一种润滑油循环系统、干磨机磨辊以及干磨机的制作方法
1.本技术涉及机械设备技术领域,尤其涉及一种润滑油循环系统、干磨机磨辊以及干磨机。
背景技术:
2.涂料是现代工业用纸最重要的原料之一,纸幅经涂料涂布后可在纤维形成的凹凸不平和有较大孔隙的普通纸的表面上覆盖一层由涂料微细粒子组成的对油墨有良好吸收性的表面涂层,以便获得良好的均匀性和平滑度的纸面,通过涂布还可以提高纸的光泽度,改善纸张的稳定性和不透明度。工业涂料的主要成分为碳酸钙,传统制备的碳酸钙的工艺流程分为粗破碎、细破碎、研磨、制备等,目前干法研磨工艺具有设备投资少、技术成熟、工艺简单、能耗低等特点,被广泛运用于纸机的涂料制备车间。干法研磨的立磨机也称干磨机,其工作原理为物料是在磨辊与磨盘之间受到碾压而粉碎的,其中,磨盘通过立式的齿轮箱及电机传动,磨辊通过磨盘与物料之间的摩擦力实现转动的。
3.在实际生产中,磨辊与磨盘间的冲击载荷及负载极大,特别是传统的磨辊内部采用浸泡式润滑,润滑油通过磨辊轴内部的通孔进入腔体内部,油液随之进入两侧轴承,一般情况下润滑油损耗后才会有新润滑油再次补充到腔体内部,因此极易出现内部轴承过热损坏(轴承转动时会产生大量热量)或润滑不良损坏。而通过拆检损坏的磨辊发现,其内部因出现轴承干磨(轴承术语,指轴承内得不到润滑造成轴承内部金属之间相互摩擦)现象,以致内部油路经常被剥落的铁屑及润滑油内的添加剂等堵塞进油/回油管,造成润滑不灵从而引起磨辊抱死,致使干磨机停机影响涂料制备的效率。
技术实现要素:
4.本技术提供的一种润滑油循环系统,以能够解决现有技术中对磨辊进行的润滑,通常是浸泡式润滑,以致在润滑油损耗后,若没有及时再次浸泡相应部件,极易出现内部轴承过热损坏或润滑不良损坏,以及轴承干磨,堵塞进油/回油管,造成润滑不灵,从而引起磨辊抱死,致使干磨机停机影响涂料制备效率的问题。
5.为解决上述技术问题,本技术采用的一个技术方案是:提供一种润滑油循环系统,其中,该润滑油循环系统包括:进油管道,进油管道的一端为进油口;回油管道,环绕进油管道设置;出油口,形成于回油管道上。
6.其中,回油管道包括:回油外管,环绕进油管道的进油口的一侧设置,出油口形成于回油外管上;回油孔接头,回油孔接头一端连接回油外管,另一端沿进油管道延伸,以使润滑油循环系统在使用时,回油孔接头的另一端位于待润滑设备内。
7.其中,回油孔接头与回油外管通过快速接头连接。
8.其中,进油管道还包括进油接头,进油接头连接在进油管道的进油口上,回油外管的内侧壁连接进油接头的外侧壁。
9.其中,回油孔接头的另一端的外侧壁上设有外螺纹部,外螺纹部连接待润滑设备。
10.为解决上述技术问题,本技术采用的又一个技术方案是:提供一种干磨机磨辊,其中,该干磨机磨辊包括:磨辊轴,磨辊轴的轴线位置形成有轴内通孔,磨辊轴上形成有连通磨辊轴外部以及轴内通孔的回油孔;磨辊棍体,磨辊棍体与磨辊轴之间形成有润滑油通路;磨辊端盖,与磨辊轴的一端连接;润滑油循环系统,润滑油循环系统包括:进油管道,进油管道的一端为进油口,进油管道远离进油口的部分设置于磨辊轴的轴内通孔中,进油管道位于轴内通孔中的部分的直径小于轴内通孔的直径;回油管道,环绕进油管道设置,且部分位于磨辊轴的轴内通孔中,由磨辊端盖夹持密封;出油口,形成于回油管道暴露于磨辊轴的外部的部分上。
11.其中,回油管道包括:回油外管,环绕进油管道的进油口的一侧设置,出油口形成于回油外管上;回油孔接头,回油孔接头一端连接回油外管,另一端沿进油管道延伸,以使润滑油循环系统在使用时,回油孔接头的另一端位于待润滑设备内。
12.其中,回油孔接头与回油外管通过快速接头连接。
13.其中,进油管道还包括进油接头,进油接头连接在进油管道的进油口上,回油外管的内侧壁连接进油接头的外侧壁。
14.为解决上述技术问题,本技术采用的又一个技术方案是:提供一种干磨机,其中,该干磨机包括壳体、传动齿轮箱、磨盘以及磨辊,传动齿轮连接磨盘,磨辊与磨盘对应设置,磨盘、磨辊以及传动齿轮箱设置于壳体内部;其中,磨辊为如上任一项所述的干磨机磨辊。
15.本技术的有益效果是:区别于现有技术,本技术提供的润滑油循环系统中的进油管道的一端为进油口,回油管道环绕进油管道设置,而出油口形成于回油管道上,以能够有效实现润滑油的循环加注,从而避免了润滑油损耗而未及时添加的现象出现,也便有效保证了待润滑设备能够运转良好,并提高了待润滑设备的使用效率,减少了待润滑设备停机造成的损失。
附图说明
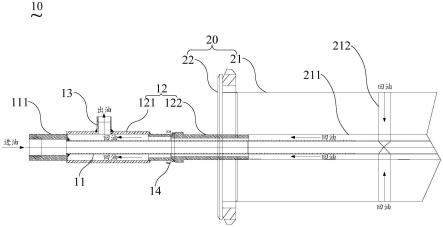
16.图1是本技术润滑油循环系统一实施方式的结构示意图;
17.图2是本技术干磨机磨辊一实施方式的结构示意图;
18.图3是本技术干磨机一实施方式的结构示意图;
19.图4是图3中干磨机中的磨辊连接润滑油站的结构示意图。
具体实施方式
20.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
21.本技术中的术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、“第三”的特征可以明示或者隐含地包括至少一个该特征。本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。本技术实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相
对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。
22.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
23.下面结合附图和实施例对本技术进行详细的说明。
24.请参阅图1,图1是本技术润滑油循环系统一实施方式的结构示意图。在本实施方式中,该润滑油循环系统10包括:进油管道11、回油管道12以及出油口13。
25.其中,本技术中提供的一种润滑油循环系统10具体是用于在机械设备中的轴承的旋转过程中,对轴承进行润滑,比如,通过进油管道11向干磨机中的磨辊的内部轴承注入润滑油,以保证磨辊能够运转良好。当然,在其它实施例中,该润滑油循环系统10还可以用在搅拌机的转轴上或其他任一合理的机械设备的转轴中,本实施例对此并不加以限制。
26.具体地,进油管道11的一端为进油口(图未标出),而回油管道12具体是环绕进油管道11设置,并与进油管道11之间形成空隙,且在回油管道12上还形成有出油口13。
27.可理解的是,该进油管道11和回油管道12至少部分能够伸入到待润滑设备20的转轴21中,以能够通过进油管道11向磨辊的转轴21内部注入润滑油,进而使该润滑油在经过转轴21内部对应的润滑通道后,通过回油管道12和进油管道11之间的空隙朝进油口的方向回流,并由出油口13排出回油管道12外。
28.且进油管道11的进油口及回油管道12的出油口13还能够对应连接至一循环油站,以使润滑油能够经循环油站泵入到辊的内部轴承中,进而又回流至循环油站,以实现润滑油的循环加注。
29.可选地,该循环油站的系统压力为1-3kg,且油站容积不小于100l。
30.上述方案,通过将回油管道12环绕进油管道11设置,并使出油口13形成于回油管道12上,以能够有效实现润滑油的循环加注,从而避免了润滑油损耗而未及时添加的现象出现,也便有效保证了待润滑设备20能够运转良好。且循环润滑系统通过对润滑油的循环加注,不仅能够有效对待润滑设备20中的转轴21进行润滑,还可以带走转轴21转动时轴承产生的热量,进而还能将轴承干磨产生的细小的铁屑等颗粒物通过循环油站过滤器清除,而有效提高待润滑设备20的使用效率,减少待润滑设备20停机造成的经济损失。
31.在一实施例中,回油管道12还进一步包括回油外管121和回油孔接头122,且具体是回油外管121环绕进油管道11的进油口的一侧设置,而出油口13形成于回油外管121上。
32.进一步地,回油孔接头122的一端连接于回油外管121,而其另一端沿进油管道11延伸,以使润滑油循环系统10在使用时,回油孔接头122的另一端能够位于待润滑设备20内,比如,将回油孔接头122的另一端及进油管道11伸入到待润滑设备20的转轴21的轴线位置处的通孔211中,以通过该通孔211向待润滑设备20的转轴21内部注入润滑油。
33.且在该通孔211的内壁上还设有连通转轴21外部以及通孔211的回油孔212,以在
润滑油依次通过转轴21内部的润滑通道,而在完成润滑后,能够经由该通孔211的外侧壁与进油管道11之间的空隙回流至回油管道12与进油管道11之间的间隙中,并由出油口13排出,进而回流到循环油站。
34.在一实施例中,回油孔接头122具体是通过快速接头与回油外管121相连接。
35.需说明的是,该快速接头具体是一种能够实现快速密封连接的接头工具。
36.可理解的是,通过采用快速接头连接回油孔接头122和回油外管121,可以方便后期的维保与检查工作,比如,由快速接头处将回油管道12拆除下来进行维修。
37.在一实施例中,进油管道11还包括进油接头111,且进油接头111具体是连接在进油管道11的进油口上,而回油外管121的内侧壁连接在进油接头111的外侧壁上,以使回油外管121的内侧壁能够与进油管道11的外侧壁相间隔设置,而形成润滑油的回流间隙通道。
38.在一实施例中,回油孔接头122的另一端的外侧壁上还设有外螺纹部(图未标出),而该外螺纹部能够对应与待润滑设备20,比如转轴21端盖22实现连接,且回油孔接头122具体是与转轴21端盖22密封连接,以防止回油滴漏。
39.本技术还提供了一种干磨机磨辊,请参阅图2,图2是本技术干磨机磨辊一实施方式的结构示意图。在本实施方式中,该干磨机磨辊30具体包括:磨辊轴31、磨辊棍体32、磨辊端盖33以及润滑油循环系统34。
40.其中,磨辊轴31的轴线位置形成有轴内通孔311,而磨辊轴31上形成有连通磨辊轴31外部以及轴内通孔311的回油孔312,且磨辊棍体32与磨辊轴31之间还形成有润滑油通路,磨辊端盖33具体与磨辊轴31的一端连接。
41.进一步地,润滑油循环系统34具体还进一步包括:进油管道341、回油管道342以及出油口343,其中,进油管道341的一端为进油口(图未标出),且进油管道341远离进油口的部分设置于磨辊轴31的轴内通孔311中,而进油管道341位于轴内通孔311中的部分的直径小于轴内通孔311的直径。
42.回油管道342具体是环绕进油管道341设置,并与进油管道341之间形成空隙,且部分位于磨辊轴31的轴内通孔311中,由磨辊端盖33夹持密封。
43.而在回油管道342上还形成有出油口343,且出油口343形成于回油管道342暴露于磨辊轴31的外部的部分上。
44.可理解的是,该进油管道341和回油管道342至少部分能够伸入到磨辊轴31的内部,以能够通过进油管道341向磨辊棍体32注入润滑油,进而使该润滑油在经过磨辊棍体32内部对应的润滑通道后,通过回油管道342和进油管道341之间的空隙朝进油口的方向回流,并由出油口343排出回油管道342外。
45.且进油管道341的进油口及回油管道342的出油口343还能够对应连接至一循环油站,以使润滑油能够经循环油站泵入到辊的内部轴承中,进而又回流至循环油站,以实现润滑油的循环加注。
46.可选地,该循环油站的系统压力为1-3kg,且油站容积不小于100l。
47.在一实施例中,回油管道342还进一步包括回油外管3421和回油孔接头3422,且具体是回油外管3421环绕进油管道341的进油口的一侧设置,而出油口343形成于回油外管3421上。
48.进一步地,回油孔接头3422的一端连接于回油外管3421,而其另一端沿进油管道
341延伸,以使润滑油循环系统34在使用时,回油孔接头3422的另一端能够位于轴内通孔311中,而向磨辊棍体32注入润滑油,并使润滑油在完成润滑后,能够回流至出油口343处。
49.在一实施例中,回油孔接头3422具体是通过快速接头344与回油外管3421相连接。
50.可理解的是,通过采用快速接头344连接回油孔接头3422和回油外管3421,可以方便后期的维保与检查工作,比如,由快速接头344处将回油管道342拆除下来进行维修。
51.在一实施例中,进油管道341还包括进油接头3411,且进油接头3411具体是连接在进油管道341的进油口上,而回油外管3421的内侧壁连接在进油接头3411的外侧壁上,以使回油外管3421的内侧壁能够与进油管道341的外侧壁相间隔设置,而形成润滑油的回流间隙通道。
52.可理解的是,该干磨机磨辊30具体是在磨辊轴31的轴内通孔311中安装了一进油管道341,而进油管道341与该通孔的间隙能够做为回油通道。循环油站能够将润滑油从进油口泵入到进油管道341中,并使其随后进入到轴承室的腔体内进行润滑,而润滑油在经过腔体后,进而能够由回油孔312进入到回油管道342中,并在系统压力的带动下又从出油孔回到循环油站,从而能够可完成磨辊的润滑循环流程。
53.由此可知,通过实现润滑油的循环加注,有效避免了润滑油损耗而未及时添加的现象出现,也便有效保证了待润滑设备能够运转良好。且循环润滑系统通过对润滑油的循环加注,不仅能够有效对磨辊进行润滑,还可以带走磨辊转动时轴承产生的热量,进而还能将轴承干磨产生的细小的铁屑等颗粒物通过循环油站过滤器清除,而有效提高待润滑设备的使用效率,减少待润滑设备停机造成的经济损失。
54.在一实施例中,回油孔接头3422的另一端的外侧壁上还设有外螺纹部(图未标出),而该外螺纹部能够对应与磨辊端盖33实现连接。且回油孔接头3422具体是与磨辊端盖33密封连接,以防止回油滴漏。
55.进一步地,在一实施例中,干磨机磨辊30还包括密封润滑脂进口管道35,密封润滑脂进口管道35的一端为润滑脂进口,密封润滑脂进口管道35远离润滑脂进口的部分也设置于磨辊轴31的轴内,并与其轴内通孔311平行间隔设置,且密封润滑脂进口管道35远离润滑脂进口的另一端出口,靠近磨辊端盖33设置,以能够通过该密封润滑脂进口管道35向磨辊端盖33注入润滑脂,而使磨辊端盖33能够与回油孔接头3422的另一端实现密封连接。
56.本技术还提供了一种干磨机,请参阅图3,图3是本技术干磨机一实施方式的结构示意图。在本实施方式中,该干磨机40包括壳体41、传动齿轮箱42、磨盘43以及磨辊44,传动齿轮连接磨盘43,磨辊44与磨盘43对应设置,磨盘43、磨辊44以及传动齿轮箱42设置于壳体41内部;其中,磨辊44为如上任一项所述的干磨机磨辊30。
57.可理解的是,待粉碎物料能够在磨辊44与磨盘43之间经受碾压而粉碎,而干磨机40具体是通过传动齿轮箱42驱动磨盘43转动,磨辊44进而通过磨盘43与物料之间的摩擦力实现转动,以对待粉碎物料进行打磨。
58.请继续参阅图4,图4是图3中干磨机中的磨辊连接润滑油站的结构示意图。
59.在本实施例中,干磨机40中的磨辊44的数量具体为3个,而其中的每一磨辊44中的进油口和出油口343均通过一独立的管道连接至一润滑油站,以通过该润滑油站分别将润滑油泵入到磨辊44,以对磨辊44进行润滑后,使润滑油回流至润滑油站,以此反复,实现对磨辊44的循环润滑。而在其他实施例中,该干磨机40中的磨辊44的数量还可以是1个、2个或
4个等任一合理的数量,本技术对此不做限定。
60.本技术的有益效果是:区别于现有技术,本技术提供的润滑油循环系统中的进油管道的一端为进油口,回油管道环绕进油管道设置,而出油口形成于回油管道上,以能够有效实现润滑油的循环加注,从而避免了润滑油损耗而未及时添加的现象出现,也便有效保证了待润滑设备能够运转良好,并提高了待润滑设备的使用效率,减少了待润滑设备停机造成的损失。
61.以上仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1