一体成型的安全阀的制作方法
本技术属于阀体,特别是涉及一体成型的安全阀。
背景技术:
1、安全阀的传统结构设计中安全左双阀和阀体封盖型芯的轴线为锐角,压铸成型和抽离时,两个型芯都在同一个磨具上,因其压铸/抽离方向为锐角,同时压铸/抽离时,相对位置不变,此时无法压铸/抽离;
2、因此阀体封盖的压铸型芯在压铸和抽芯时会与安全左双阀的型芯在抽离方向上造成干涉,因此需要在主体结构压铸成型之后再次对两个孔位进行二次加工,这样使得该安全阀的良品率降低,因此需要对以上问题提出一种新的解决方案。
技术实现思路
1、本实用新型的目的在于提供一体成型的安全阀,以解决背景技术中提出的问题。
2、为解决上述技术问题,本实用新型是通过以下技术方案实现的:
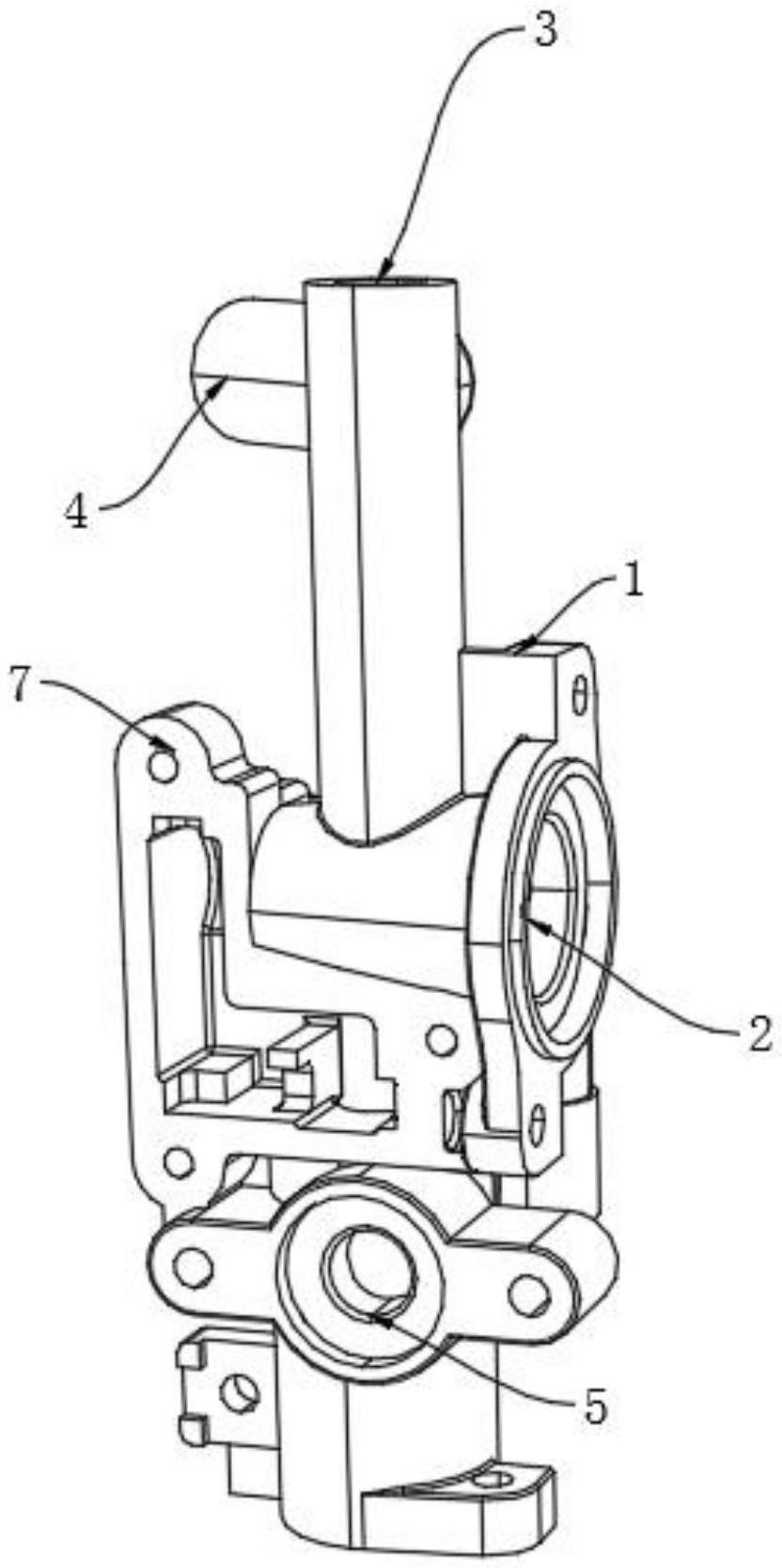
3、一体成型的安全阀,包括阀身主体,所述阀身主体的一侧设置有阀体封盖,所述阀身主体的顶端设置有安全左双阀,所述安全左双阀包括第二阀管和第三阀管,所述阀身主体的顶端固定连接有第二阀管,所述第二阀管远离阀体封盖的一侧固定连接有第三阀管,所述阀身主体的一端设置有第一阀管,所述阀身主体的底端设置有第五阀管,所述阀身主体靠近阀体封盖的一侧设置有第四阀管。
4、进一步地,所述第二阀管的抽芯方向为第二阀管中心轴线方向。
5、进一步地,所述第三阀管的抽芯方向为第三阀管中轴线方向。
6、进一步地,所述第一阀管的抽芯方向为第一阀管中心轴线方向。
7、进一步地,所述第五阀管的芯方向为第五阀管中心轴线方向。
8、进一步地,所述第四阀管的芯方向为第四阀管中心轴线方向。
9、与现有技术相比,本实用新型的有益效果是:
10、本实用新型通过对安全阀处更改阀体封盖的开口位置为侧向,从而避免了抽芯方向与安全左双阀干涉,简化了工艺和成本,成品率得到提高。
技术特征:
1.一体成型的安全阀,其特征在于,包括阀身主体(1),所述阀身主体(1)的一侧设置有阀体封盖(7),所述阀身主体(1)的顶端设置有安全左双阀,所述安全左双阀包括第二阀管(3)和第三阀管(4),所述阀身主体(1)的顶端固定连接有第二阀管(3),所述第二阀管(3)远离阀体封盖(7)的一侧固定连接有第三阀管(4),所述阀身主体(1)的一端设置有第一阀管(2),所述阀身主体(1)的底端设置有第五阀管(6),所述阀身主体(1)靠近阀体封盖(7)的一侧设置有第四阀管(5)。
2.根据权利要求1所述的一体成型的安全阀,其特征在于,所述第二阀管(3)的抽芯方向为第二阀管(3)中心轴线方向。
3.根据权利要求2所述的一体成型的安全阀,其特征在于,所述第三阀管(4)的抽芯方向为第三阀管(4)中轴线方向。
4.根据权利要求3所述的一体成型的安全阀,其特征在于,所述第一阀管(2)的抽芯方向为第一阀管(2)中心轴线方向。
5.根据权利要求4所述的一体成型的安全阀,其特征在于,所述第五阀管(6)的芯方向为第五阀管(6)中心轴线方向。
6.根据权利要求5所述的一体成型的安全阀,其特征在于,所述第四阀管(5)的芯方向为第四阀管(5)中心轴线方向。
技术总结
本技术公开了一体成型的安全阀,涉及阀体技术领域。本技术包括阀身主体,阀身主体的一侧设置有阀体封盖,阀身主体的顶端设置有安全左双阀,安全左双阀包括第二阀管和第三阀管,阀身主体的顶端固定连接有第二阀管,第二阀管远离阀体封盖的一侧固定连接有第三阀管,阀身主体的一端设置有第一阀管,阀身主体的底端设置有第五阀管,阀身主体靠近阀体封盖的一侧设置有第四阀管。本技术通过对安全阀处更改阀体封盖的开口位置为侧向,从而避免了抽芯方向与安全左双阀干涉,简化了工艺和成本,成品率得到提高。
技术研发人员:冯卓照,冯建铭
受保护的技术使用者:冯卓照
技术研发日:20221027
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!