加热式供油装置的制作方法
1.本技术涉及压铸领域,尤其涉及一种加热式供油装置。
背景技术:
2.压铸机是用来压力铸造的机器,由于其在加工生产复杂合成产品时在维持紧密公差的同时节约了制造成本,成为目前一种主流的制造技术。压铸机上的润滑系统中的润滑油在工作过程中,由于温度的变化影响了润滑油的流动性,导致设备在使用过程中,不能精确的控制每次油量的多少。
技术实现要素:
3.有鉴于此,本技术提出了一种加热式供油装置,其能够保持油液的油温,保证了油液的流动性,并通过定量阀进行出油量的控制,进而能够确保每次输出的准确性。
4.根据本技术的一方面,提供了一种加热式供油装置,包括:
5.安装架、油箱、加热组件、阀箱和电控箱;
6.所述安装架上设置有第一托架,所述加热组件固定在所述第一托架上,所述油箱放置在所述加热组件背离所述第一托架的一侧;
7.所述阀箱和所述电控箱均固定在所述安装架上,所述加热组件与所述电控箱电连接;
8.所述阀箱内设置有定量阀,所述定量阀的进油口与所述油箱的出油口连通,用于输送定量油量;
9.所述油箱为导热材质。
10.在一种可能的实现方式中,所述阀箱的内部还设置有电磁阀;
11.所述电磁阀的进口适用于连通气体回路,所述电磁阀的出口与所述定量阀的进气口连通,用于控制所述定量阀的开启或者关闭;
12.所述电磁阀与所述电控箱电连接。
13.在一种可能的实现方式中,还包括搅拌装置,所述搅拌装置固定在所述油箱上,用于搅拌所述油箱内的油液。
14.在一种可能的实现方式中,所述搅拌装置包括旋转动力组件、旋转轴和搅拌叶;
15.所述旋转动力组件固定安装在所述油箱背离所述加热组件的一侧,所述旋转动力组件的旋转端朝向所述油箱设置;
16.所述旋转轴固定安装在所述旋转动力组件的旋转端,所述旋转轴贯穿所述油箱的侧壁伸入所述油箱的内部腔体处;
17.所述搅拌叶固定在所述旋转轴伸入所述油箱的内部腔体的一侧。
18.在一种可能的实现方式中,所述加热组件为铝加热板。
19.在一种可能的实现方式中,述油箱的一侧侧壁上设置有视液件,用于观察所述油箱内的油液液面。
20.在一种可能的实现方式中,所述视液件为透明管道,所述视液件的两端均与所述油箱的内部腔体连通;
21.所述视液件的一端临近所述油箱背离所述加热组件的一侧,所述视液件的另一端临近所述油箱朝向所述加热组件的一侧。
22.在一种可能的实现方式中,所述油箱的一侧侧壁上开设有第一流通口和第二流通口;
23.所述第一流通口临近所述油箱背离所述加热组件的一侧设置,所述第二流通口临近所述油箱朝向所述加热组件的一侧设置;
24.所述视液件的两端均可拆卸安装有弯头,两个所述弯头未与所述视液件连接的一端分别与所述第一流通口、所述第二流通口连接并连通。
25.在一种可能的实现方式中,所述安装架上还设置有第二托架;
26.所述第二托架位于所述第一托架的下方位置处,所述阀箱固定在所述第二托架朝向所述第一托架的一侧。
27.在一种可能的实现方式中,所述电控箱固定在所述安装架背离所述阀箱的一侧,所述电控箱与所述阀箱相对设置;
28.所述电控箱和所述阀箱均位于所述油箱的下方区域处。
29.本技术实施例加热式供油装置设置有安装架、油箱、加热组件、阀箱和电控箱,在进行安装时,将油箱、阀箱和电控箱均固定在安装架上,并将油箱置于安装架上的第一托架上的加热组件上,将加热组件和电控箱电连接,油箱与阀箱内部的定量阀连通。由此,可以通过加热组件对导热材质的油箱内部的油液进行加热,进而能够保持油液的油温,保证了油液的流动性,并通过定量阀进行出油量的控制,进而能够确保每次输出的准确性。
30.根据下面参考附图对示例性实施例的详细说明,本技术的其它特征及方面将变得清楚。
附图说明
31.包含在说明书中并且构成说明书的一部分的附图与说明书一起示出了本技术的示例性实施例、特征和方面,并且用于解释本技术的原理。
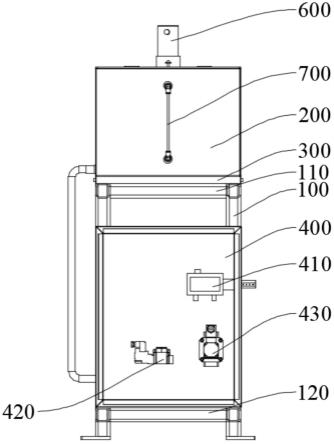
32.图1示出本技术实施例的加热式供油装置的主视图;
33.图2示出本技术实施例的加热式供油装置的侧视图;
34.图3示出本技术实施例的加热式供油装置的轴测图。
具体实施方式
35.以下将参考附图详细说明本技术的各种示例性实施例、特征和方面。附图中相同的附图标记表示功能相同或相似的元件。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
36.其中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本新型或简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方
位、以特定的方位构造和操作,因此不能理解为对本新型的限制。
37.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
38.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。
39.另外,为了更好的说明本技术,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本技术同样可以实施。在一些实例中,对于本领域技术人员熟知的方法、手段、元件和电路未作详细描述,以便于凸显本技术的主旨。
40.图1示出本技术实施例的加热式供油装置的主视图。图2示出本技术实施例的加热式供油装置的侧视图。图3示出本技术实施例的加热式供油装置的轴测图。如图1、图2或图3所示,该加热式供油装置包括:安装架100、油箱200、加热组件300、阀箱400和电控箱500,其中,安装架100上设置有第一托架110,加热组件300固定安装在第一托架110上,且油箱200放置在加热组件300背离第一托架110的一侧。阀箱400和电控箱500均固定在安装架100上,加热组件300与电控箱500电连接。阀箱400内设置有定量阀410,定量阀410的进油口与油箱200的出油口连通,用于输送定量油量。上述的油箱200为导热材质。
41.本技术实施例加热式供油装置设置有安装架100、油箱200、加热组件300、阀箱400和电控箱500,在进行安装时,将油箱200、阀箱400和电控箱500均固定在安装架100上,并将油箱200置于安装架100上的第一托架110上的加热组件300上,将加热组件300和电控箱500电连接,油箱200与阀箱400内部的定量阀410连通。由此,可以通过加热组件300对导热材质的油箱200内部的油液进行加热,进而能够保持油液的油温,保证了油液的流动性,并通过定量阀410进行出油量的控制,进而能够确保每次输出的准确性。
42.此处,应当指出的是,由于本技术实施例加热式供油装置为对润滑油进行加热,润滑油为不易燃物,所以不存在加热时点燃润滑油的现象。
43.在一种可能的实现方式中,阀箱400的内部还设置有电磁阀420,电磁阀420的进口适用于连通气体回路,电磁阀420的出口与定量阀410的进气口连通,用于控制定量阀410的开启或者关闭,且电磁阀420与电控箱500电连接。由此,可以通过控制电磁阀420来控制定量阀410的开启或者关闭,电磁阀420工作一次,定量阀410就动作一次,由此进一步的确保了输出的准确性。
44.此处,应当指出的是,定量阀410在电磁阀420的控制下依靠阀门本身的压力进行阀门的开启或者关闭。且电磁阀420控制定量阀410开启或者关闭形式为本领域技术人员的常规技术手段,此处不作详细赘述。
45.此处,还应当指出的是,在一种可能的实现方式中,阀箱400内部还设置有吹气阀430,吹气阀430与压铸系统中的气体回路连通,用于脉冲吹气。
46.在一种可能的实现方式中,本技术实施例还包括搅拌装置600,搅拌装置600固定在邮箱上,用于搅拌邮箱内的油液。由此,可以通过搅拌装置600保证油箱200内的油品混合均匀。
47.更进一步的,在一种可能的实现方式中,搅拌装置600包括旋转动力组件、旋转轴
和搅拌叶,其中,旋转动力组件固定安装在油箱200背离加热组件300的一侧(及油箱200的顶部),旋转动力组件的旋转端朝向油箱200设置。旋转轴高度安装在旋转动力组件的旋转端,旋转轴贯穿油箱200的顶部伸入油箱200的内部腔体处。搅拌固定在旋转轴伸入油箱200的内部腔体的一侧。
48.此处,应当指出的是,在一种可能的实现方式中,旋转动力组件可以采电机,且当采用电机时,旋转动力组件与电控箱500电连接。旋转动力组件也可以采用旋转气缸来实现。
49.此处,还应当指出的是,在一种可能的实现方式中,搅拌叶设置有三个,三个搅拌叶绕旋转轴的周向分布。此处,还应当指出的是,在一种可能的实现方式中,三个搅拌叶可以绕旋转轴的周向圆周阵列分布。
50.在一种可能的实现方式中,加热组件300可以采用铝加热板来实现。
51.此处,应当指出的是,在一种可能的实现方式中,加热组件300还设置有控制器,用于控制铝加热板的温度,控制器与电控箱500电连接。此处,还应当指出的是,在一种可能的实现方式中,电控箱500上可以设置有控制面板,用于向控制器发送控制铝加热板温度的控制指令。
52.更进一步的,在一种可能的实现方式中,油箱200的一侧侧壁上设置有视液件700,用于观察油箱200内的油液液面。
53.更近一步的,在一种可能的实现方式中,视液件700为透明管道,视液件700的两端均与油箱200的内部腔体连通。视液件700的一端临近油箱200背离加热组件300的一侧(油箱200的顶部),视液件700的另一端临近油箱200朝向加热组件300的一侧(油箱200的底部)。上述结构中的视液件700内的压力和油箱200内的压力相同,所以通过观察视液件700内的液面就可以判断处油箱200内的液面。
54.更进一步的,在一种可能的实现方式中,油箱200的一侧侧壁上开设有第一流通口和第二流通口,第一流通口临近油箱200背离加热组件300的一侧设置,第二流通口临近油箱200朝向加热组件300的一侧设置。视液件700的两端均可拆卸安装有弯头,两个弯头未与视液件700连接的一端分别与第一流通口、第二流通口连接并连通。
55.此处,应当指出的是,在一种可能的实现方式中,第一流通口处设置有第一连接台210,第二流通口处设置有第二连接台220,且第一连接台210呈两端设置开口筒状结构,第一连接台210的内部腔体与第一流通口连通,第二连接台220呈两端设置开口的筒状结构,且第二连接台220的内部腔体与第二流通口连通。第一连接台210远离第一流通口处的内壁处开设有第一内螺纹,第二连接台220远离第二流通口处的内壁开设有第二内螺纹。两个弯头均的一端均开设有外螺纹,由此使得第一连接台210能够与其中一个弯头旋接,第二连接台220与另一个弯头旋接。视液件700也可以与弯头旋接设置。
56.在一种可能的实现方式中,安装架100上还设置有第二托架120,第二托架120位于第一托架110的下方位置处,阀箱400固定在第二托架120朝向第一托架110的一侧。
57.在一种可能的实现方式中,电控箱500固定在安装架100背离阀箱400的一侧,电控箱500与阀箱400相对设置,电控箱500和阀箱400均位于油箱200的下方区域处。
58.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技
术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1