组装改进的低质量紧固件头部的制作方法
本公开涉及螺纹紧固件,且更特定来说,涉及一种低质量紧固件头部,其具有制造紧固件所需的相对较低的材料量,且具有更易于处置的紧固件头部几何形状。
背景技术:
1、目前在紧固件行业中,最常见的紧固件头部样式类型是“凸缘六角头部”及“六角头部。”参考图1(a)及1(b),“凸缘六角头部”及“六角头部”通常分别由数字100a及100b表示。这两种头部样式都利用六角形头部102来施加驱动扭矩。凸缘六角头部利用在六角形头部102的基部处的一体式凸缘104来增强由螺纹106与工件(未展示)的内螺纹的接合引起的紧固件100的夹紧负载的施加及分布。
2、针对常见的六角头部,六角的每一小面的仅非常小的一部分可用于扭矩施加。这是因为用于驱动六角头部的工具也是六角形的(有些是十二侧或其它变体)。由于工具的内六角在尺寸上可能略大于紧固件的六角(以便在其上自由滑动),因此在初始驱动期间,工具在其接触紧固件六角之前会稍微旋转(参见图2(a)及2(b))。
3、当进行此类接触时,如图2中所展示,从紧固件的轴线向下看,紧固件六角102的隅角210与工具的内小面之间最初可能仅存在“点”接触208。随着扭矩施加的继续,紧固件的六角隅角210的局部变形可能导致这种接触更多扩展为工具的内小面与紧固件六角102的变形小面314之间的矩形接触点,如图3中所展示。小面316的矩形区域312的大小及形状取决于紧固件冶金性质、紧固件100中的锥形量以及常规梅花扳手(box-end wrench)或套筒工具220与六角头部102的小面316之间的初始间隙而变化。此接触的面积可不超过每一小面316的表面积的百分之十,且其可从六角头部102的任何隅角(其中小面316结合在一起)延伸不超过约百分之十。
4、在紧固件100的松开期间,例如,与紧固方向相反的旋转方向,可进行类似的接触,只是这种接触可发生在每一六角小面312的相对端的区域314上。因此,用于松开紧固件100的接触区域314可为紧固区域312的镜像,但位于邻近于每一隅角(其中小面316相交)的每一小面316的相对端。在安装及移除期间,工具220可不接触小面316的中心以及中心周围的区域。因此,六角头部小面316的表面区域的大部分可能永远不会被利用,且可能不是紧固或松开紧固件100所必需的。
5、向六角形紧固件头部施加扭矩的目的是使紧固件100轴向转动,因此使配合部件的螺纹螺旋接合。最终,如此施加的负载通过紧固件100传输到其承载表面,从而在紧固接头中产生弹簧负载。由于只需要紧固件六角头部102的一小部分,例如小面部分312及314,因此当前技术的紧固件六角头部102含有比用于此目的所需的材料多得多的材料,且所述材料位于不太理想的位置。
6、全部内容并入本文中的第8,747,044号美国专利公开具有较低质量的紧固件头部,其更易于处置并减少制造中所需的材料量。紧固件包括围绕螺纹体的轴线成60度倍数的三个凸耳。可移除六角头部的不是施加及传输扭矩所必需的、也不是抵抗轴向负载所必需的、也不是在当前驱动工具内轴向稳定紧固件头部所必需的那些部分。保持与现存六角头部工具的兼容性,同时改进组装者对紧固件的处置,并减少紧固件头部中所使用的材料。
7、针对一些应用,现有技术的紧固件比必要的更重、更昂贵,且不适合手动及工具组装。一些其它现有技术已通过创建专用工具及驱动表面来解决低效负载施加的现象,且其它技术已凭借通过各种手段挖空六角头部102的中心来解决材料减少的问题。仍有其它技术已使用特殊的驱动工具创建三隅角头部。考虑到六角头部生产部件的实际当前形状以及其与工业中的工具的相互作用,这些技术中全都没有将六角头部102作为一个整体来解决。当前技术的六角头部含有比其希望目的所需的材料多得多的材料,且其中材料位于不太适合处置、成本及重量减少的地方。
技术实现思路
1、根据本公开的教示,紧固件头部可能只需要足够的材料,放置在适当的位置,使得其能够抵抗所施加的扭矩而不会失败,且传输此扭矩以抵抗轴向负载。
2、根据本发明的一个方面,一种紧固件包括:螺纹柄,其具有纵向轴线;头部,其附接到所述螺纹柄的一端,所述头部包括:第一全高度隅角,其由第一全紧固表面界定,并围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度平行于所述柄的所述纵向轴线定位;第一短高度隅角,其由第一短紧固表面界定,并围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度定位;且其中所述第一短高度隅角比所述第一全高度隅角短。
3、根据本发明的另一方面,提供一种紧固件,其包括:螺纹柄,其具有纵向轴线;头部,其附接到所述螺纹柄的一端,所述头部包括:第一全高度凸耳,其包括紧固表面并围绕所述螺纹柄的所述纵向轴线以大0、60、120、180、240或300度平行于所述柄的所述纵向轴线定位;第一短高度凸耳,其包括紧固表面并围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度定位;且其中所述第一短高度凸耳比所述第一全高度凸耳短。
技术特征:
1.一种紧固件,其包括:
2.根据权利要求1所述的紧固件,其进一步包括:第一全高度松开表面,其中所述第一全高度紧固表面及所述第一全高度松开表面界定第一全高度隅角;及第一短高度松开表面,其中所述第一短高度紧固表面及所述第一短高度松开表面界定第一短高度隅角。
3.根据权利要求1所述的紧固件,其进一步包括第二全高度紧固表面,其围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度平行于所述柄的所述纵向轴线定位。
4.根据权利要求3所述的紧固件,其进一步包括第二短高度紧固表面,其围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度平行于所述柄的所述纵向轴线定位,且其中所述第二短高度紧固表面比所述第一全高度紧固表面短。
5.根据权利要求4所述的紧固件,其进一步包括:第二全高度松开表面,其中所述第二全高度紧固表面及所述第二全高度松开表面界定第二全高度隅角;及第二短高度松开表面,其中所述第二短高度紧固表面及所述第二短高度松开表面界定第二短高度隅角。
6.根据权利要求3所述的紧固件,其进一步包括第三全高度紧固表面,其围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度平行于所述柄的所述纵向轴线定位。
7.根据权利要求4所述的紧固件,其进一步包括第三短高度第三紧固表面,其围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度平行于所述柄的所述纵向轴线定位,且其中所述第三短高度紧固表面比所述第一全高度紧固表面短。
8.根据权利要求7所述的紧固件,其进一步包括:第三全高度松开表面,其中所述第三全高度紧固表面及所述第三全高度松开表面界定第三全高度隅角;及第三短高度松开表面,其中所述第三短高度紧固表面及所述第三短高度松开表面界定第三短高度隅角。
9.根据权利要求6所述的紧固件,其中所述第一、第二及第三全高度紧固表面具有大体上相同的高度。
10.根据权利要求7所述的紧固件,其中所述第一、第二及第三短高度紧固表面具有大体上相同的高度。
11.根据权利要求1所述的紧固件,其中所述头部进一步包括平台,其中所述平台附接到所述螺纹柄。
12.根据权利要求1所述的紧固件,其进一步包括顶部中心表面,其比所述第一全高度紧固表面短。
13.一种紧固件,其包括:
14.根据权利要求13所述的紧固件,其进一步包括第二全高度凸耳,其围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度平行于所述柄的所述纵向轴线定位。
15.根据权利要求13所述的紧固件,其进一步包括第二短高度凸耳,其围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度平行于所述柄的所述纵向轴线定位,且其中所述第二短高度凸耳比所述第一全高度凸耳短。
16.根据权利要求14所述的紧固件,其进一步包括第三全高度凸耳,其围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度平行于所述柄的所述纵向轴线定位。
17.根据权利要求15所述的紧固件,其进一步包括第三短高度凸耳,其围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度平行于所述柄的所述纵向轴线定位,且其中所述第三短高度凸耳比所述第一全高度凸耳短。
18.根据权利要求13所述的紧固件,其中至少两个邻近凸耳的侧形成至少90度的角。
19.根据权利要求13所述的紧固件,其中至少一个凸耳的相对侧形成至少30度的角。
20.根据权利要求13所述的紧固件,其进一步包括比所述第一全高度凸耳短的顶部中心表面。
技术总结
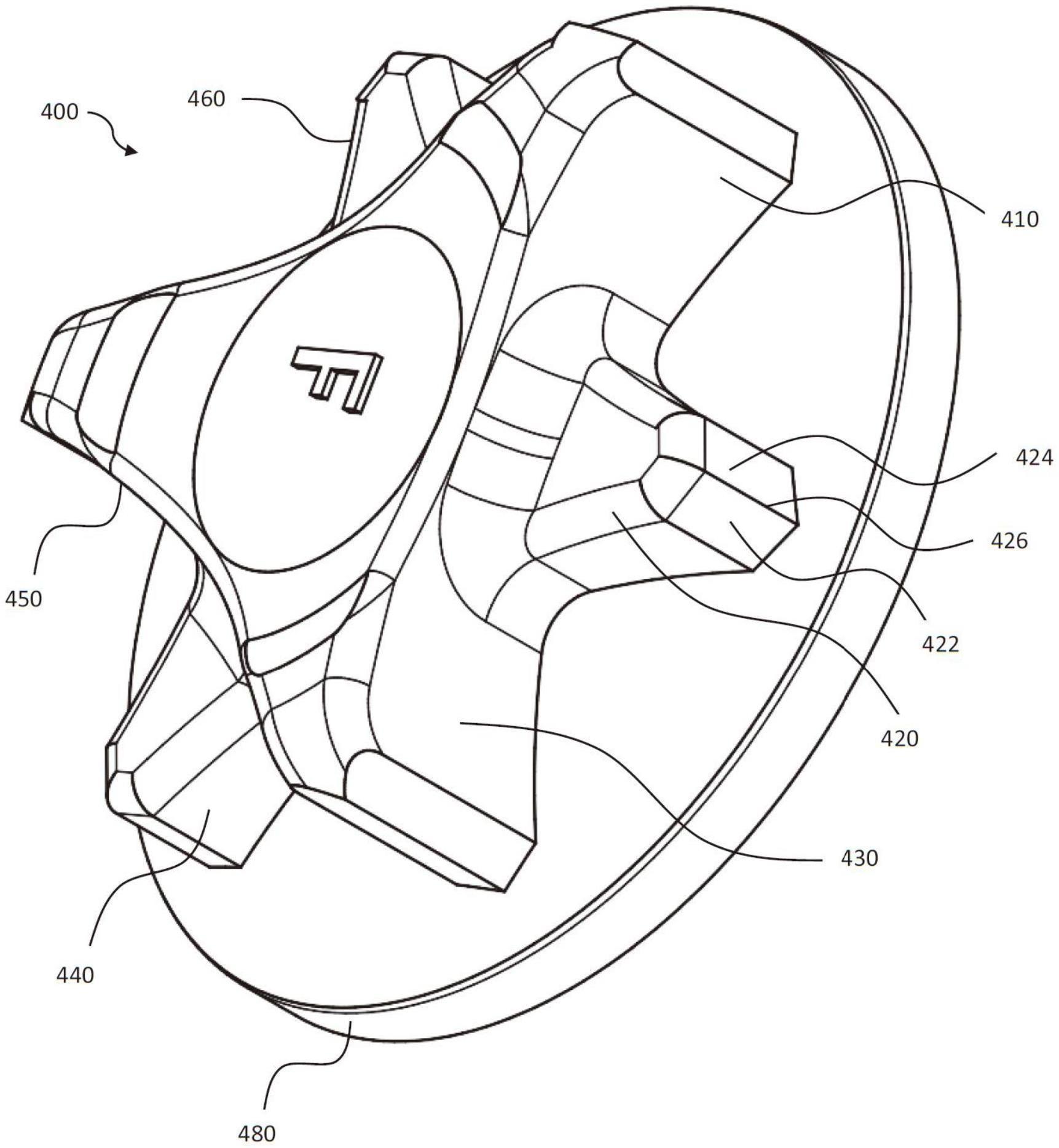
本发明涉及一种减少制造中所需的材料量的低质量紧固件头部(400)。紧固件包括:螺纹柄,其具有纵向轴线;头部,其附接到所述螺纹柄的一端,所述头部包括:全高度凸耳(430)及短高度凸耳(440),其围绕所述螺纹柄的所述纵向轴线以约0、60、120、180、240或300度定位,其中所述短高度凸耳比所述全高度凸耳短。可移除六角头部的不是施加及传输扭矩所必需的、也不是抵抗轴向负载所必需的、也不是在常规驱动工具内轴向稳定紧固件头部所必需的那些部分。保持与现存六角头部工具的兼容性,同时改进组装者对紧固件的处置,并减少紧固件头部中所使用的材料。
技术研发人员:迈克尔·加弗
受保护的技术使用者:麦斯莱德有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!