一种卡压式不锈钢管件的制作方法
1.本实用新型涉及钢管连接技术领域,具体为一种卡压式不锈钢管件。
背景技术:
2.不锈钢卡压式管件具有安装迅速简便、耐压性能稳定、耐腐蚀、不污染流体介质等优点,是薄壁不锈钢管道的理想的连接件。在不锈钢管道的连接过程中,一般采用专用液压工具进行卡压式连接,使管道卡压部位变形,从而完成管道的密封连接;目前在使用液压卡压工具卡压前,需要将两个对接管插接,为了提高密封性能,通常将两个对接管间的间隙控制在较小的范围内,此种设置目前存在预接阻力大的问题,导致人工预插接费时费力,具体的说就是由于卡压式不锈钢管壁薄,容易出现口部变形的现象,口部变形结合两个对接管间的间隙较小会导致插接阻力大的问题。
3.为此,本实用新型提供一种卡压式不锈钢管件。
技术实现要素:
4.针对现有技术存在的不足,本实用新型目的是提供一种卡压式不锈钢管件,以解决上述背景技术中提出的问题,本实用新型在左管的一端设置锥形外管,在右管的一端设置锥形内管,锥形内管和锥形外管的锥度相同,在锥形外管的一端连接直管,锥形内管的大端外形和直管的内孔径相同,利用锥面的导向作用会大大降低插接的阻力。
5.为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种卡压式不锈钢管件,包括左管和一端卡入左管内的右管,所述左管的一端设置有大端朝外的锥形外管,该锥形外管的大端连接有直管,所述直管的内周壁设置有外环形内凹部,所述右管的一端设置有小端朝外的锥形内管,该锥形内管上设置有靠近口部且和锥形外管锥角相同的对中管,所述锥形内管大端的外径和直管的内孔径相等。
6.进一步的,所述锥形内管上设置有连接对中管和右管的固定锥形管,该固定锥形管的锥角小于对中管的锥角。
7.进一步的,所述固定锥形管的外锥面上设置有靠近大端的内环形凹槽,所述外环形内凹部包括和第一内环形凹槽相对的第一外环形凹槽。
8.进一步的,所述第一外环形凹槽和内环形凹槽的端面均为圆弧形,所述第一外环形凹槽的圆弧半径大于内环形凹槽的圆弧半径。
9.进一步的,所述外环形内凹部还包括位于第一外环形凹槽一侧且靠近对中管大端的第二外环形凹槽,所述固定锥形管的外锥面上设置有和第二外环形凹槽相对的环形凸起,该环形凸起的外缘径小于固定锥形管大端的外径。
10.进一步的,所述对中管的小端固定连接有外径和左管内孔径相同的短接管,该短接管的外周壁设置有一周增阻凸起。
11.本实用新型的有益效果:本实用新型一种卡压式不锈钢管件,包含左管;锥形外管;直管;外环形内凹部;第一外环形凹槽;第二外环形凹槽;右管;锥形内管;对中管;短接
管;增阻凸起;固定锥形管;内环形凹槽;环形凸起。
12.1、在左管的一端锥形外管,在右管的一端设置锥形内管,锥形内管的小端设置对中管,对中管的锥度和锥形外管的锥度相同,在锥形内管的一端连接直管,锥形内管的大端外径和直管的内孔径相同,由此右管可以轻易和左管卡接,也就是说在液压卡压前,人工卡接阻力小,在直管内周壁设置有外环形内凹部,外环形内凹部内放置橡胶圈,使用液压设备卡压直管上对应外环形内凹部的部位后实现密封连接,此种卡压结构的管件相对现有技术来具有降低预装阻力的优点。
13.2、在直管上设置第一外环形凹槽和第二环形凹槽,在锥形内管上设置固定锥形管,固定锥形管的锥度小于对中管的锥度,第二环形凹槽位于第一外环形凹槽的一侧,液压卡压时只卡压第一外环形凹槽,第一外环形凹槽卡压变形时会带动第二环形凹槽牵引变形,第一外环形凹槽变形时对应主动挤压橡胶圈变形,第二环形凹槽变形被动挤压橡胶圈,两级密封区域大大提高卡压后密封的性能。
附图说明
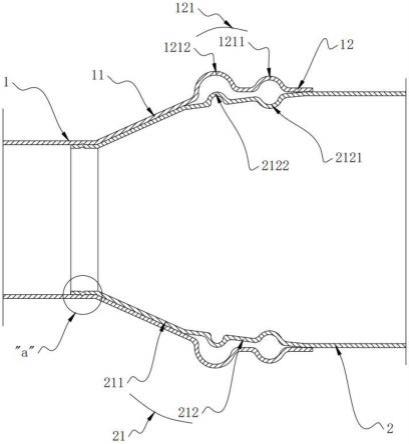
14.图1为本实用新型一种卡压式不锈钢管件中左管和右管配合剖视的示意图;
15.图2为本实用新型一种卡压式不锈钢管件中图1中局部“a”放大后的示意图;
16.图中:1、左管;11、锥形外管;12、直管;121、外环形内凹部;1211、第一外环形凹槽;1212、第二外环形凹槽;2、右管;21、锥形内管;211、对中管;2111、短接管;21111、增阻凸起;212、固定锥形管;2121、内环形凹槽;2122、环形凸起。
具体实施方式
17.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
18.请参阅图1和图2,本实用新型提供一种技术方案:一种卡压式不锈钢管件,包括左管1和一端卡入左管1内的右管2,左管1的一端设置有大端朝外的锥形外管11,该锥形外管11的大端连接有直管12,直管12的内周壁设置有外环形内凹部121,外环形内凹部121为一体时成型结构,其内用来放置橡胶圈,右管2的一端设置有小端朝外的锥形内管21,该锥形内管21上设置有靠近口部且和锥形外管11锥角相同的对中管211,该锥角在20-25度范围内为最佳,锥形内管21大端的外径和直管12的内孔径相等,左管1和右管2对插时,由于锥形内管21和直管12之间存在间隙,进而插接时阻力小,也就是对插方便,对插后使用液压卡压设备对外环形内凹部121处卡压使其径向变形即可实现密封连接,现有技术中左管1和右管2壁薄,两者的间隙较小,而且还存在管口变形的情况,相对现有技术而言本技术具有插接阻力小,插接方便的优点,其中对中管211的小端固定连接有外径和左管1内孔径相同的短接管2111,该短接管2111的外周壁设置有一周增阻凸起21111,增阻凸起21111的作用是增大短接管2111和左管1连接的阻力,防止对中管211和锥形外管11接触后松动。
19.本实施例,锥形内管21上设置有连接对中管211和右管2的固定锥形管212,该固定锥形管212的锥角小于对中管211的锥角,也就是说固定锥形管212上母线和直管12之间的夹角变小,此夹角控制在1.5-3
°
范围内为最佳,由此,液压卡压设备在对左管1卡压时会覆盖到固定锥形管212,也就是说固定锥形管212同样会压缩变形,使得左管1和右管2卡压后
密封连接。
20.本实施例,固定锥形管212的外锥面上设置有靠近大端的内环形凹槽2121,外环形内凹部121包括和第一内环形凹槽2121相对的第一外环形凹槽1211,左管1和右管2卡压时,第一外环形凹槽1211内的橡胶圈会进入第一内环形凹槽2121内,增大了橡胶圈被挤压变形后和右管2接触的面积,使得密封进一步提高密封性能,其中第一外环形凹槽1211和内环形凹槽2121的端面均为圆弧形,第一外环形凹槽1211的圆弧半径大于内环形凹槽2121的圆弧半径。
21.本实施例,外环形内凹部121还包括位于第一外环形凹槽1211一侧且靠近对中管211大端的第二外环形凹槽1212,第一外环形凹槽1211同样用来放置橡胶圈,第一外环形凹槽1211和第二外环形凹槽1212相邻边缘的距离控制在5-8mm范围内,第二外环形凹槽1212不参与卡压,液压卡压设备卡压第一外环形凹槽1211时会带动第二外环形凹槽1212变形挤压其内的相加圈,固定锥形管212的外锥面上设置有和第二外环形凹槽1212相对的环形凸起2122,环形凸起2122会挤压第二外环形凹槽1212内的橡胶圈,形成另一道密封区域,第二外环形凹槽1212被动变形和环形凸起2122相互挤压会进一步提高密封性能,该环形凸起2122的外缘径小于固定锥形管212大端的外径,环形凸起2122不会对整个锥形内管21和锥形外管11的对接造成干涉。
22.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1