胶膜复合管路及其制备方法与流程
本发明涉及管道加工,特别是涉及一种胶膜复合管路及其制备方法。
背景技术:
1、管道是一种常见连接结构,而在一些特殊领域使用的管道,往往对于性能有着更高的要求。例如使用在高空或航空领域设备中的管道,对抗振动、气密性、折叠后的体积等性能的要求都要高于普通环境下的管道。
2、目前常用的面对恶劣使用条件的通风管路是一种铝箔保温螺旋风管,此型风管相对刚性结构风管,因为自身结构特点,长度伸缩可调,在满足转弯半径的要求下可任意弯曲,节约了安装空间;风管质量更轻、流阻和颤阵噪音更小;标准化程度高、安装迅速且密封性能良好。但是此型风管依旧存在一定的缺陷,首先,这种通风管路的结构形式,能够胜任普通环境下的使用环境,但大多不能承受高空的恶劣力学条件;其次,螺旋风管内部采用螺旋状金属丝作为结构支撑,受金属丝弹力影响,风管收纳体积有限,如需经常安装和收纳,操作不便且易损坏;再次,考虑通风管路长期在轨的可靠性及气密性要求,铝箔风管使用寿命短,损坏后不便维修;此外,铝箔风管虽然能满足通风的需求,但当空间增大时,漏率的问题就会造成通风系统效能低。因此,以往的铝箔螺旋风管已不适应目前的高空作业使用。
技术实现思路
1、本发明要解决的技术问题是提供一种力学性能好、气密性强、便于收纳的胶膜复合管路及其制备方法。
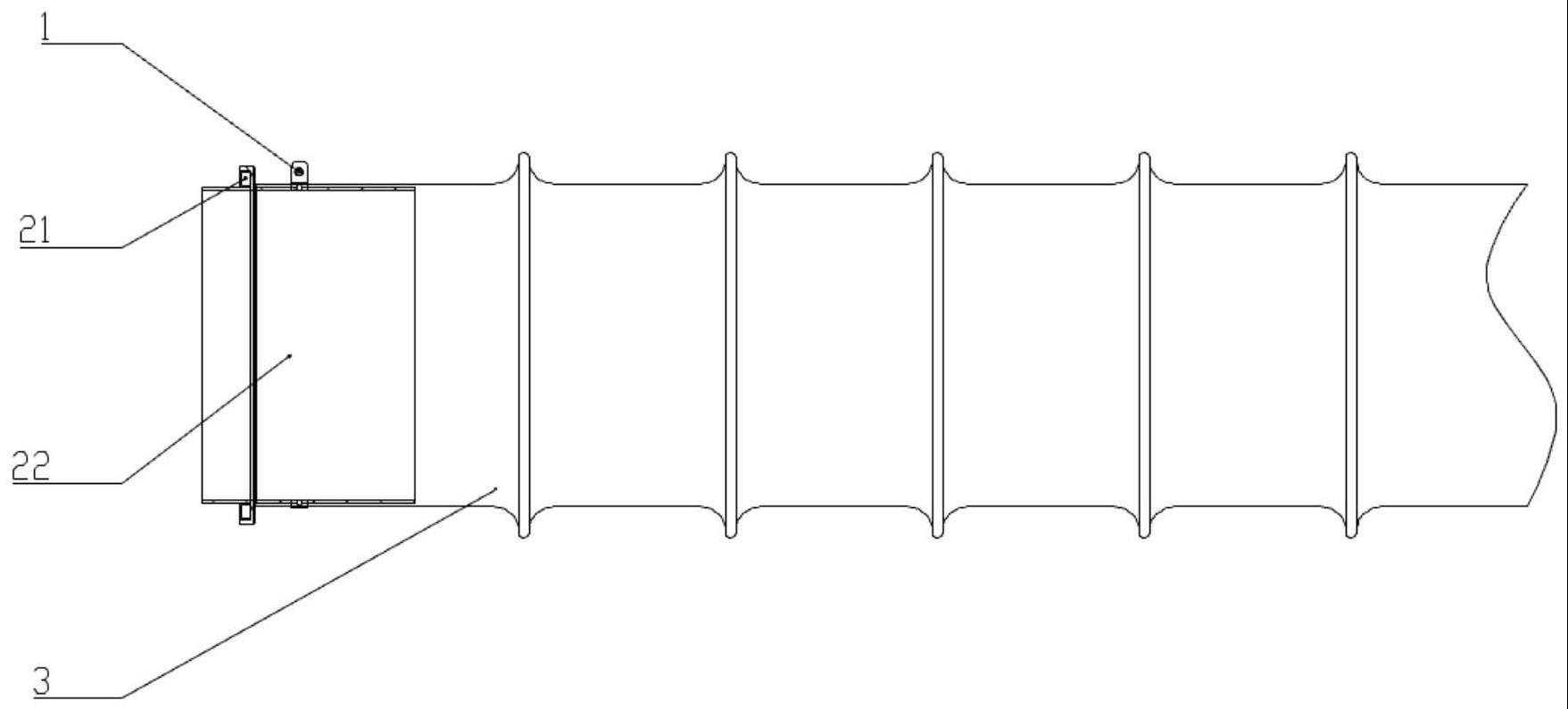
2、本发明提供的其中一个技术方案,一种胶膜复合管路,包括布软管组件,布软管组件包括外层膜和内部骨架,外层膜采用涤纶聚氨酯复合材料制成,多片涤纶聚氨酯复合材料通过螺旋式的叠加缝制成筒状,缝纫接缝部位设置有聚氨酯薄膜,布软管组件两端分别与快速接头组件连接。
3、本发明胶膜复合管路,其中所述内部骨架包括钛丝环,钛丝环与外层膜固定连接。
4、本发明胶膜复合管路,其中所述钛丝环的外侧包裹有聚氨酯胶层。
5、本发明胶膜复合管路,其中所述钛丝环与外层膜的连接方式为高周波熔接工艺。
6、本发明胶膜复合管路,其中所述聚氨酯薄膜与外层膜的连接方式为热风贴条工艺。
7、本发明胶膜复合管路,其中所述快速接头组件上设置有快速断接结构,快速断接结构的表面上均布有多个连接点。
8、本发明胶膜复合管路,其中所述快速断接结构与快速接头组件形成凹槽,凹槽内部安装有密封圈。
9、本发明胶膜复合管路,其中所述快速接头组件上,与布软管组件连接处的后侧设置有凸圆结构,凸圆结构外侧安装有卡箍。
10、本发明提供的另一个技术方案,一种胶膜复合管路的制备方法,包括以下步骤:
11、s1,材料准备,获得多条涤纶聚氨酯复合材料;
12、s2,缝纫,将多片涤纶聚氨酯复合材料通过螺旋式的叠加缝制成筒状;
13、s3,热风贴条,使用热风封口密封机将聚氨酯薄膜热风固定于外层膜的缝纫线位置;
14、s4,钛环固定,将钛丝环零件表面涂覆聚氨酯胶黏剂,静置使其表面固化后,穿入外层膜内部,穿入的钛丝环零件使用压烫机重融固化,形成布软管组件;
15、s5,接头粘接,使用硅橡胶将快速接头组件与布软管组件粘接固定;
16、s6,卡箍装配,将卡箍装配在快速接头组件上的凸圆外部。
17、本发明胶膜复合管路的制备方法,其中所述步骤s1中的材料准备过程包括制版、检验和裁剪。
18、本发明胶膜复合管路及其制备方法与现有技术不同之处在于,本发明胶膜复合管路的布软管组件采用螺旋式缝制,制成的布软管组件将接缝均布于通风管路的径向,不会影响通风管路的收纳,可以将管路收纳成较小的体积;布软管组件的外层膜采用涤纶聚氨酯复合材料制成,并在缝纫接缝部位设置有聚氨酯薄膜,可以实现通风管路的高气密、低流阻;外层膜内部设置有内部骨架,满足管路的抗力学性能等要求。
19、本发明胶膜复合管路的制备方法通过螺旋缝纫的加工工艺,减小了通风管路的压缩体积,压缩后的通风管路可根据有限的舱内条件布局实施,降低了飞行器的生产成本;通过热风贴条、钛环固定等步骤,增强管路的气密性、降低管路的流阻、提高管路的力学性能。
20、下面结合附图对本发明的胶膜复合管路及其制备方法作进一步说明。
技术特征:
1.一种胶膜复合管路,其特征在于:包括布软管组件,布软管组件包括外层膜和内部骨架,外层膜采用涤纶聚氨酯复合材料制成,多片涤纶聚氨酯复合材料通过螺旋式的叠加缝制成筒状,缝纫接缝部位设置有聚氨酯薄膜,布软管组件两端分别与快速接头组件连接。
2.根据权利要求1所述的胶膜复合管路,其特征在于:所述内部骨架包括钛丝环,钛丝环与外层膜固定连接。
3.根据权利要求2所述的胶膜复合管路,其特征在于:所述钛丝环的外侧包裹有聚氨酯胶层。
4.根据权利要求2所述的胶膜复合管路,其特征在于:所述钛丝环与外层膜的连接方式为高周波熔接工艺。
5.根据权利要求1所述的胶膜复合管路,其特征在于:所述聚氨酯薄膜与外层膜的连接方式为热风贴条工艺。
6.根据权利要求1所述的胶膜复合管路,其特征在于:所述快速接头组件上设置有快速断接结构,快速断接结构的表面上均布有多个连接点。
7.根据权利要求6所述的胶膜复合管路,其特征在于:所述快速断接结构与快速接头组件形成凹槽,凹槽内部安装有密封圈。
8.根据权利要求6所述的胶膜复合管路,其特征在于:所述快速接头组件上,与布软管组件连接处的后侧设置有凸圆结构,凸圆结构外侧安装有卡箍。
9.一种胶膜复合管路的制备方法,其特征在于:包括以下步骤:
10.根据权利要求9所述的胶膜复合管路的制备方法,其特征在于:所述步骤s1中的材料准备过程包括制版、检验和裁剪。
技术总结
本发明胶膜复合管路及其制备方法涉及一种用于高空环境下使用的管路及方法。其目的是为了提供一种力学性能好、气密性强、便于收纳的胶膜复合管路及其制备方法。本发明胶膜复合管路包括布软管组件,布软管组件包括外层膜和内部骨架,外层膜采用涤纶聚氨酯复合材料制成,多片涤纶聚氨酯复合材料通过螺旋式的叠加缝制成筒状,缝纫接缝部位设置有聚氨酯薄膜,布软管组件两端分别与快速接头组件连接。
技术研发人员:张明亮,宋新军,张志远,蔡建薇,魏宏龙,齐蓝琪
受保护的技术使用者:北京邦维高科新材料科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!