一种气控真空比例阀的制作方法
1.本技术涉及气泵调压的领域,尤其是涉及一种气控真空比例阀。
背景技术:
2.在真空比例阀在使用过程中,会在真空比例阀两端接入用于抽气的真空泵和待抽气的设备,通过调节真空比例阀来调节真空泵对待抽气设备抽真空的强度大小。
3.在相关技术手段中,真空比例阀具有连通待抽气设备的输入气道以及连通抽真空泵的输出气道,输入气道与输出气道通过阀芯上选择性开闭的气口连通成真空流道;同时,阀芯还具有利用往复滑移来控制气口横截面积的气控调压组件,当气控调压组件往复移动时,会在阀芯底壁形成容置腔。驱动气控调压组件使其在阀芯中做往复运动,从而控制阀芯中气口的开合大小而控制真空流道的横截面积继而调节抽真空的强度。
4.针对上述中的相关技术手段,真空比例阀用于在锂电池的电池组灌入电解液后抽真空时,含有腐蚀性的电解液存在随气体吸入到阀芯中而进入并留置到容置腔中,继而产生随留置电解液的增多而影响气控调压组件往复位移的行程的问题。
技术实现要素:
5.为了改善电解液进入并留置在容置腔中而随留置电解液的增多而影响气控调压组件往复位移的行程,继而影响气口开启的程度从而影响真空比例阀的调压效果的问题,本技术提供一种气控真空比例阀。
6.本技术提供的一种气控真空比例阀,采用如下的技术方案。
7.一种气控真空比例阀,包括:阀头,用于连通正压气源;阀体,所述阀体包括密封滑移设置于所述阀体的活塞缸和抵接于所述活塞缸底壁的缓冲组件,所述阀头和阀体围合形成用于连通正压气源的正压腔,所述正压腔气体压力能够驱动所述活塞缸和缓冲组件朝远离所述阀头方向同步滑移运动;阀芯,所述阀芯具有连通真空泵的输出气道和用于连通待抽真空锂电池设备的输入气道,所述输入气道与输出气道选择性连通成真空流道;所述阀芯具有容置腔,容置腔内设置有与所述缓冲组件抵接设置的气控调压组件,所述气控调压组件包括分隔所述真空流道和容置腔的包胶阀口膜片;所述阀芯设置有竖直延伸进输入气道内的止气挡板,所述包胶阀口膜片受所述活塞缸驱动配合与所述止气挡板形成连通真空流道的气口。
8.通过采用上述技术方案,包胶阀口膜片分隔真空流道和容置腔,使得容置腔在气控调压组件调压的过程中始终处于密闭状态,从而改善当气控真空比例阀在电池组灌入电解液后抽真空时,含有腐蚀性的电解液存在随气体吸入并留置到容置腔中的问题。通过调节正压气源的大小,从而调节正压腔内驱动活塞缸和缓冲组件朝远离阀头方向滑移的气体压力大小;气控调压组件与缓冲组件抵接,从而使气控调压组件与缓冲组件同步朝远离阀
头的方向滑移,继而使气控调压组件中的包胶阀口膜片朝远离止气挡板的方向移动而形成连通真空流道的气口;通过控制包胶阀口膜片朝远离止气挡板的方向移动的位移大小,从而控制气口横截面积大小,继而实现对待抽真空锂电池设备进行抽真空的强度大小的气动控制。
9.可选的,所述包胶阀口膜片包括设置于中部的压杆抵接部和环绕设置于所述压杆抵接部外缘的阀口卡紧部,所述压杆抵接部内部包裹围合设置有硬质抵接块,所述压杆抵接部设置在所述硬质抵接块两轴端处。
10.通过采用上述技术方案,硬质抵接块包裹在包胶阀口膜片中,使得在本技术中的真空比例阀的初始状态下,包胶阀口膜片能稳定抵接在止气挡板上;另一方面,在包胶阀口膜片成型工序中,先将硬质抵接块包裹进去再利用模具成型包胶阀口膜片,有利于保持包胶阀口膜片的平整性和壁厚一致性。
11.可选的,所述气控调压组件还包括与所述缓冲组件抵接设置的推杆、固定设置在所述推杆远离所述缓冲组件一端的阀口膜片压杆以及固定设置在所述阀口膜片压杆底部的压杆抵接环,所述阀口膜片压杆和所述压杆抵接环共同配合压紧所述压杆抵接部。
12.通过采用上述技术方案,压杆抵接部抵紧在阀口膜片压杆和压杆抵接环之间,且压杆抵接环固定设置阀口膜片压杆上,使得推杆带动阀口膜片压杆往复滑移时,可带动压杆抵接部同步往复滑移,从而使压杆抵接部随推杆往上运动时可将随气体进入到推杆周围的电解液推出到气控真空比例阀外。
13.可选的,所述气控调压组件还包括设置在阀口卡紧部底壁的膜片卡紧板,所述阀芯具有用于形成所述容置腔的阀口,所述阀口靠近所述止气挡板的底壁设置有阀口压紧台,所述阀口压紧台底壁与所述膜片卡紧板顶壁共同配合抵紧所述阀口卡紧部。
14.通过采用上述技术方案,阀口卡紧部固定设置不随压杆抵接部往复移动,使得包胶阀口膜片外周壁与阀口内周壁之间不需具备滑移间隙,从而对比阀口卡紧部与压杆抵接部同时往复滑移的过程中密封容置腔的结构,本技术中的结构具有更好地密封性,进一步改善了电解液在抽气过程中存在随气体进入并留置到容置腔的问题。
15.可选的,所述阀口卡紧部的顶壁外缘朝靠近止气挡板方向延伸设置有压紧环台,所述阀口压紧台对应设置有用于卡住所述压紧环台的阀口压紧槽。
16.通过采用上述技术方案,阀口卡紧部外缘朝上延伸形成压紧环台,使得阀口卡紧部通过压紧环台被限位卡接在阀口压紧台对应设置的阀口压紧槽中,从而使得阀口卡紧部被稳定固定设置而不会随压杆抵接部同步往复滑移。
17.可选的,所述膜片卡紧板靠近所述包胶阀口膜片的轴端中部设置有膜片卡紧锥槽,所述膜片卡紧锥槽用于避让所述包胶阀口膜片往复运动的弹性形变,所述膜片卡紧锥槽的倾斜方向为朝向膜片卡紧板的中心并远离所述阀口压紧台的方向。
18.通过采用上述技术方案,包胶阀口膜片在调压过程中发生弹性形变,而膜片卡紧锥槽的设置为包胶阀口膜片朝下弹变腾出了空间,使得向下弹变的包胶阀口膜片形成了用于集成推杆周围电解液的环形空间,进一步改善电解液进入并留置到容置腔的问题,同时,也方便了压杆抵接部随推杆往上运动时将推杆周围的电解液推出到气控真空比例阀外。
19.可选的,所述膜片卡紧板底壁设置有与所述阀口内壁螺纹配合的阀口封板,所述阀口封板的顶壁对所述膜片卡紧板的底壁抵紧并限位所述膜片卡紧板。
20.通过采用上述技术方案,阀口封板与阀口内壁螺纹配合,从而可通过旋转阀口封板使得膜片卡紧板稳定抵紧具有弹性的包胶阀口膜片,从而使得在推杆往复滑移过程中,包胶阀口膜片不会因反复弹变而偏位继而影响容置腔室的密封性。
21.可选的,所述活塞缸顶壁与阀头之间设置有第一阀盖压簧,所述气控调压组件底部设置有第二阀座压簧,初始状态下所述第一阀盖压簧与所述第二阀座压簧处于压缩状态,且所述第二阀座压簧的回弹力大于所述第一阀盖压簧的回弹力。
22.通过采用上述技术方案,当正压气源驱动活塞缸使其朝下滑移运动时,仅需使正压腔内的气体压强克服第二阀座压簧回弹力大于第一阀盖压簧回弹力的回弹力差值即可,因此正压气源无需过大的压强即可驱动活塞缸向下滑移运动,方便实现本技术中气控真空比例阀的气动驱动控制。
23.可选的,所述缓冲组件包括设置在阀头与阀体之间的缓冲膜片,所述阀体具有设置于所述缓冲膜片顶壁的缓冲调节腔,所述阀芯具有设置于所述缓冲膜片底壁的用于连通气控真空比例阀外界气体的大气腔;所述缓冲组件设置有用于选择性连通所述缓冲调节腔与所述大气腔之间的气体调节流道。
24.通过采用上述技术方案,当正压气源给压异常、包胶阀口膜片快速复位使得气口横截面积快速减小时,缓冲组件的气体调节流道连通缓冲调节腔与大气腔,使得大气腔中的气体通过气体调节流道进入到缓冲调节腔中,从而使得缓冲调节腔中的气压增大而对快速回弹的推杆起到缓冲作用,继而使连通真空流道的气口得到缓冲而实现本技术中气动真空比例阀的气动控制稳定性。
25.综上所述,本技术包括以下至少一种有益技术效果:1.可实现稳定气动控制抽真空的强度。通过控制气控调压组件朝远离止气挡板的方向移动的位移大小,从而控制气口横截面积大小,继而实现对待抽真空锂电池设备进行抽真空的强度大小的气动控制;同时,当正压腔内的压力异常时,大气腔中的气体可通过气体调节流道进入到缓冲调节腔中对快速回弹复位的推杆起到缓冲作用,继而使连通真空流道的气口得到缓冲而实现气动控制的稳定性。
26.2.具有更高的密封性。包胶阀口膜片的设置使得容置腔在气控调压组件滑移的过程中始终处于密闭状态;且阀口卡紧部固定设置不随压杆抵接部往复移动,使得包胶阀口膜片外周壁与容置腔内周壁之间不需具备滑移间隙;旋转阀口封板即可使膜片卡紧板稳定抵紧具有弹性的包胶阀口膜片,进一步提高了包胶阀口膜片的密封稳定性。
附图说明
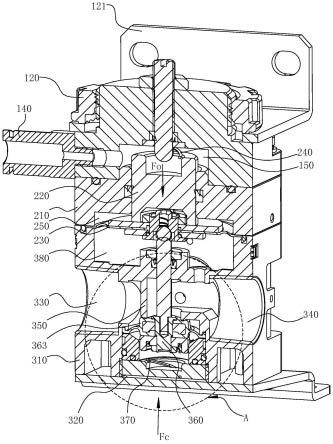
27.图1绘示了本技术实施例中气控真空比例阀的结构分解图;图2绘示了本技术实施例中气控真空比例阀的装配剖视图;图3绘示了图2中a部分的局部放大图;图4绘示了本技术实施例中包胶阀口膜片的剖视图;图5绘示了本技术实施例中气控真空比例阀的局部视图。
28.附图标记说明:100、阀头;110、上阀盖;120、止动螺母;121、阀安装座;130、机械调压组件;131、调节螺钉;132、紧固螺母;140、中空气控管;150、正压腔;
200、阀体;210、钟形连接座;220、活塞缸;230、缓冲组件;231、缓冲膜片;232、缓冲中空柱;233、固定钢珠;234、第三弹簧;240、第一阀盖压簧;250、缓冲调节腔;300、阀芯;310、下阀座;320、容置腔;321、阀口压紧台;322、阀口压紧槽;330、抽气管道;340、负压管道;350、止气挡板;360、气控调压组件;361、推杆;362、阀口膜片压杆;363、包胶阀口膜片;3631、阀口卡紧部;3633、压紧环台;3632、压杆抵接部;364、硬质抵接块;365、压杆抵接环;366、膜片卡紧板;3661、膜片卡紧锥槽;367、阀口封板;370、第二阀座压簧;380、大气腔。
具体实施方式
29.以下结合附图对本技术作进一步详细说明。
30.本技术实施例公开一种气控真空比例阀。参照图1,一种气控真空比例阀包括阀头100、阀体200、阀芯300,阀头100、阀体200和阀芯300通过螺栓实现可拆卸连接。
31.阀头100包括设置有螺纹的上阀盖110和与上阀盖110配合的止动螺母120,止动螺母120和上阀盖110之间设置有阀安装座121。参照图2,上阀盖110的竖直截面整体呈“凸”形,止动螺母120和上阀盖110凸缘顶壁共同配合卡接阀安装座121,通过旋转止动螺母120,可控制抵接在止动螺母120和上阀盖110之间的阀安装座121的角度,从而实现调节本技术中真空比例阀的安装角度。上阀盖110侧壁连通有用于连接正压气源的中空气控管140,上阀盖110底壁设置有气控凹槽,中空气控管140中空设置并与气控凹槽连通以形成气控流道。
32.参照图2,阀体200设置在上阀盖110底壁,阀体200包括钟形连接座210与密封滑移设置于钟形连接座210的活塞缸220,钟形连接座210底壁设置有与活塞缸220底壁抵接的缓冲组件230,钟形连接座210的顶壁、上阀盖110的气控凹槽侧壁以及活塞缸220共同围合形成连通气控流道的正压腔150。正压气源的正压气体通过气控流道到达正压腔150,正压腔150内的气体压力形成驱动活塞缸220朝远离上阀盖110方向运动的驱动力;通过调节正压气体压力的大小,即可控制正压腔150内的压强大小,从而控制并驱动活塞缸220朝远离上阀盖110方向运动的位移大小。活塞缸220位移能够带动阀芯300中气口的大小,从而控制真空流道的横截面积继而调节抽真空强度。
33.值得说明的是,参照图1,上阀盖110顶壁还穿设有机械调压组件130,机械调压组件130具有调节螺钉131和紧固螺母132,通过旋转调节螺钉131可使调节螺钉131朝靠近阀体200的方向移动从而抵紧活塞缸220顶壁,继而通过控制调节螺钉131沿靠近阀体200方向运动的位移大小来控制活塞缸220朝远离上阀盖110方向运动的位移大小,从而实现手动驱动活塞缸220往复滑移的效果。
34.参照图2,阀芯300包括下阀座310以及设置于下阀座310内并与缓冲组件230抵接的气控调压组件360,下阀座310靠近中空气控管140的侧壁开设有用于连通抽真空泵的抽气管道330,抽气管道330中空形成输出气道;下阀座310远离中空气控管140的侧壁开设有用于连通待抽真空锂电池设备的负压管道340,负压管道340中空形成输入气道。下阀座310远离钟形连接座210的一端开设有阀口,阀口内壁形成用于供气控调压组件360安装的容置腔320;参照图2和图3,气控调压组件360包括固定设置于阀口分隔真空流道和容置腔320的包胶阀口膜片363,下阀座310设置有竖直延伸进抽气管道330内的止气挡板350,止气挡板350与包胶阀口膜片363配合形成将输入气道与输出气道连通成真空流道的气口。包胶阀口
膜片363分隔真空流道和容置腔320,使得容置腔320在气控调压组件360滑移的过程中始终处于密闭状态,从而改善当真空比例阀在电池组灌入电解液后抽真空时,含有腐蚀性的电解液存在随气体吸入并留置到容置腔320中的问题。控制正压气源使正压腔150内的压强驱动活塞缸220朝远离上阀盖110的方向运动,使得与活塞缸220抵接的缓冲组件230在活塞缸220的带动下同步朝远离上阀盖110的方向运动,从而带动抵接设置的气控调压组件360整体朝远离止气挡板350的方向运动,继而使得上述气口形成于包胶阀口膜片363顶壁与止气挡板350之间,通过控制正压气源气压大小,即可控制包胶阀口膜片363朝远离止气挡板350的方向弹变的位移大小,继而控制气口的横截面积而控制对待抽真空锂电池设备进行抽真空的强度。
35.参照图4,包胶阀口膜片363包括设置于中部的压杆抵接部3632和环绕设置于压杆抵接部3632外缘的阀口卡紧部3631,压杆抵接部3632内部包裹围合设置有硬质抵接块364,压杆抵接部3632设置在硬质抵接块364两轴端处。硬质抵接块364包裹在包胶阀口膜片363中,使得在本技术中的真空比例阀的初始状态下,包胶阀口膜片363能稳定抵接在止气挡板350上;另一方面,在包胶阀口膜片363成型工序中,先将硬质抵接块364包裹进去再利用模具成型包胶阀口膜片363,有利于保持包胶阀口膜片363的平整性和壁厚一致性。值得说明的是,在本技术实施例中,硬质抵接块364和由303不锈钢制成,包胶阀口膜片363由60度的epdm橡胶制成,epdm是丙烯、乙烯以及少量的非共轭二烯烃的共聚物,是乙丙橡胶中的一种,也称之为三元乙丙橡胶,具有耐热、耐老化和耐臭氧的特点。
36.参照图2和图3,气控调压组件360还包括与缓冲组件230抵接设置的推杆361、固定设置在推杆361下端的阀口膜片压杆362以及固定设置在阀口膜片压杆362下端的压杆抵接环365,阀口膜片压杆362和压杆抵接环365共同配合压紧压杆抵接部3632。参照图3,阀口膜片压杆362竖向截面整体呈“t”形,使得压杆抵接部3632抵紧在阀口膜片压杆362和压杆抵接环365之间,且压杆抵接环365固定设置阀口膜片压杆362上,使得推杆361带动阀口膜片压杆362往复滑移时,可带动压杆抵接部3632同步往复滑移,从而使压杆抵接部3632随推杆361往上运动时可将随气体进入到推杆361周围的电解液推出到气控真空比例阀外。
37.参照图2和图3,气控调压组件360还包括设置在阀口卡紧部3631底壁的膜片卡紧板366,阀口靠近止气挡板350的底壁设置有阀口压紧台321,阀口压紧台321底壁与膜片卡紧板366顶壁共同配合抵紧阀口卡紧部3631。阀口卡紧部3631固定设置不随压杆抵接部3632往复移动,使得包胶阀口膜片363外周壁与容置腔320内周壁之间不需具备滑移间隙,从而对比阀口卡紧部3631与压杆抵接部3632同时往复滑移的过程中密封容置腔320,此种结构具有更好地密封性,进一步改善了电解液在抽气过程中存在随气体进入并留置到容置腔320的问题。阀口卡紧部3631的顶壁外缘朝靠近止气挡板350的方向延伸设置有压紧环台3633,阀口压紧台321对应设置有用于卡住压紧环台3633的阀口压紧槽322。参照图3,阀口卡紧部3631外缘朝上延伸形成压紧环台3633,整体竖向截面呈“凵”形,使得阀口卡紧部3631通过压紧环台3633被限位卡接在阀口压紧台321对应设置的阀口压紧槽322中,从而使得阀口卡紧部3631被稳定固定设置而不会随压杆抵接部3632同步往复滑移。
38.参照图2和图3,膜片卡紧板366靠近包胶阀口膜片363的轴端中部设置有膜片卡紧锥槽3661,膜片卡紧锥槽3661用于避让包胶阀口膜片363随压杆抵接环365朝远离止气挡板350方向运动的弹性形变,膜片卡紧锥槽3661的倾斜方向为朝向膜片卡紧板366的中心并远
离止气挡板350的方向。压杆抵接部3632随推杆361往复滑移、阀口卡紧部3631稳定固定设置,使得包胶阀口膜片363在压杆抵接环365的带动下发生弹性形变,而膜片卡紧锥槽3661的设置为包胶阀口膜片363朝下弹变腾出了空间,使得向下弹变的包胶阀口膜片363形成了用于集成推杆361周围电解液的环形空间,进一步改善电解液进入并留置到容置腔320的问题,同时,也方便了压杆抵接部3632随推杆361往上运动将推杆361周围的电解液推出到气控真空比例阀外。
39.参照图2和图3,膜片卡紧板366底壁设置有与阀口内壁螺纹配合的阀口封板367,阀口封板367的顶壁对膜片卡紧板366的底壁抵紧并限位膜片卡紧板366。阀口封板367与阀口内壁螺纹配合,从而可通过旋转阀口封板367使得膜片卡紧板366稳定抵紧具有弹性的包胶阀口膜片363,进一步提高了包胶阀口膜片363的密封稳定性,从而使得在推杆361往复滑移过程中,包胶阀口膜片363不会因反复弹变而偏位继而影响容置腔320室的密封性。
40.参照图2,活塞缸220顶壁与上阀盖110之间设置有第一阀盖压簧240,压杆抵接环365与阀口封板367之间设置有第二阀座压簧370,且第一阀盖压簧240与第二阀座压簧370处于压缩状态,且第二阀座压簧370的回弹力大于第一阀盖压簧240的回弹力。初始状态下,第一阀盖压簧240压缩从而对活塞缸220起到使其向下移动的回弹力,第二阀座压簧370压缩从而对压杆抵接环365起到使向上的回弹力,第二阀座压簧370的回弹力大于第一阀盖压簧240的回弹力,使得包胶阀口膜片363在压杆抵接环365的带动下抵紧止气挡板350从而关闭连通真空流道的气口;当正压气源驱动活塞缸220使其朝下滑移运动时,仅需使正压腔150内的气体压强克服第二阀座压簧370回弹力大于第一阀盖压簧240回弹力的回弹力差值即可,因此正压气源无需过大的压强即可驱动活塞缸220向下滑移运动,方便实现本技术中气控真空比例阀的气动驱动控制。
41.进一步说明的是,本技术中的气控真空比例阀除具有调压效果外,在正压气源异常使得连通真空流道的气口快速关闭时,还可以利用形成于钟形连接座210中的缓冲调节腔250、形成于下阀座310中的大气腔380以及缓冲组件230实现缓冲和调压的效果。参照图5,缓冲组件230包括设置在钟形连接座210与下阀座310之间的缓冲膜片231,钟形连接座210底壁设置有钟形调节槽,缓冲调节腔250由钟形调节槽与缓冲膜片231顶壁围合形成;下阀座310顶壁设置有阀盖大气槽,用于连通气控真空比例阀外界气体的大气腔380由阀盖大气槽与缓冲膜片231底壁围合形成,缓冲组件230设置有用于选择性连通缓冲调节腔250与大气腔380之间的气体调节流道。当正压气源给压异常、气控调压组件360快速复位使得气口横截面积快速减小时,缓冲组件230的气体调节流道连通缓冲调节腔250与大气腔380,使得大气腔380中的气体通过气体调节流道进入到缓冲调节腔250中,从而使得缓冲调节腔250中的气压增大而对快速回弹的推杆361起到缓冲作用,继而使连通真空流道的气口得到缓冲而达到对待抽真空锂电池设备持续抽真空的效果。
42.参照图5,缓冲膜片231中部设置有缓冲中空柱232,缓冲中空柱232远离活塞缸220的轴端卡接有固定钢珠233,固定钢珠233与推杆361抵接设置,活塞缸220底壁设置有穿设缓冲中空柱232从而连接固定钢珠233的第三弹簧234,活塞缸220侧壁还穿设有用于连通缓冲调节腔250的连通气道。缓冲中空柱232、固定钢珠233、缓冲膜片231、第三弹簧234共同组成缓冲组件230。参照图2,活塞缸220竖直截面整体呈“h”形,活塞缸220侧壁穿设通孔从而连通活塞缸220底壁内腔和缓冲调节腔250,在正压气源给压异常、气控调压组件360快速复
位使得气口横截面积快速减小时,固定钢珠233在第三弹簧234的作用下与缓冲中空柱232内壁形成供大气腔380气体通过的间隙,从而使大气腔380气体通过间隙绕设固定钢珠233与缓冲中空柱232继而经过活塞缸220的连通气道进入到缓冲调节腔250中。值得说明的是,缓冲调节腔250内设置有连通负压管道340的通道,当缓冲调节腔250利用大气实现对缓冲组件230的缓冲效果后,缓冲调节腔250内的气体在真空泵的抽气作用下流向负压管道340进而被抽走。
43.本技术实施例一种气控真空比例阀的实施原理为:参照图2,大气腔380的底壁设置有缓慢向负压管道340供入大气的节流阀,如果真空流道处于完全真空的理想状态下,包胶阀口膜片363将完全抵住止气挡板350,此时正压腔150内的气压需远大于工作气压才能使包胶阀口膜片363解除抵紧状态继而形成连通真空流道的气口;因此,利用节流阀向负压管道340内缓慢持续供气,从而使得包胶阀口膜片363可正常在正压腔150的工作压强下,远离止气挡板350而形成气口,进而实现对待抽气锂电池设备的抽真空的效果。
44.参照图2,初始状态下,包胶阀口膜片363抵接住止气挡板350从而隔断输入气道与输出气道;正压气源的正压气体通过气控流道到达正压腔150,通过调节正压气源的输入到气控流道中的气压大小,从而调节正压腔150室内的压强大小。当正压腔150内的气压f0大于第二阀座压簧370与第一阀盖压簧240的回弹力差值fc时,即f0>fc时,活塞缸220带动缓冲组件230往下滑移运动,从而带动气控调压组件360同步往下移动,继而使得包胶阀口膜片363向下弹变从而产生连通真空流道的气口;当f0=fc时,包胶阀口膜片363处于一个稳定状态,从而使得连通真空流道的气口横截面积稳定,继而实现对待抽真空锂电池设备稳定持续抽真空的效果。当持续增大f0时,平衡被打破,从而使得包胶阀口膜片363继续向下弹变,从而使气口横截面积增大,继而增大对待抽真空锂电池设备抽真空的强度;同理,当减小f0,使得f0<fc时,包胶阀口膜片363向上回弹,从而使气口横截面积减小,继而减小对待抽真空锂电池设备抽真空的强度。当关闭正压气源使得f0=0时,包胶阀口膜片363在fc的作用下回弹复位,使得气口被关闭,从而再次隔断输入气道与输出气道。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围。其中,相同的零部件用相同的附图标记表示。需要说明的是,上面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1