝,设置的第一电动伸缩杆12带动横梁架15、第二电机16及攻丝头17整体下移,且保持匀速运动,从而实现攻丝需求。
47.优选的,所述支撑架14朝向所述承接套19的一侧还设置有电磁铁41,电磁铁41用于将攻丝产生的废料吸引收集。
48.综上所述,本发明设计新颖,通过设置的转动驱动件驱动支撑架整体转动,实现支撑架上的四个夹持机构间歇转动,不同工序的持续操作,自动化程度高,实用性强。
49.作为本发明的又一实施例,还提出了汽车部件紧固用带法兰防松动螺栓的加工方法,包括以下步骤:s1、制胚:将柱形合金件加工出第一栓头1及柱形状的栓头2,形成胚体a;s2、打磨:采用粗磨机对胚体a的外壁进行粗磨,然后再进行抛光处理,形成胚体b;s3、攻丝:将胚体b置于上料机构上,上料结构将胚体b输送到其中一个承接筒21内,随后控制转动驱动件驱动支撑组件转动90
°
,此时检测机构检测当前承接筒21内的胚体b放置方向,若检测放置方向为所需方向,转动驱动件驱动支撑组件再转动90
°
,到达攻丝机构处进行攻丝处理,若检测放置方向错误,检测机构中的机械手将胚体b进行重新摆放,随后转动驱动件驱动支撑组件再转动90
°
,到达攻丝机构处进行攻丝处理,攻丝完成后,支撑组件再次转动90
°
达到下料机构处将攻丝后的胚体b取出,形成半成品c;s4、淬火:将半成品c进行淬火处理后,制成成品,完成加工。
50.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
51.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1