截止阀的制作方法
1.本实用新型涉及截止阀技术领域,具体而言,涉及一种截止阀。
背景技术:
2.目前,在安装空调机前,需要通过截止阀将冷媒等流体通路断开,安装后,通过截止阀将冷媒等流体通路再连通;在需要向空调机内填充冷媒时,可通过截止阀上设置的气门组件进行填充;但是,现有技术中,大多数的气门组件的和阀体开口焊接的部位由铝制成,且阀体的开口的长度受材料或者制作工艺的限制,所以开口的长度通常比较短,异种金属之间焊接强度及使用寿命不够,因此,会出现气门组件和阀体开口焊接强度低的情况。
技术实现要素:
3.本实用新型提供了一种截止阀,以解决现有技术中的气门组件和阀体焊接强度低的问题。
4.为了解决上述问题,本实用新型提供了一种截止阀,包括:阀体,阀体的侧壁具有第一开口;转接管,转接管的一端与第一开口焊接且连通设置;气门组件,气门组件的一端和转接管的另一端焊接。
5.进一步地,第一开口为翻边口,转接管包括依次连接的第一管段、第二管段和第三管段,第一管段穿入翻边口且与翻边口的内壁焊接,气门组件的一端穿入第三管段且与第三管段的外壁焊接。
6.进一步地,转接管包括依次连接的第一管段、第二管段和第三管段,第二管段为锥形段,第一管段和第三管段为直筒段,第一管段的孔径小于第三管段的孔径,第一管段穿入第一开口且和第一开口的内壁焊接,气门组件的一端穿入第三管段且和第三管段的内壁焊接。
7.进一步地,第一管段的外壁和第一开口的内壁的接触区域轴向长度为l1,气门组件穿入第三管段的深度为l2,l1≤l2。
8.进一步地,气门组件的一端穿入转接管内,气门组件的外壁和转接管的内壁之间具有环形槽,环形槽用于容纳焊料。
9.进一步地,环形槽位于气门组件的外壁,环形槽和转接管的腔体连通。
10.进一步地,阀体为管状,阀体由不锈钢制成,转接管由不锈钢或铜制成,气门组件的与转接管焊接的部位由铝制成。
11.进一步地,气门组件包括筒体、气门芯和安装帽,气门芯安装在筒体的腔体内,筒体的一端和转接管焊接,筒体的另一端和安装帽连接;筒体包括依次连接的第一杆段、第二杆段、第三杆段,第二杆段的直径大于第一杆段、第三杆段的直径,第三杆段穿入转接管且和转接管的内壁焊接,第二杆段和安装帽连接,安装帽盖住第一杆段的开口。
12.进一步地,第二杆段的外壁具有外螺纹,安装帽的内壁具有内螺纹,外螺纹和内螺纹配合,气门组件还包括密封垫,第一杆段具有锥形面,安装帽的内壁具有台阶面,密封垫
位于安装帽内,密封垫的两侧分别和锥形面、台阶面抵接。
13.进一步地,阀体内具有容纳腔,阀体的一端具有阀口,阀体的侧壁还具有第二开口,截止阀还包括阀芯、第一接管和第二接管,阀芯可移动地设置在容纳腔内,以打开或关闭阀口,第一接管和阀口连通,第二接管和第二开口连接,阀口打开的情况下第一接管和第二接管连通。
14.应用本实用新型的技术方案,提供了一种截止阀,包括:阀体,阀体的侧壁具有第一开口;转接管,转接管的一端与第一开口焊接且连通设置;气门组件,气门组件的一端和转接管的另一端焊接。采用该方案,设置转接管,且转接管的一端与第一开口焊接且连通设置,气门组件的一端和转接管的另一端焊接,通过转接管将气门组件和阀体连接起来,这种方式有效解决了现有技术中由于阀体开口的长度比较短,使得气门组件和阀体开口的有效焊接长度短,而导致焊接强度低的问题。利用本方案,将转接管和气门组件焊接,这样气门组件和转接管的连接长度不受限制,即增加了气门组件和转接管的有效焊接长度,从而增强了焊接强度。
附图说明
15.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
16.图1示出了本实用新型的实施例一提供的截止阀的结构示意图;
17.图2示出了图1中截止阀的局部放大图;
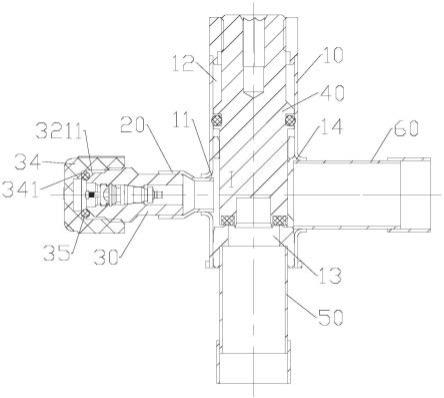
18.图3示出了本实用新型的实施例二提供的截止阀的结构示意图;
19.图4示出了图3中截止阀的局部放大图。
20.其中,上述附图包括以下附图标记:
21.10、阀体;11、第一开口;12、容纳腔;13、阀口;14、第二开口;
22.20、转接管;21、第一管段;22、第二管段;23、第三管段;
23.30、气门组件;31、环形槽;32、筒体;321、第一杆段;3211、锥形面;322、第二杆段;323、第三杆段;33、气门芯;34、安装帽;341、台阶面;35、密封垫;
24.40、阀芯;
25.50、第一接管;
26.60、第二接管。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.如图1和图2所示,本实用新型的实施例一提供了一种截止阀,包括:阀体10,阀体10的侧壁具有第一开口11;转接管20,转接管20的一端与第一开口11焊接且连通设置;气门
组件30,气门组件30的一端和转接管20的另一端焊接。
29.采用该方案,设置转接管20,且转接管20的一端与第一开口11焊接且连通设置,气门组件30的一端和转接管20的另一端焊接,通过转接管20将气门组件和阀体连接起来,这种方式有效解决了现有技术中由于阀体10开口的长度比较短,使得气门组件30和阀体10开口的有效焊接长度短,而导致焊接强度低的问题。其中,阀体10的开口长度通常由阀体10本身的壁厚决定,故而导致开口的长度比较短。利用本方案,将转接管20和气门组件30焊接,这样气门组件30和转接管20的连接长度不受限制,即增加了气门组件30和转接管20的有效焊接长度,从而增强了焊接强度。
30.其中,第一开口11为翻边口,转接管20包括依次连接的第一管段21、第二管段22和第三管段23,第一管段21穿入翻边口且与翻边口的内壁焊接,气门组件30的一端穿入第三管段23且与第三管段23的外壁焊接。采用上述连接方式,通过转接管20将翻边口和气门组件30连接,有效增强了焊接强度。
31.或者,转接管20包括依次连接的第一管段21、第二管段22和第三管段23,第二管段22为锥形段,第一管段21和第三管段23为直筒段,第一管段21的孔径小于第三管段23的孔径,第一管段21穿入第一开口11且和第一开口11的内壁焊接,气门组件30的一端穿入第三管段23且和第三管段23的内壁焊接。通过设置第一管段21,且第一管段21为直筒段,便于和第一开口11的内壁进行焊接;将第二管段22设置成锥形段,由于第一管段21的孔径小于第三管段23的孔径,这样便于将第一管段21和第三管段23连接;设置第三管段23,且第三管段23为直筒段,便于气门组件30的一端穿入和焊接。
32.进一步地,第一管段21的外壁和第一开口11的内壁的接触区域轴向长度为l1,气门组件30穿入第三管段23的深度为l2,l1≤l2。将第一管段21的外壁和第一开口11的内壁的接触区域轴向长度l1,气门组件30穿入第三管段23的深度l2限定在上述范围内,这样进一步增加了气门组件30和转接管20的有效焊接长度,提高了焊接强度。
33.如图3和图4所示,本实用新型的实施例二提供了一种截止阀,其中,气门组件30的一端穿入转接管20内,气门组件30的外壁和转接管20的内壁之间具有环形槽31,环形槽31用于容纳焊料。在气门组件30的外壁和转接管20的内壁之间设置环形槽31,这样在进行焊接时,环形槽31能够容纳焊料,进一步确保了气门组件30和转接管20之间的焊接强度。
34.其中,环形槽31位于气门组件30的外壁,环形槽31和转接管20的腔体连通。将环形槽31设置在气门组件30的外壁,且环形槽31和转接管20的腔体连通,这样在进行焊接前,便能够将焊料放置在环形槽31内,方便、快捷。
35.具体地,阀体10为管状,阀体10由不锈钢制成,转接管20由不锈钢或铜制成,气门组件30的与转接管20焊接的部位由铝制成。由于气门组件30的与转接管20焊接的部位由铝制成,因此,相较于将气门组件30和阀体10直接焊接的方式,在本方案中,将阀体10设置成不锈钢,转接管20设置成不锈钢或铜,通过将阀体10和转接管20焊接,转接管20再和气门组件30焊接,这样使得气门组件30和转接管20的焊接有效长度增加,从而提高了焊接强度高。
36.具体地,气门组件30包括筒体32、气门芯33和安装帽34,气门芯33安装在筒体32的腔体内,筒体32的一端和转接管20焊接,筒体32的另一端和安装帽34连接。通过上述连接方式,能够实现气门组件30的功能。
37.其中,筒体32包括依次连接的第一杆段321、第二杆段322、第三杆段323,第二杆段
322的直径大于第一杆段321、第三杆段323的直径,第三杆段323穿入转接管20且和转接管20的内壁焊接,第二杆段322和安装帽34连接,安装帽34盖住第一杆段321的开口。将第二杆段322的直径设置成大于第一杆段321、第三杆段323的直径,能够和安装帽34连接;设置第三杆段323,能够和转接管20的内壁进行焊接。
38.进一步地,第二杆段322的外壁具有外螺纹,安装帽34的内壁具有内螺纹,外螺纹和内螺纹配合,气门组件30还包括密封垫35,第一杆段321具有锥形面3211,安装帽34的内壁具有台阶面341,密封垫35位于安装帽34内,密封垫35的两侧分别和锥形面3211、台阶面341抵接。将第二杆段322的外壁和安装帽34的内壁通过螺纹连接的方式,便于安装和拆卸;通过将密封垫35设置在安装帽34内,且密封垫35的两侧分别和锥形面3211、台阶面341抵接,这样能够确保筒体32和安装帽34之间的密封效果。
39.具体地,阀体10内具有容纳腔12,阀体10的一端具有阀口13,阀体10的侧壁还具有第二开口14,截止阀还包括阀芯40、第一接管50和第二接管60,阀芯40可移动地设置在容纳腔12内,以打开或关闭阀口13,第一接管50和阀口13连通,第二接管60和第二开口14连接,阀口13打开的情况下第一接管50和第二接管60连通。采用上述设置方式,将阀芯40可移动地设置在容纳腔12内,从而能够打开或关闭阀口13,即实现了截止阀的通断功能;设置第二开口14,便于和第二接管60连接;设置第一接管50和第二接管60,能够和外部接管进行连接。
40.在图中未示出的一个实施例三中,转接管20为与阀体10外壁面贴合焊接时,甚至可以不采用翻边口,避免了翻边口焊接长度短的问题。
41.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1