小齿轮轴结构的制作方法
1.本实用新型涉及将小齿轮支承为旋转自如的小齿轮轴。
背景技术:
2.在机动车的变速器的行星齿轮机构中,广为周知如下的结构:在行星齿轮(小齿轮)的中心孔内穿过小齿轮轴,小齿轮轴经由滚动轴承将行星齿轮支承为旋转自如。为了向小齿轮轴外周的滚动轴承供给润滑油,在小齿轮轴的轴心设置供润滑油流动的路径(沿轴向延伸的中心孔)。而且,小齿轮轴具有用于将在加工方面无法避免的中心孔的端部开口闭塞的止动销。
3.作为这样的小齿轮轴,如例如日本实用新型注册第2604564号公报(专利文献1)的附图所示,已知有在轴的轴心穿设有供润滑油流动的中心孔并通过止动销将中心孔的端部闭塞的结构。以往的止动销为截面u字状或截面大致形状的大致碗形,被压入于小齿轮轴的中心孔。止动销通常由spcc材料等低碳素钢的平板冲压成形为大致碗形,接下来,通过渗碳氮化处理或淬火等热处理来提高强度。
4.在为上述的通常的止动销的情况下,为了确保止动销所需的强度而实施热处理,因此尺寸精度的偏差增大,止动销可能会从中心孔脱落。并且,为了避免止动销从中心孔脱落,用于减小止动销的尺寸的偏差的管理成本、进行上述的热处理本身也成为成本上升的原因。因此,提出了日本专利第4911062号公报(专利文献2)详细记载那样的未进行热处理的止动销。由此,止动销如后述那样得以减小尺寸精度的偏差,从中心孔端的开口难以脱落,且成为廉价的结构。
5.具体而言,在专利文献2记载的止动销中,其材质除了以jis标准规定的spcc材料之外,还例示scm415、s30c,由碳的含量为0.3质量%以下的钢板成形,未被淬火固化,表面硬度以hv(维氏硬度)计为100以上且300以下。专利文献2记载的止动销通过冲压成形等成形法来制造,成为截面大致u字状的大致碗型或截面大致形状的大致碗型。止动销的外径(直径)及中心孔开口部的内径(直径)设为基准尺寸6[mm]。
[0006]
另外,在专利文献2中,通过止动销的外径(直径)和中心孔开口部的内径(直径)来控制止动销从中心孔开口部脱落所需的力、脱落载荷。具体而言,在止动销的外径(直径)为6[mm]的情况下,止动销的外径(直径)的公差范围设定为最小-0.01[mm]、最大+0.05[mm]。相对于此,中心孔开口部的内径(直径)的公差范围设定为最小-0.02[mm]、最大+0.01[mm]。
[0007]
在先技术文献
[0008]
专利文献
[0009]
专利文献1:日本实用新型注册第2604564号公报
[0010]
专利文献2:日本专利第4911062号公报
技术实现要素:
[0011]
实用新型要解决的课题
[0012]
即使在未进行热处理的情况下,原本为大致碗形的止动销从成形加工的特性来说外径尺寸的偏差也大。因此,为了减小脱落载荷的偏差,需要减小被压入止动销的中心孔的端部开口的内径(直径)公差(例如,将内径的公差范围管理为0.03[mm]以下)。另一方面,在将内径(直径)尺寸管理为0.03[mm]以下这样的精度的内径加工中,由于需要开孔加工及精加工,因此将中心孔的内径的公差范围管理为0.03[mm]以下的话会导致因中心孔所需的加工工时的增加、管理工时的增加而引起的成本上升、因不合格率增加而引起的废弃金额的增加、成品率的下降。
[0013]
另外,专利文献2的止动销未被实施热处理,其形状为截面大致形状的大致碗形,因此在向小齿轮轴的中心孔压入止动销时,该止动销发生压曲变形而使得脱落载荷下降,进而可能会招致润滑油的泄漏。
[0014]
本实用新型鉴于上述的实际情况而提出,第一目的在于提供一种与尺寸精度的偏差大的以往的止动销相比尺寸精度良好且从小齿轮轴的孔难以脱落的止动销。而且,第二目的在于提供一种与以往相比能够减少孔的加工工时及管理工时的技术。
[0015]
用于解决课题的方案
[0016]
为了上述目的,本实用新型的小齿轮轴结构具备:小齿轮轴,其穿过在小齿轮的中心孔设置的轴承而将小齿轮支承为旋转自如;纵孔,其形成于小齿轮轴的内部,从小齿轮轴的一端朝向另一端延伸;入口孔,其形成于小齿轮轴的内部而与纵孔连接;出口孔,其形成于小齿轮轴的内部而与纵孔连接,将纵孔与轴承连通;止动销,其被压入于纵孔的一端而将该纵孔闭塞,所述小齿轮轴结构的特征在于,止动销为实心、铜的含有量为55质量%以上且锌的含有量为45质量%以下的合金制、表面硬度以维氏硬度计为80hv以上且200hv以下、在两端部外周具有相对于止动销的轴心为规定的斜度的锥面,其中,所述规定的斜度是包含在10
°
~30
°
的范围内的斜度。
[0017]
根据上述的本实用新型,止动销不是大致碗形而是实心,因此能够防止止动销的压曲变形。并且,止动销外径的公差范围比以往的大致碗形小,止动销的尺寸精度也比以往得以改善。其结果是,与以往相比能较大地得到被压入止动销的纵孔的端部开口的内径尺寸的公差范围,纵孔的内径尺寸的管理也比以往减轻。根据本实用新型,与以往相比止动销的脱落及润滑油的泄漏得以改善。而且,小齿轮轴结构的废弃率也比以往下降,成品率变得良好。而且,止动销的表面硬度(维氏硬度)也比小齿轮轴柔软,止动销一边弹性变形一边被压入于端部开口,由此止动销的表面顺应于端部开口,将端部开口闭塞而防止脱落。而且,不需要止动销的热处理,能够实现成本下降。
[0018]
作为本实用新型的一方案,止动销的外径尺寸的公差范围设定为0.040[mm]以下。根据上述方案,止动销的外径尺寸的偏差也比以往减小,因此止动销的尺寸精度也比以往得以改善,止动销从小齿轮轴的纵孔难以脱落。而且,与以往相比也能够增大被压入止动销一侧的小齿轮轴的纵孔的内径尺寸的公差范围。因此,与以往相比也能够减轻小齿轮轴的纵孔的加工工时及管理工时,小齿轮轴的成品率提高,进而能够实现成本下降。
[0019]
实用新型效果
[0020]
这样,根据本实用新型,止动销的尺寸精度也比以往得以改善,止动销从小齿轮轴的纵孔难以脱落。而且,止动销的尺寸精度变得良好,因此与以往相比也能够减轻小齿轮轴的纵孔的加工工时及管理工时,小齿轮轴的成品率提高,进而能够实现成本下降。
附图说明
[0021]
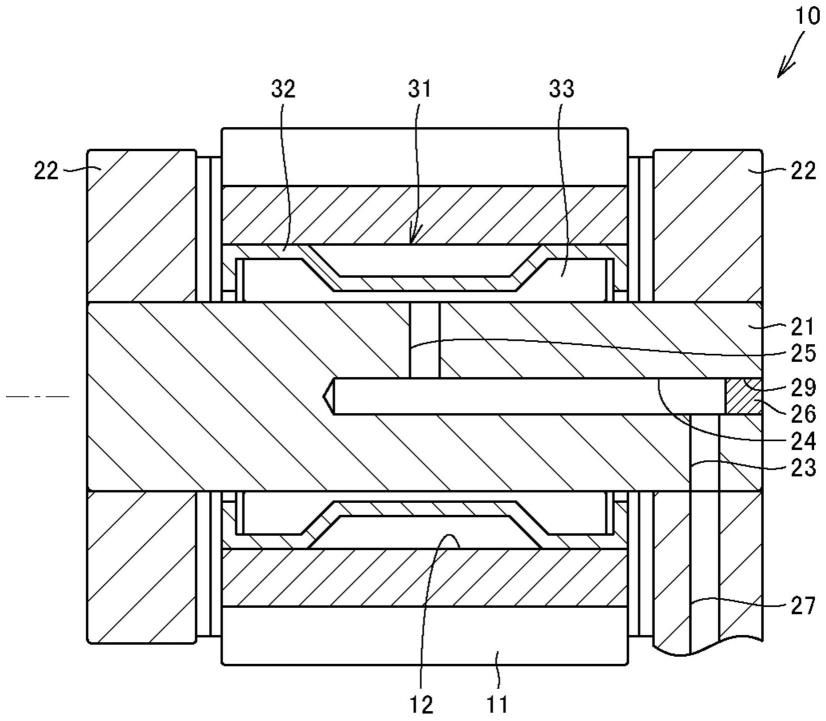
图1是表示成为本实用新型的一实施方式的小齿轮轴结构的纵向剖视图。
[0022]
图2是将该实施方式的止动销取出表示的侧视图。
[0023]
符号说明:
[0024]
10小齿轮轴结构,11小齿轮,12中心孔,21小齿轮轴,22行星齿轮架,23入口孔,24纵孔(空心孔),25出口孔,26止动销,27油供给路,28锥面,29一端开口,31轴承,32保持架,θ锥面相对于止动销的轴心的斜度。
具体实施方式
[0025]
以下,基于附图,详细说明本实用新型的实施方式。图1是表示成为本实用新型的一实施方式的小齿轮轴结构的纵向剖视图。图2是将该实施方式的止动销取出表示的侧视图。
[0026]
参照图1,本实施方式的小齿轮轴结构10是设置于机动车的变速器的行星齿轮机构的一部分,具备小齿轮11、小齿轮轴21和滚动轴承31。小齿轮11为外齿齿轮,具有中心孔12。中心孔12从小齿轮11的一端面至另一端面贯通小齿轮11地延伸。
[0027]
在小齿轮11的中心孔12穿过圆柱状的小齿轮轴21,在由小齿轮11的内周面(中心孔12)和小齿轮轴21的外周面划分的环状空间内设置滚动轴承31。
[0028]
滚动轴承31具有保持架32及多个滚子33。多个滚子33将小齿轮11的内周面(中心孔)作为外侧滚道面且将小齿轮轴21外周面作为内侧滚道面,在上述的滚道面上滚动。保持架32具有沿周向空出间隔地配置的多个兜孔,在各兜孔设置各滚子33,来保持多个滚子33、33、
…
的间隔。构成滚动轴承31的外/内侧滚道面的小齿轮11及小齿轮轴21由强度大的材料,例如轴承钢、碳素钢、表面硬化钢构成。
[0029]
小齿轮轴21的两端从小齿轮11突出。在上述的端部安装固定行星齿轮架22。小齿轮11构成行星齿轮,与未图示的太阳轮及齿圈啮合,一边绕着太阳轮公转一边自转。行星齿轮架22是输入输出小齿轮11的公转的结构,与太阳轮及齿圈同轴地配置,绕着太阳轮的中心轴旋转。在以小齿轮轴21为中心的小齿轮11的自转时,小齿轮轴21经由滚动轴承31将小齿轮11支承为旋转自如。而且,小齿轮轴21具备向在小齿轮11的中心孔12设置的滚动轴承31供给润滑油的润滑结构。
[0030]
上述的润滑结构具有在小齿轮轴21的内部形成的入口孔23、纵孔24和出口孔25。纵孔24从小齿轮轴21的一端穿设而朝向另一端延伸。在本实施方式中,纵孔24的轴心与表示小齿轮轴21的中心轴线的直线(以下,称为轴线)一致。
[0031]
小齿轮轴21的入口孔23及出口孔25分别从小齿轮轴21的外周面穿设而朝向轴线延伸,由此与纵孔24连接。在本实施方式中,在小齿轮轴21的端部配置入口孔23,在小齿轮轴21的轴向中央部配置出口孔25。纵孔24沿小齿轮轴21的轴向笔直地延伸,入口孔23及出口孔25沿着与轴向不同的方向笔直地延伸,与纵孔24交叉。具体而言,入口孔23及出口孔25沿小齿轮轴21的半径方向延伸,与纵孔24正交。
[0032]
向纵孔24的一端部的开口(以下,称为一端开口29)压入止动销26。由此,在小齿轮轴21内部,油供给路27、入口孔23、纵孔24、出口孔25相连而形成呈曲柄状地延伸的油供给路径。
[0033]
入口孔23与设置于行星齿轮架22的油供给路27连接。出口孔25与滚动轴承31连接。油供给路27是穿设在行星齿轮架22内部的孔。
[0034]
润滑油依次流过油供给路27、入口孔23、纵孔24、出口孔25。并且,润滑油向滚动轴承31供给,对滚动轴承31进行润滑。
[0035]
参照图2,在圆柱状的止动销26的两端外缘分别形成环状的锥面28。相对于由单点划线表示的止动销26的轴心,锥面28的斜度θ是包含在10
°
以上且30
°
以下的范围内的规定值。通过在止动销26的两端存在具有10
°
~30
°
的角度的斜度,由此锥面28发挥止动销26的定心作用,容易将止动销26以正确的姿势压入于成为空心孔的一端开口29,能够防止将止动销倾斜压入而扭拧的情况,能够防止止动销26的破损、润滑油的泄漏。当扭拧地压入时,止动销可能会破损,进而产生间隙,由此可能会导致润滑油的泄漏。而且,由于止动销26的两端为相同角度的斜度,因此向一端开口29压入时的止动销26的方向性消失,压入的作业性提高,实现低成本化。
[0036]
成为圆柱形状的固定外径的止动销26的外径尺寸及固定内径的纵孔24的内径尺寸是包含在2[mm]以上且10[mm]以下的范围内的规定值,例如为4[mm]或6[mm]。在本实施方式中,可以基于设计阶段的必需脱落载荷来设定止动销26的直径公差和被压入止动销26的一端开口29的直径公差。
[0037]
例如,在止动销26的外径尺寸及一端开口29的内径尺寸都为4[mm]且必需脱落载荷为50[n]的情况下,止动销26的外径尺寸公差设定为+0.03[mm]~+0.07[mm],一端开口29的内径尺寸公差设定为-0.07[mm]~+0.02[mm]。这样的话,一端开口29的内径公差范围设定为0.09[mm],与以往相比能够扩宽内径公差范围。
[0038]
本实施方式的止动销26以成为规定的外径尺寸的方式通过切削加工来制造。止动销26的材料由切削加工容易的材料制造。根据外径的切削加工,与内径的切削加工相比尺寸偏差少,止动销26的尺寸精度变得良好,能够缩窄公差范围。而且,止动销26的材料采用切削性高的材料,由此实现加工面的尺寸精度提高、切削加工时间的缩短,成为廉价的生产。或者,本实施方式的止动销26通过镦锻加工来制造。例如,将线材切断,通过一边施加压力一边使其塑性变形而形成。
[0039]
本实施方式的止动销26的尺寸精度良好,公差范围窄,因此即使被压入止动销26的一端开口29的尺寸公差宽,也能够确保必需的脱落力。根据本实施方式,一端开口29的加工生产率提高,能够廉价地生产小齿轮轴21。
[0040]
止动销26的表面硬度包含在以维氏硬度计为80hv以上且200hv以下的范围内。根据本实施方式,无需对止动销26实施导致成本上升的热处理,能够形成没有破损或脱落的担忧的止动销。
[0041]
为了防止止动销的脱落而需要减小脱落载荷的偏差,为此要减小止动销的外径尺寸的偏差。在本实施方式中,为了减小外径尺寸的偏差,不采用会使尺寸偏差增大的冲压成形、热处理。取代这些加工、处理,在减小止动销26的外径尺寸的偏差地进行精加工的目的下,对铜的含量为55质量%以上且锌的含量为45质量%以下的金属进行切削加工而精加工出止动销26。铜的含量为55质量%以上且锌的含有量为45质量%以下的金属能确保适度的强度且延展性优异,因此能够确保止动销的压入变形的容易度,压入时向孔的紧贴性提高。而且,切削加工容易,因此能够进行尺寸偏差少的加工。而且,由于不包含特殊的合金成分,
因此在价格上也不是高价的金属。反之如果脱离上述数值,则无法将抗拉强度、维氏硬度、切削加工的容易性全部确保。
[0042]
作为上述金属材料,例如为黄铜、c3604的快削黄铜(jis,h3250:2015)或者由jis,h3250:2015规定的c3605、c3603、c3602、c3601、c3531、c2800、c2700、c2600。这样的止动销26的材料比小齿轮轴21的材料柔软。
[0043]
将止动销26的表面硬度设为80hv以上且200hv以下的范围的理由是,在小于80hv的情况下,向润滑油导入用的纵孔24压入止动销26时,存在止动销自身过大地变形而破损或脱落的可能性。而且,在超过200hv的情况下,由于需要实施热处理等而导致成本上升。
[0044]
在此,附带而言,通过在作为止动销的金属中含有铅而能够进一步提高切削性,作为加工面的止动销的外径的尺寸精度提高,由此能够将止动销的外径尺寸公差管理得比现有技术(冲压成形、热处理)越发地窄。其结果是,即使将被压入的空心孔的开口部的直径公差在比现有技术宽的范围内设定(即使实现管理工时的省力化),也能够稳定地确保必需的脱落力。
[0045]
为了便于理解本实施方式的作用效果,关于现有例进行对比说明的话,在专利文献2中,为了使止动销的外径(直径)的公差范围为最小-0.01[mm]、最大+0.05[mm]而将止动销的公差范围较宽地设定为0.06[mm]。相对于此,为了使中心孔开口部的内径(直径)的公差范围为最小-0.02[mm]、最大+0.01[mm]而将中心孔开口部的公差范围较窄地设定为0.03[mm]。在上述现有例的情况下,由于在小齿轮轴的中心孔开口部处管理窄的公差范围,因此会招致因中心孔所需的钻头开孔加工、铰刀精加工、磨削精加工这样的加工工时的增加或管理工时的增加而引起的成本上升、因不合格率高而引起的废弃金额的增加。
[0046]
另外,在现有例中,在止动销的外径(直径)的公差范围成为最小-0.01[mm]、中心孔开口部的内径(直径)的公差范围成为最大+0.01[mm]的情况下,在止动销与中心孔开口部之间产生正间隙,止动销容易脱落。
[0047]
相对于此,根据本实施方式,使用快削黄铜的c3604作为止动销26的材料,止动销26的外径尺寸公差设定为最小+0.03[mm]~最大+0.07[mm],能够将止动销26的外径公差范围缩窄为0.04[mm],因此能够将被压入止动销26的纵孔24的直径的内径公差范围例如上述那样较宽地设定为0.09[mm],因此与现有例的0.03[mm]相比能够减少加工工时、管理工时,在小齿轮轴的制造过程中减少不合格率,能够减少不合格件的废弃金额及管理成本。
[0048]
另外,根据本实施方式,在前述的公差的设定中,即使在止动销26的外径尺寸公差成为最小+0.03[mm]、一端开口29的内径尺寸公差成为最大+0.02[mm]的情况下,在止动销26与一端开口29之间也能确保负间隙,避免止动销26从一端开口29脱落。
[0049]
以上,参照附图说明了本实用新型的实施方式,但是本实用新型没有限定为图示的实施方式的结构。可以针对图示的实施方式在与本实用新型相同的范围内或等同的范围内施加各种修正或变形。
[0050]
产业上的可利用性
[0051]
本实用新型能有利地利用在机械结构及润滑结构中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1