一种自动扎带工具的三端输入/输出机构的制作方法
本发明涉及一种运动机构,尤其涉及一种自动扎带工具的三端输入/输出机构。
背景技术:
1、传统地,当采用一个马达或者一个其余动力源而需要两个执行动作时,一般的设计是通过齿轮、凸轮或者连杆机构将一个输入运动转化为两个输出支路,这两个支路同时同步地按设计的周期规律运动,要停止一个执行动作就必须让两个执行动作同时停止;这两个执行动作实际上是“刚性”关联的。
2、要使上述的两个执行动作具有一定的独立性或者称之为“柔性”,普遍的设计会采用两个马达或者两个其他动力源来分别驱动两个执行动作。这样的设计成本高,采用两个动力源时,其利用率往往不高,而且结构尺寸大,当需要两个动有关联地工作时,需要加传感器及信号处理系统来分别控制两个执行动作按顺序进行,这样反应速度就相对慢了。
技术实现思路
1、本发明的目的在于解决:采用一个马达或者一个其余动力源驱动两个执行动作时,要使所述的两个执行动作变为不一定“同时同步”地按固定的周期性规律运动,即实现一个动力源驱动两个输出动作或者两个执行动作 “柔性”关联的甚至是“逻辑”关联的,本发明就是应这种需求而设计的一种自动扎带工具的三端输入/输出机构。
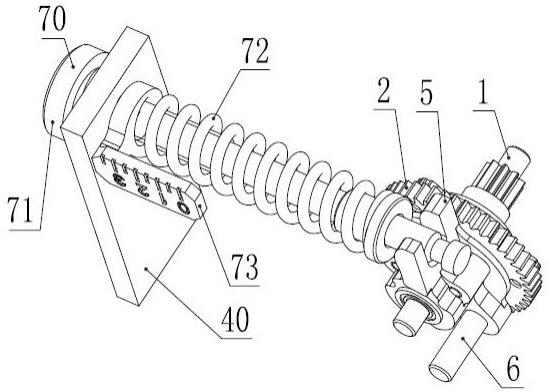
2、本发明是通过以下技术方案来实现的:一种自动扎带工具的三端输入/输出机构,包括太阳齿轮、内外齿轮、行星齿轮、行星轮轴、行星轮底座、及行星轮底座运动控制装置,所述内外齿轮及所述行星轮底座紧邻布置并与太阳齿轮同轴安装,所述行星轮轴固定在行星轮底座上,所述行星齿轮套合在行星轮轴上,所述行星齿轮数量为2个或3个或4个或5个或6个,所述行星齿轮与所述内外齿轮的内齿圈及所述太阳齿轮同时啮合,所述太阳齿轮为一个输入/输出端,所述内外齿轮为一个输入/输出端,所述行星轮底座为一个输入/输出端,所述行星轮底座运动控制装置用于设定所述行星轮底座运动的阻力(运动阈值)。
3、所述行星轮底座运动控制装置包括:调节螺杆、游标、调节弹簧、滑块,所述游标、调节弹簧、滑块同轴安装在所述调节螺杆上,所述调节螺杆的一端套接在机架上并且所述调节螺杆只能绕其自身的轴线转动,所述调节螺杆的其余5个自由度被机架限制,所述游标与所述调节螺杆采用螺纹连接,转动所述调节螺杆,所述游标沿着所述调节螺杆轴线移动并压缩或释放所述调节弹簧,所述游标除沿着所述调节螺杆的轴线移动之外的其余5个自由度被限制;所述行星轮底座上方设有叉形结构,所述滑块紧邻行星轮底座上方的叉形或者凸轮结构,所述调节弹簧的弹力作用在所述滑块上,所述滑块再将所述弹力作用在所述行星轮底座上方的叉形结构上并使行星轮底座上方的叉形结构紧靠所述机架,所述行星轮底座运动控制装置利用弹力锁定行星轮底座,当行星轮底座被弹力锁定,当太阳齿轮转动时,所述行星齿轮只能绕所述行星轮轴作定轴转动,所述行星齿轮带动所述内外齿轮转动,当内外齿轮所受的负载较小时,所述内外齿轮便不停地转动,当所述内外齿轮所承受的负载增大到一定程度甚至被外负载堵转时,所述调节弹簧将被迫压缩,所述行星轮底座将绕所述太阳齿轮中心转动,所述行星齿轮将绕所述太阳齿轮作公转运动或者是所述行星齿轮的自转与公转的复合运动,拧转所述调节螺杆即调节弹力的大小,即可设定行星轮底座运动的阈值。
4、进一步地,所述的一种自动扎带工具的三端输入/输出机构用于自动扎带工具的拉紧和切断联动机构,作为力矩比较器使用。原理是:外部动力从所述太阳齿轮输入,所述内外齿轮驱动拉紧轮,所述行星轮底座运动控制装置设定扎带的拉紧力,所述行星轮底座驱动切刀切断扎带;具体做法之一是:所述行星轮底座采用叉形或者凸轮结构,所述行星轮底座采用叉形或者凸轮轮廓始终与所述行星轮底座运动控制装置的所述滑块保持接触,当扎带拉紧张力力矩达到或者超过所述调节弹簧预设力矩时,所述行星轮底座只能做小角度偏转,驱动切刀切断扎带,扎带被切断后,在所述调节弹簧的作用下,所述行星轮底座复位;或者具体做法之二是:所述行星轮底座采用叉形或者凸轮结构,当扎带拉紧张力力矩没有达到所述行星轮底座运动控制装置设定弹力力矩时,所述行星轮底座采用叉形或者凸轮轮廓与所述滑块保持接触,当扎带拉紧张力力矩达到或超过所述行星轮底座运动控制装置设定值时,所述行星轮底座采用叉形或者凸轮轮廓与所述滑块脱离接触,所述行星轮底座继续转动驱动切刀切断扎带,所述行星轮底座转动一整圈后复位。所述两种方法对扎带拉紧、切断的效果完全不同。
5、进一步地,所述的一种自动扎带工具的三端输入/输出机构用于自动扎带工具的拉紧和切断联动机构,增加传感器,检测所述行星轮底座是否动作来判定自动扎带工具的捆扎动作是否成功。其工作原理是:外部动力从所述太阳齿轮输入,所述内外齿轮驱动拉紧轮,所述行星轮底座运动控制装置设定扎带的拉紧力,所述行星轮底座驱动切刀切断扎带;如果有扎带进入自动扎带工具的拉紧轮,并且当扎带拉紧张力达到所述行星轮底座运动控制装置设定值时,所述内外齿轮停止转动,所述行星轮底座开始转动并驱动切刀切断扎带,此时,所述传感器能检测到所述行星轮底座转动并发出信号,即判定捆扎是成功的;相反,如果没有扎带进入自动扎带工具的拉紧轮,所述太阳齿轮驱动所述内外齿轮在捆扎的一个周期内一直保持转动,而且无法驱动所述行星轮底座,所述传感器检测到所述行星轮底座没有动作,即判定捆扎是失败的。
6、进一步地,所述的一种自动扎带工具的三端输入/输出机构用于自动扎带工具的拉紧和切断联动机构,增加传感器检测所述行星轮底座是否动,实现自动扎带工具的二次或者二次以上的拉紧功能。其工作原理是:外部动力从所述太阳齿轮输入,所述内外齿轮驱动拉紧轮,所述行星轮底座运动控制装置设定扎带的拉紧力,所述行星轮底座驱动切刀切断扎带;当扎带拉紧张力达到所述行星轮底座运动控制装置设定值时,所述行星轮底座开始转动,当所述传感器检测到所述行星轮底座开始转动信号,外部动力立即停止或者外部动力甚至反转一个小角度,让被拉紧的扎带获得松弛,一般给予扎带松弛时间设定在100到900毫秒;所述的拉紧/松弛过程循环一次或者一次以上之后切断扎带。
7、进一步地,所述的一种自动扎带工具的三端输入/输出机构用于自动扎带工具的拉紧和切断联动机构,增加传感器检测所述行星轮底座是否动,实现所述扎带拉紧机构的拉紧轮反转将扎带尾部退出,即不切断扎带尾部。其工作原理是:外部动力从所述太阳齿轮输入,所述内外齿轮驱动拉紧轮,所述行星轮底座运动控制装置设定扎带的拉紧力,所述行星轮底座驱动切刀切断扎带;当扎带拉紧张力达到所述行星轮底座运动控制装置设定值时,所述行星轮底座开始转动,当所述传感器检测到所述行星轮底座开始转动信号,外部动力立即反转,所述扎带拉紧机构的拉紧轮反转将扎带尾部退出,即不切断扎带尾部。
8、进一步地,所述的一种自动扎带工具的三端输入/输出机构用于实现控制两个输出动作的逻辑顺序。其工作原理是:外部动力从所述太阳齿轮输入,所述内外齿轮驱动第一个输出动作,所述行星轮底座驱动第二个输出动作,当外部动力驱动所述太阳齿轮,所述内外齿轮驱动的第一个输出动作优先前进,遇到阻力达到或者超过所述行星轮底座运动控制装置设定值时,所述行星轮底座驱动第二个输出动作开始前进,当外部动力移除时,所述行星轮底座驱动第二个输出动作立即退回复位,当外部动力驱动所述太阳齿轮反转时,所述内外齿轮驱动第一个输出动作才退回;即所述的一种自动扎带工具的三端输入/输出机构用于实现控制所述行星轮底座所驱动的第二个输出动作有“惰性前进、积极退回”的特性。
9、进一步地,所述行星轮底座运动控制装置或者由扭转弹簧、棘轮、棘齿、旋钮组成,通过控制扭转弹簧的扭力设定所述行星轮底座运动的阈值;所述行星轮底座运动控制装置或者是恒定的重物的重力,所述恒定的重物的重力作用在所述行星轮底座上,通过控制加载的重力设定所述行星轮底座运动的阈值;所述行星轮底座运动控制装置或者是外部输入的气压力或者电磁力/力矩作用在所述的行星轮底座上。
10、进一步地,所述行星轮底座外形或者是叉形结构、或者凸轮轮廓、或者是不完全齿轮、或者安装拨销,所述行星轮底座通过叉形结构、或者凸轮轮廓、或者是齿轮、齿条、或者拨销对外输出动力或运动。
11、进一步地,所述增加的传感器,或者是光电式传感器、或者是接近式传感器、或者是磁感应式传感器。
12、进一步地,所述增加的传感器或者直接检测所述行星轮底座的运动或者检测由所述行星轮底座所驱动零件的运动。
13、本发明的有益效果在于:
14、1、提供一个小巧的机构,实现一个动力源驱动两个执行动作是 “柔性”关联的甚至是“逻辑”关联的。
15、2、本发明能将力或者力矩信号通过机械方式转化为位移信号,采用传感器检测所述行星轮底座的动作信号即可判定自动扎带工具的捆扎是否成功,在扎带捆扎的自动化基础上实现“智能化”,机构尺寸小、反应迅捷、检测可靠。
16、3、应用在自动扎带工具中,实现二次或者二次以上的拉紧作用。
17、4、应用在自动扎带工具中,通过所述行星轮底座运动控制装置与所述行星轮底座结合部的结构变化组合,就能实现自动扎带工具对扎带的拉紧/切断产生完全不同的效果,满足不同的捆扎需求。
18、5、为有“惰性前进、积极退回”的动作需求的场合提供了一个解决方案。
- 还没有人留言评论。精彩留言会获得点赞!