一种带有安全阀的气胀轴的制作方法
本技术涉及气胀轴设备,更具体地说,它涉及一种带有安全阀的气胀轴。
背景技术:
1、高精度长倍径薄壁套管加工容易产生形变,加工表面光洁度差,加工尺寸不稳定,一般的加工工艺很难控制或者需要提高生产成本,加工效率低,生产周期长等问题,就此气胀轴就是针对此类加工问题的夹具。
2、现有技术中的气胀轴,例如公开号为cn205709228u一种带有安全阀的气胀轴,由两个轴头,轴管,轴套和气嘴构成,两个轴头分别设置于轴管的两端,轴管上设有均匀分布的气嘴,轴套设置子轴管外面;轴头为金属机加零件,轴管为碳纤维复合材料圆管,轴套为橡胶套筒。但该技术没有设置安全阀,无法根据加工工件的需求调节气囊内空气压力,也未设置止轴,不能对气囊进行放气。
技术实现思路
1、本实用新型的目的是为了解决以上技术问题,而提出的具有不易变形、加工表面光洁度好、加工尺寸稳定、生产成本低、加工效率高及生产周期短的一种带有安全阀的气胀轴。
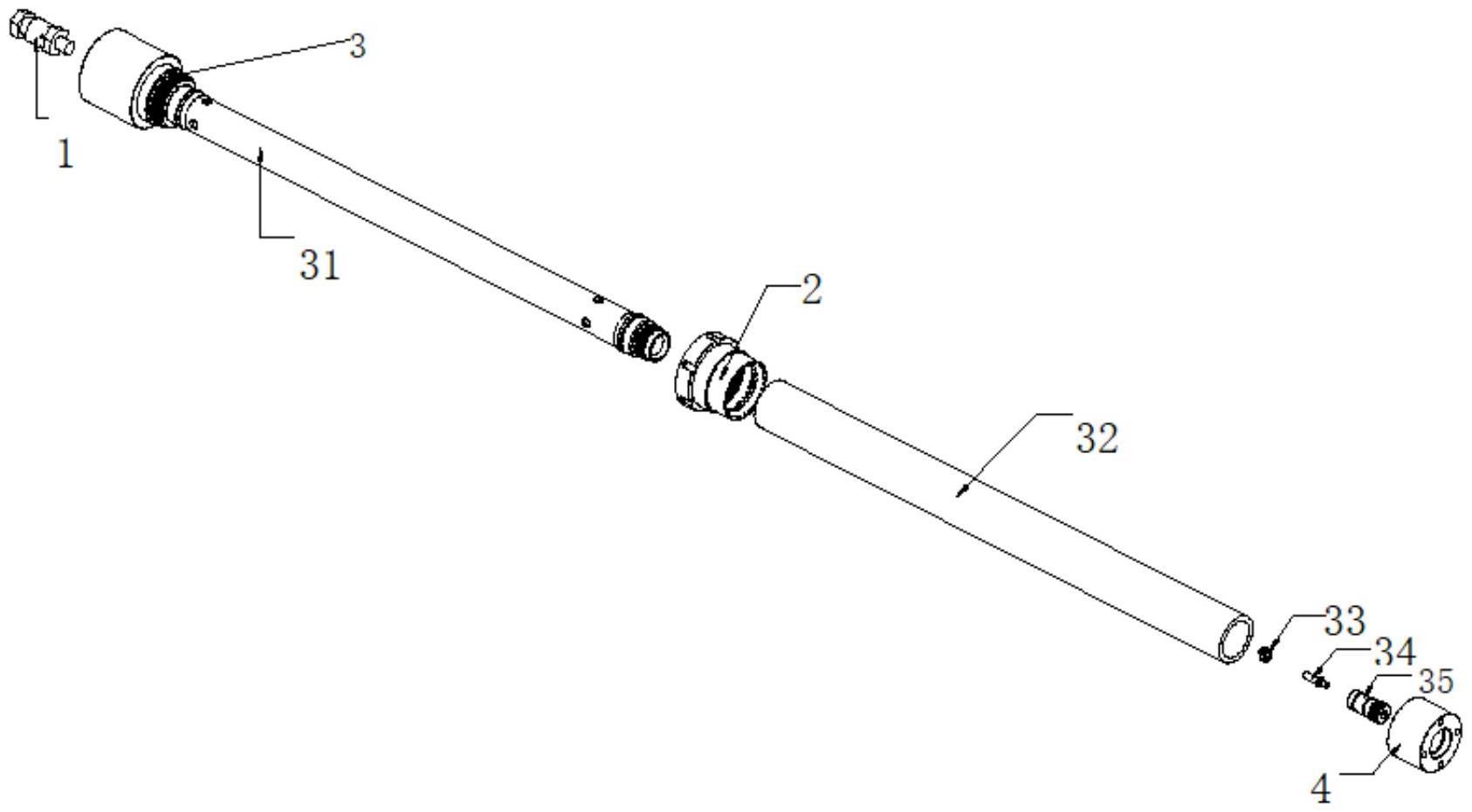
2、为了实现上述目的,本实用新型采用了如下技术方案:包括安全阀、气胀轴压套、气胀轴本体及气胀轴尾端压套,所述气胀轴压套套装于气胀轴本体上,所述气胀轴压套一端与安全阀连接,另一端与气胀轴尾端压套连接;
3、所述气胀轴本体包括气胀轴主体、气囊、单向阀调节螺丝、止轴及单向阀主体,所述气胀轴主体内部中空,所述气囊套装于气胀轴主体上,所述气胀轴压套套装于气囊上,且与气胀轴主体一侧抵接,所述止轴安装于单向阀主体内,所述单向阀调节螺丝与止轴尾端连接,且安装于单向阀主体上,所述单向阀主体安装于气胀轴尾端压套内。
4、优选地,所述安全阀与气胀轴主体固定连接。
5、优选地,所述气胀轴压套与气胀轴主体首端螺纹连接,且与气胀轴尾端压套卡接。
6、优选地,所述气囊形状呈圆柱状,且内部中空。
7、优选地,所述气胀轴主体材料为42crmo合金结构钢材料。
8、优选地,所述安全阀、气胀轴压套、气胀轴尾端压套、止轴及单向阀调节螺丝材料均为304不锈钢。
9、优选地,所述气囊材料为橡胶。
10、与现有技术相比,本实用新型提供了一种带有安全阀的气胀轴,具备以下有益效果:
11、1、本实用新型将气胀轴本体安装在数控车床主轴上并用液压卡盘夹紧,通过单向阀主体对气囊进行充气,通过安全阀设定气囊的空气压力,在气囊的弹性作用下将工件撑紧,达到对工件夹紧的目的。
12、2、本实用新型设置气胀轴尾端压套,通过数控车床的顶针顶住气胀轴尾端,来获得更好的加工刚性。
13、3、本实用新型设置卡接以及螺纹连接的固定连接方式,结构简单、牢靠、耐压能力高、密封性、反复性好、连接强度好,装拆方便,易于组装。
14、4、本实用新型气囊采用橡胶制,具有高弹性和非常好的机械强度。
15、5、本实用新型通过气胀轴作用后的高精度长倍径薄壁套管零件不易变形、加工表面光洁度好、加工尺寸稳定、生产成本低、加工效率高及生产周期短,达到降低废品率,降低成本,提高生产效率的目的。
技术特征:
1.一种带有安全阀的气胀轴,其特征在于:包括安全阀(1)、气胀轴压套(2)、气胀轴本体(3)及气胀轴尾端压套(4),所述气胀轴压套(2)套装于气胀轴本体(3)上,所述气胀轴压套(2)一端与安全阀(1)连接,另一端与气胀轴尾端压套(4)连接;
2.根据权利要求1所述的一种带有安全阀的气胀轴,其特征在于:所述安全阀(1)与气胀轴主体(31)固定连接。
3.根据权利要求1所述的一种带有安全阀的气胀轴,其特征在于:所述气胀轴压套(2)与气胀轴主体(31)首端螺纹连接,且与气胀轴尾端压套(4)卡接。
4.根据权利要求1所述的一种带有安全阀的气胀轴,其特征在于:所述气囊(32)形状呈圆柱状,且内部中空。
5.根据权利要求1所述的一种带有安全阀的气胀轴,其特征在于:所述气胀轴主体材料为合金结构钢材料。
6.根据权利要求1所述的一种带有安全阀的气胀轴,其特征在于:所述安全阀(1)、气胀轴压套(2)、气胀轴尾端压套(4)、止轴(34)及单向阀调节螺丝(33)材料均为304不锈钢。
7.根据权利要求1所述的一种带有安全阀的气胀轴,其特征在于:所述气囊(32)材料为橡胶。
技术总结
本技术公开了一种带有安全阀的气胀轴,包括安全阀、气胀轴压套、气胀轴本体及气胀轴尾端压套,所述气胀轴压套套装于气胀轴本体上,所述气胀轴压套一端与安全阀连接,另一端与气胀轴尾端压套连接;所述气胀轴本体包括气胀轴主体、气囊、单向阀调节螺丝、止轴及单向阀主体,所述气胀轴主体内部中空,所述气囊套装于气胀轴主体上,所述气胀轴压套套装于气囊上,且与气胀轴主体一侧抵接,所述止轴安装于单向阀主体内,所述单向阀调节螺丝与止轴尾端连接,且安装于单向阀主体上,所述单向阀主体安装于气胀轴尾端压套内。通过本技术作用后不易变形、加工表面光洁度好、加工尺寸稳定、生产成本低、加工效率高。
技术研发人员:冯广根,冯建中,林国族
受保护的技术使用者:东莞市亚美精密机械配件有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!