一种玻纤增强高压塑料管的焊接结构的制作方法
1.本实用新型涉及焊接技术领域,具体为一种玻纤增强高压塑料管的焊接结构。
背景技术:
2.玻纤增强高压塑料管又被称作玻纤增强复合管,通过在塑料管外壁经特殊工艺包覆玻纤层制成,管材的刚性增强,可防止管材下垂,在两根复合管进行连接时,常见的连接方式为热熔连接,需将两根复合管进行焊接的端部的玻纤层剥掉,露出内部的塑料管形成预熔融区段,两个预熔融区段之间热熔连接,但是由于预熔融区段剥掉了玻纤层,导致该区段只是塑料管段,刚性或强度明显低于未剥掉玻纤层的复合管段,因此复合管焊接后容易在焊接处发生弯折下垂。
3.申请号为cn201910414812.3的中国专利公开一种rtp管电熔热熔不变尺寸连接结构及其连接方法,包括进行对接的第一rtp管和第二rtp管,第一rtp管的pe内管端部沿轴向向外预留一段预熔融区段,第二rtp管的结构与第一rtp管相同,连接结构还包括玻纤增强pe套管,玻纤增强pe套管的长度等于rtp管预熔融区段长度的两倍,玻纤增强pe套管的外径与rtp管外径相同,玻纤增强pe套管的内径比rtp管的pe内管外径大1-4mm,玻纤增强pe套管的内预埋有加热线圈或者添加有自热熔材料,第一rtp管与第二rtp管的预熔融区段相对插设于所述玻纤增强pe套管内,预熔融区段的外表面与玻纤增强pe套管的内表面通过电熔或热熔焊合。
4.该连接结构中通过将玻纤增强pe套管焊接于预熔融区段外部,来增强该区段的刚性,且玻纤增强pe套管的长度需要根据预熔融区段的长度进行确定,外径和内径都需要根据第一rtp管和第二rtp管的尺寸进行确定,因此需要配备很多不同尺寸的玻纤增强pe套管,使用时根据不同需求进行挑选,成本较高。
技术实现要素:
5.本实用新型的目的在于提供一种玻纤增强高压塑料管的焊接结构,增加焊接处强度的同时降低成本。
6.为了解决上述技术问题,本实用新型通过下述技术方案得以解决:一种玻纤增强高压塑料管的焊接结构,包括由第一塑料内管和第一玻纤层形成的第一复合管、由第二塑料内管和第二玻纤层形成的第二复合管以及于第一塑料内管和第二塑料内管之间设置的连接结构,连接结构包括于第一塑料内管端部沿轴向向外延伸设置的外径小于第一塑料内管外径的熔融段、于第二塑料内管端部设置的供熔融段完全插入的熔融槽以及于熔融段和熔融槽之间设置的使两者焊合的焊接部。
7.采用上述方案,相比于现有技术中需要配备很多不同尺寸的玻纤增强pe套管,来适应不同尺寸的rtp管,使用时根据不同需求进行挑选,成本较高,本方案中通过在设置第一塑料内管端部设置熔融段,且熔融段的外径小于第一塑料内管外径,即熔融段的外径小于第二塑料内管外径,因此在第二塑料内管端部可设置熔融槽,保证熔融槽可供熔融段插
入,当熔融段完全插入熔融槽后,通过焊接部使熔融段和熔融槽焊接,实现第一复合管和第二复合管的焊接,无需额外增加玻纤增强pe套管,降低成本;除此之外,第一复合管设置熔融段的一端和第二复合管设置熔融槽的一端贴合,避免塑料裸露,因此焊接后的整个管材均是在塑料外面包覆有玻纤,增加焊接处强度。
8.作为优选,熔融段是由第一复合管剥离第一玻纤层后露出的第一塑料内管经车床加工形成,熔融槽是由第二塑料内管经车床加工形成。
9.采用上述方案,第一复合管剥离第一玻纤层后露出第一塑料内管,露出的第一塑料内管经车床加工形成外径小于第一塑料内管外径的熔融段,再将第二复合管进行车床加工,在第二复合管的第二塑料内管内形成可供熔融段插入的熔融槽,加工简单。
10.作为优选,焊接部包括于熔融段和/或熔融槽上设置的加热线圈或热熔材料。
11.采用上述方案,通过加热线圈发热使熔融段和熔融槽熔化焊接或热熔材料自身熔化进行焊接均可实现熔融段和熔融槽的焊接。
12.作为优选,熔融段的外表面和/或熔融槽的内表面凹设有容置加热线圈或者热熔材料的容置槽,当熔融段完全插入熔融槽时,熔融段的外表面与熔融槽的内表面贴合。
13.采用上述方案,设置容置槽使得加热线圈或者热熔材料可完全收纳于容置槽内,不增加熔融段的外径或者熔融槽的内径,使得熔融段的外表面可与熔融槽的内表面贴合,增加焊接面积,增加强度。
14.作为优选,容置槽呈螺旋状分布。
15.采用上述方案,增加加热线圈或者热熔材料的储存量,增加焊接强度,螺旋状的加热线圈也可使熔融段和熔融槽受热更加均匀,焊接强度更加均匀。
16.作为优选,当熔融段完全插入熔融槽时,熔融段远离第一塑料内管的一端与熔融槽底部贴合。
17.采用上述方案,熔融段远离第一塑料内管的一端与熔融槽底部之间产生间隙,会导致该间隙段的管道强度降低,因此贴合设置进一步增加焊接处的刚性。
18.作为优选,熔融段远离第一塑料内管的一端和/或熔融槽底部凹设有第一环形槽,第一环形槽设置有加热线圈或热熔材料。
19.采用上述方案,使熔融段远离第一塑料内管的一端和熔融槽底部进行焊接,进一步增大熔融段和熔融槽之间的焊接面积。
20.作为优选,第一塑料内管设置熔融段的一端和/或第二塑料内管设置熔融槽的一端凹设有第二环形槽,第二环形槽设置有加热线圈或热熔材料。
21.采用上述方案,使第一塑料内管设置熔融段的一端和第二塑料内管设置熔融槽的一端进行焊接,进一步增大第一复合管和第二复合管之间的焊接面积。
22.本实用新型由于采用了以上技术方案,具有显著的技术效果:在第一复合管上加工形成外径小于第一塑料内管外径的熔融段,在第二复合管上加工形成熔融槽,熔融段完全插入熔融槽内经焊接部进行焊接,无需额外增加玻纤增强pe套管,降低成本;除此之外,第一复合管设置熔融段的一端和第二复合管设置熔融槽的一端贴合,避免塑料裸露,因此焊接后的整个管材均是在塑料外面包覆有玻纤,增加焊接处强度。
附图说明
23.图1是实施例中一种玻纤增强高压塑料管的焊接结构未焊接时的俯视图;
24.图2是图1中的a-a处剖视图;
25.图3是图2中的b处放大图;
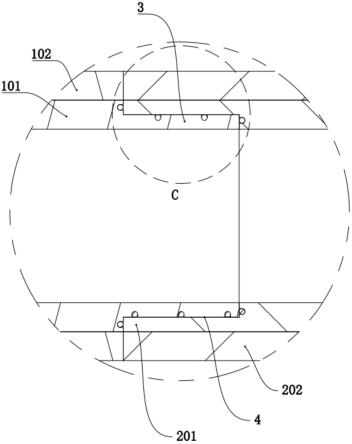
26.图4是实施例中一种玻纤增强高压塑料管的焊接结构焊接时的局部放大图;
27.图5是图4中的c处放大图。
28.以上附图中各数字标号所指代的部位名称如下:1、第一复合管;101、第一塑料内管;102、第一玻纤层;2、第二复合管;201、第二塑料内管;202、第二玻纤层;3、熔融段;4、熔融槽;5、容置槽;6、加热线圈;7、热熔材料;8、第一环形槽;9、第二环形槽。
具体实施方式
29.下面结合附图与实施例对本实用新型作进一步详细描述。
30.实施例
31.一种玻纤增强高压塑料管的焊接结构,参照图1至图5,包括等待焊接的第一复合管1和第二复合管2,第一复合管1包括第一塑料内管101以及于第一塑料内管101的外部包覆的第一玻纤层102,第二复合管2包括第二塑料内管201以及于第二塑料内管201的外部包覆的第二玻纤层202。
32.第一复合管1待焊接的一端剥离第一玻纤层102后露出一小段第一塑料内管101,露出的第一塑料内管101经车床加工,形成外径小于第一塑料内管101外径的熔融段3,熔融段3的外环壁上凹设有容置槽5,容置槽5绕熔融段3的轴向呈螺旋状分布,增加储存空间,在容置槽5内嵌设有加热线圈6,螺旋状的加热线圈6可使熔融段3和熔融槽4受热更加均匀,焊接强度更加均匀,容置槽5的深度与加热线圈6的直径相等,因此加热线圈6嵌入容置槽5后不会改变熔融段3的外径大小,加热线圈6两端连接有接线柱,接线柱以及接线柱和加热线圈6之间的连接方式均为现有技术,在图中未标出,在此也不做赘述。在第二复合管2待焊接的一端上经车床加工有熔融槽4,熔融槽4的内径与熔融段3的外径相等,且熔融槽4可供熔融段3完全插入。因此当熔融段3完全插入熔融槽4时,熔融段3的外表面与熔融槽4的内表面贴合,加热线圈6通电后加热,使熔融段3的外表面和熔融槽4的内表面熔化进行焊接,由于熔融段3的外表面与熔融槽4的内表面贴合,焊接面积增加,焊接强度增强,在熔化焊接时,还可对第一复合管1进行施压,进一步增加焊接强度,整个焊接结构无需额外增加玻纤增强pe套管,降低成本;除此之外,第一复合管1设置熔融段3的一端和第二复合管2设置熔融槽4的一端贴合,避免塑料裸露,因此焊接后的整个管材均是在塑料外面包覆有玻纤,增加焊接处强度。
33.当熔融段3完全插入熔融槽4时,若熔融段3远离第一塑料内管101的一端与熔融槽4底部之间产生间隙,会导致该间隙段的管道强度降低,因此本实施例中熔融段3远离第一塑料内管101的一端与熔融槽4底部贴合设置,进一步增加焊接处的刚性,熔融槽4底部凹设有第一环形槽8,第一环形槽8内嵌设有热熔材料7,第一塑料内管101设置熔融段3的一端凹设有第二环形槽9,第二环形槽9内嵌设有热熔材料7,本实施例中热熔材料7为热熔胶,随着熔融段3和熔融槽4内的升温,热熔胶升温熔化,使熔融段3远离第一塑料内管101的一端和熔融槽4底部进行焊接,第一塑料内管101设置熔融段3的一端和第二塑料内管201设置熔融
槽4的一端进行焊接,进一步增大焊接面积,且增强端部处的焊接强度,提升整个焊接结构的焊接强度。
34.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1