一种用于热轧生产线伺服阀的异常状态分析方法
本发明涉及机械设备智能化,特别涉及一种用于热轧生产线伺服阀的异常状态分析方法。
背景技术:
1、金属压力加工技术的发展对板带产品的质量标准要求越来越高,技术的发展依赖于轧钢装备的发展。轧钢装备的工作状态、参数将会直接影响带钢产品的质量和生产效率,因此,研究轧钢装备在线监测与故障诊断技术对于钢铁企业提高核心竞争力具有至关重要的作用。
2、目前,在热轧生产线伺服阀故障监测中,只能在离线的试验台上进行各种测试工作,或是依靠人工点检方式,按班次对伺服阀进行巡检观察,发现异常也仅能靠经验进行更换新品伺服阀进行排除故障,因此伺服阀故障一般是在伺服阀工作状态劣化到影响生产的状态后才被发现,此时已造成大量产品质量问题,甚至给生产机组造成停产事故。
技术实现思路
1、本发明提供了一种用于热轧生产线伺服阀的异常状态分析方法,以解决现场只能在离线的试验台上进行各种测试工作,或是依靠人工点检方式,按班次对伺服阀进行巡检观察,发现异常也仅能靠经验进行更换新品伺服阀进行排除故障,伺服阀异常现象难以及时被发现的技术问题。
2、为解决上述技术问题,本发明提供了如下技术方案:
3、一方面,本发明提供了一种用于热轧生产线伺服阀的异常状态分析方法,所述用于热轧生产线伺服阀的异常状态分析方法包括:
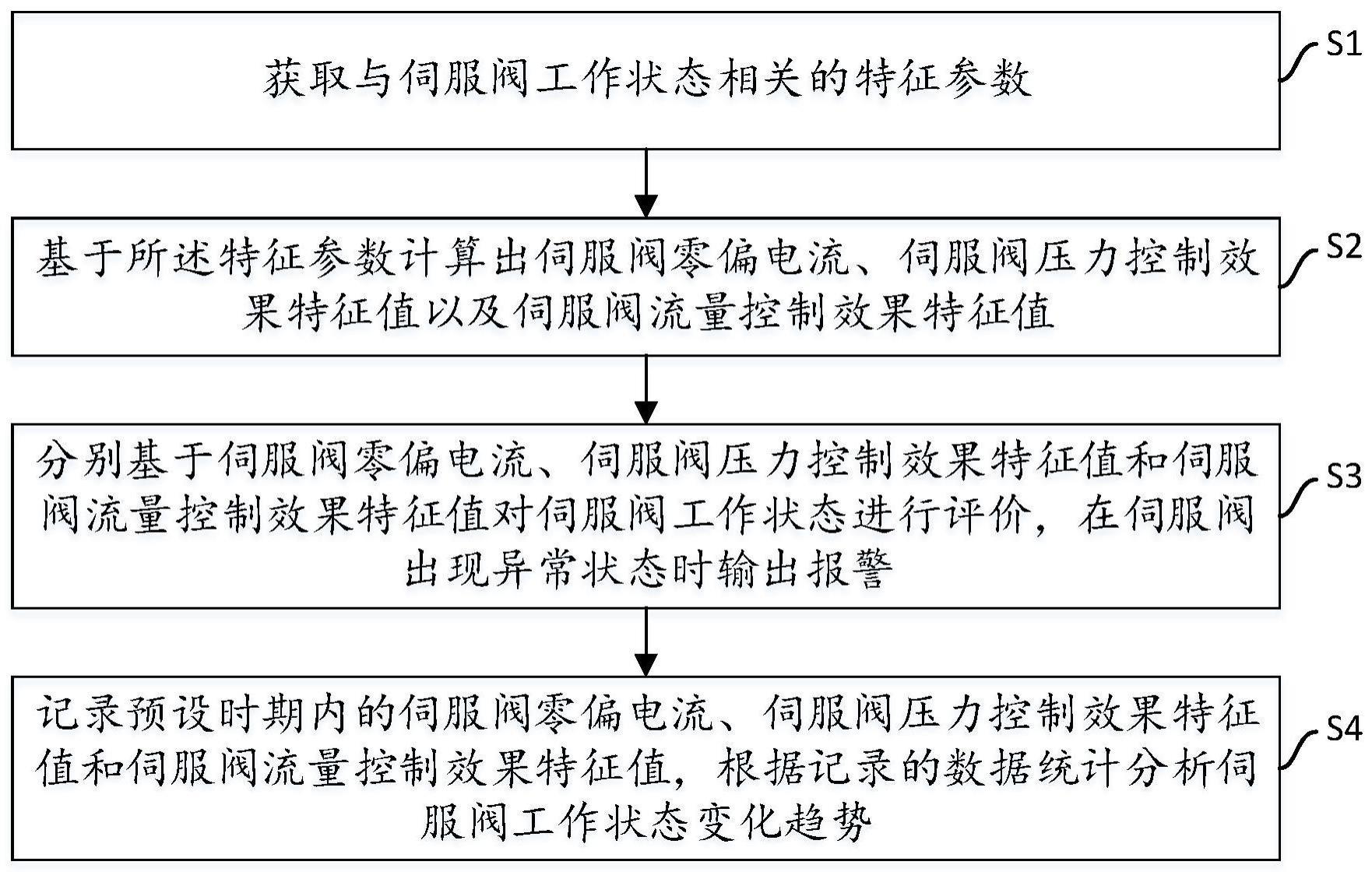
4、获取与伺服阀工作状态相关的特征参数;
5、基于所述特征参数计算出伺服阀零偏电流、伺服阀压力控制效果特征值以及伺服阀流量控制效果特征值;
6、分别基于伺服阀零偏电流、伺服阀压力控制效果特征值和伺服阀流量控制效果特征值对伺服阀工作状态进行评价,并在伺服阀出现异常状态时输出报警。
7、进一步地,所述特征参数包括:伺服阀开口度设定值、伺服阀开口度实际值、与伺服阀相关的液压缸活塞磁尺位置、液压缸有杆腔压力、液压缸无杆腔压力、数据采样周期、样本开始时间以及样本结束时间。
8、进一步地,所述伺服阀零偏电流是当伺服阀阀芯开口度为零时,伺服阀的设定值;
9、所述伺服阀零偏电流的计算公式为:
10、izer=max{si_set||si_act|<0.01,i=1,2,…,n}
11、其中,izer表示伺服阀零偏电流,si_set是伺服阀当日第i个开口度设定值,si_act是伺服阀当日第i个开口度实际值,每次采样得到n个伺服阀开口度设定值。
12、进一步地,所述伺服阀压力控制效果特征值的计算过程包括:
13、在伺服阀曲线的一段单调区间,设采样点最小时间间隔,也即采样周期为t;
14、在t时间内,设定伺服阀压力控制效果特征值为α,令:
15、α=(p2-p1)/(s2-s1)
16、其中,p1是一个采样周期t内初始压力,p2是此采样周期t内结束压力,s1是伺服阀此采样周期t内初始开口度,s2是伺服阀此采样周期t内结束开口度;
17、每次采样得到n个伺服阀压力控制效果特征值,取最小的伺服阀压力控制效果特征值作为当前伺服阀压力控制效果特征值,对伺服阀工作状态进行评价。
18、进一步地,所述伺服阀流量控制效果特征值的计算过程包括:
19、在伺服阀曲线的一段单调区间,设采样点最小时间间隔,也即采样周期为t;
20、在t时间内,设伺服阀流量控制效果特征值为γ,令:
21、γ=(x2-x1)/t·s1
22、其中,x1是t时间内液压缸活塞初始位置,x2是t时间内液压缸活塞结束位置,s1是伺服阀t时间内初始开口度;
23、每次采样得到n个伺服阀流量控制效果特征值,取最小的伺服阀流量控制效果特征值作为当前伺服阀流量控制效果特征值,对伺服阀工作状态进行评价。
24、进一步地,所述分别基于伺服阀零偏电流、伺服阀压力控制效果特征值和伺服阀流量控制效果特征值对伺服阀工作状态进行评价,并在伺服阀出现异常状态时输出报警,包括:
25、设定伺服阀零偏电流的阈值变量为ih,基于伺服阀零偏电流izer,对伺服阀工作状态进行评价,当|izer|>ih时,则认为伺服阀处于异常状态,此时输出伺服阀零偏电流过大报警;
26、设定伺服阀压力控制效果特征值阈值变量为αh,基于伺服阀压力控制效果特征值α,对伺服阀工作状态进行评价,当|α|<αh时,则认为伺服阀处于异常状态,此时输出伺服阀内泄报警;
27、设定伺服阀流量控制效果特征值阈值变量为γh,基于伺服阀流量控制效果特征值γ,对伺服阀工作状态进行评价,当|γ|<γh时,则认为伺服阀处于异常状态,此时输出伺服阀卡阻报警。
28、进一步地,所述用于热轧生产线伺服阀的异常状态分析方法还包括:
29、记录预设时期内的伺服阀零偏电流、伺服阀压力控制效果特征值和伺服阀流量控制效果特征值,根据记录的数据统计分析伺服阀工作状态变化趋势。
30、进一步地,所述记录预设时期内的伺服阀零偏电流、伺服阀压力控制效果特征值和伺服阀流量控制效果特征值,根据记录的数据统计分析伺服阀工作状态变化趋势,包括:
31、分别生成伺服阀零偏电流、伺服阀压力控制效果特征值和伺服阀流量控制效果特征值的日、月、季、度、半年、年变化量,以及日一级漏油预警次数和日二级漏油预警次数的数据曲线,并进行显示,以建立数据趋势分析。
32、再一方面,本发明还提供了一种电子设备,其包括处理器和存储器;其中,存储器中存储有至少一条指令,所述指令由处理器加载并执行以实现上述方法。
33、又一方面,本发明还提供了一种计算机可读存储介质,所述存储介质中存储有至少一条指令,所述指令由处理器加载并执行以实现上述方法。
34、本发明提供的技术方案带来的有益效果至少包括:
35、本发明克服了现有伺服阀异常监测滞后的问题,本发明的技术方案在线即可实时监控液压伺服控制系统参数,并通过使用正态分布、特征工程等方法对伺服阀状态进行在线分析。相比于在传统液压系统中伺服阀监测只能在离线的试验台上进行各种测试工作,或是依靠人工点检方式,按班次对伺服阀进行巡检观察,发现异常也仅能靠经验进行更换新品伺服阀进行排除故障,因此伺服阀故障一般是在伺服阀工作状态劣化到影响生产的状态后才被发现,本发明引入特征工程的方法,结合伺服阀设计原理和对伺服阀故障现场处理的经验,通过对伺服阀零偏电流、伺服阀压力控制效果特征值、伺服阀流量控制效果特征值等参数全面监测的方案,并对安全阈值范围进行设定,可实现伺服阀运行状态实时地动态评价,实现了伺服阀在线评价的效果。
36、本发明在传统液压系统伺服阀离线监测的基础上进行拓展,引入特征工程等分析方法,实现对伺服阀运行状态实时监测的方案,不仅对液压伺服系统的动态研究具有重要意义,而且对设备在线故障诊断也具有参考意义。
技术特征:
1.一种用于热轧生产线伺服阀的异常状态分析方法,其特征在于,包括:
2.如权利要求1所述的用于热轧生产线伺服阀的异常状态分析方法,其特征在于,所述特征参数包括:伺服阀开口度设定值、伺服阀开口度实际值、与伺服阀相关的液压缸活塞磁尺位置、液压缸有杆腔压力、液压缸无杆腔压力、数据采样周期、样本开始时间以及样本结束时间。
3.如权利要求2所述的用于热轧生产线伺服阀的异常状态分析方法,其特征在于,所述伺服阀零偏电流是当伺服阀阀芯开口度为零时,伺服阀的设定值;
4.如权利要求2所述的用于热轧生产线伺服阀的异常状态分析方法,其特征在于,所述伺服阀压力控制效果特征值的计算过程包括:
5.如权利要求2所述的用于热轧生产线伺服阀的异常状态分析方法,其特征在于,所述伺服阀流量控制效果特征值的计算过程包括:
6.如权利要求1所述的用于热轧生产线伺服阀的异常状态分析方法,其特征在于,所述分别基于伺服阀零偏电流、伺服阀压力控制效果特征值和伺服阀流量控制效果特征值对伺服阀工作状态进行评价,并在伺服阀出现异常状态时输出报警,包括:
7.如权利要求1~6任一项所述的用于热轧生产线伺服阀的异常状态分析方法,其特征在于,所述用于热轧生产线伺服阀的异常状态分析方法还包括:
8.如权利要求7所述的用于热轧生产线伺服阀的异常状态分析方法,其特征在于,所述记录预设时期内的伺服阀零偏电流、伺服阀压力控制效果特征值和伺服阀流量控制效果特征值,根据记录的数据统计分析伺服阀工作状态变化趋势,包括:
技术总结
本发明公开了一种用于热轧生产线伺服阀的异常状态分析方法,包括:获取与伺服阀工作状态相关的特征参数;基于特征参数计算出伺服阀零偏电流、伺服阀压力控制效果特征值以及伺服阀流量控制效果特征值;分别基于伺服阀零偏电流、伺服阀压力控制效果特征值和伺服阀流量控制效果特征值对伺服阀工作状态进行评价,并在伺服阀出现异常状态时输出报警。本发明的用于热轧生产线伺服阀的异常状态分析方法通过在线采集伺服阀与相关的液压缸的特征参数,实时监测与分析伺服阀的工作状态,实现伺服阀状态异常的智能预警,及时提醒技术人员进行检查,在减少甚至消除伺服阀故障方面具有显著效果。
技术研发人员:赵庆浩,刘恒文,樊怡冰,荆丰伟,李杰,徐国政
受保护的技术使用者:北京科技大学设计研究院有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!