一种新型的热喷涂水封轴套及其应用的制作方法
本发明金属表面涂层领域,尤其涉及c03c17/40领域,更具体的涉及一种新型的热喷涂水封轴套。
背景技术:
1、泥泵封水系统的最主要功能是保护泥泵装置,将一定量的海水灌入泥泵泵轴密封中,确保密封处的压力高于泥泵的工作压力,使得只有海水从密封处进入泥泵内,而泥泵内的泥浆水不能进入密封。若泥浆进入泵轴密封,会造成密封和泵轴快速磨损,以致泥泵发生泄漏,无法正常工作;泥泵封水系统保证了泥泵正常运转密封,平衡泥泵腔体内部的压力,影响泥泵乃至整个疏浚船舶的施工效率和施工产量。泥泵封水系统的作用一般还包括给泥泵轴封提供水润滑、给泥泵轴封提供冲水。水封轴套作为泥泵封水系统内部核心原件,随泵轴在工作时高速旋转;以往的高铬铸铁轴套磨损快、表面腐蚀快、光洁度降低,造成密封橡胶圈和水封轴套频繁更换,极大的影响疏浚施工的连续性和浚施效率。
2、现有技术为cn109898046a公开了一种沉没辊轴套耐磨涂层、制备方法及应用。该耐磨涂层主要包括钛化碳粉,碳,镍,钨,氧化石墨,制备方法包括将上述原料混合均匀,得到tic-fe陶瓷粉末,粗加工,热喷涂,真空下烧结,精加工;该耐磨涂层降低了锌液渗透率,提高耐锌液渗透腐蚀以及粘结腐蚀的性能,耐磨层的显微硬度高,提高了轴套的耐磨性能。现有技术为cn115700291n公开了一种强防腐耐磨锌锅辊轴套复合涂层的制备方法,该复合涂层包括钴基合金,钴基合金包括镍,铬,钨,钴,硅等元素,通过等离子堆焊技术活热喷涂技术进行处理,该发明提供的制备方法可以进一步提高热度产品产线的生产率和产品质量。但是上述的轴套涂层不能应用于泥泵水封轴套,水封轴套一般要求能够在水下长时间工作保证泥泵封水系统正常运行,且如果轴套的维氏硬度不达标,轴套表面光洁度不够,在水下则易氧化腐蚀等,需要频繁更换轴套,这将对船舶的正常运行造成极大的影响,对船只的安全造成较大的隐患。
技术实现思路
1、为了解决上述问题,本发明提供了一种热喷涂水封轴套,水封轴套上包括有特制的多线螺纹,水封轴套表面喷覆有复合层。
2、优选的,所述的水封轴套的基材材质包括q355b钢材,q355c钢材,q355d钢材的一种。
3、优选的,所述的复合层的制备原料包括含碳钨,钴,铬,铁。
4、进一步优选的,所述的复合层的制备原料按照质量百分比包括1-15%钴,1.0-10%铬,0.01-5%铁,余量为含碳钨,所述的含碳钨为钨中含有一定量的碳,所述的含碳钨中碳得质量百分含量为5-10%。
5、进一步优选的,所述的复合层的制备原料按照质量百分比计包括9-11%钴,3.5-4.5%铬,0.01-0.5%铁,余量为含碳钨,所述的含碳钨中碳的质量百分含量为6-9%。
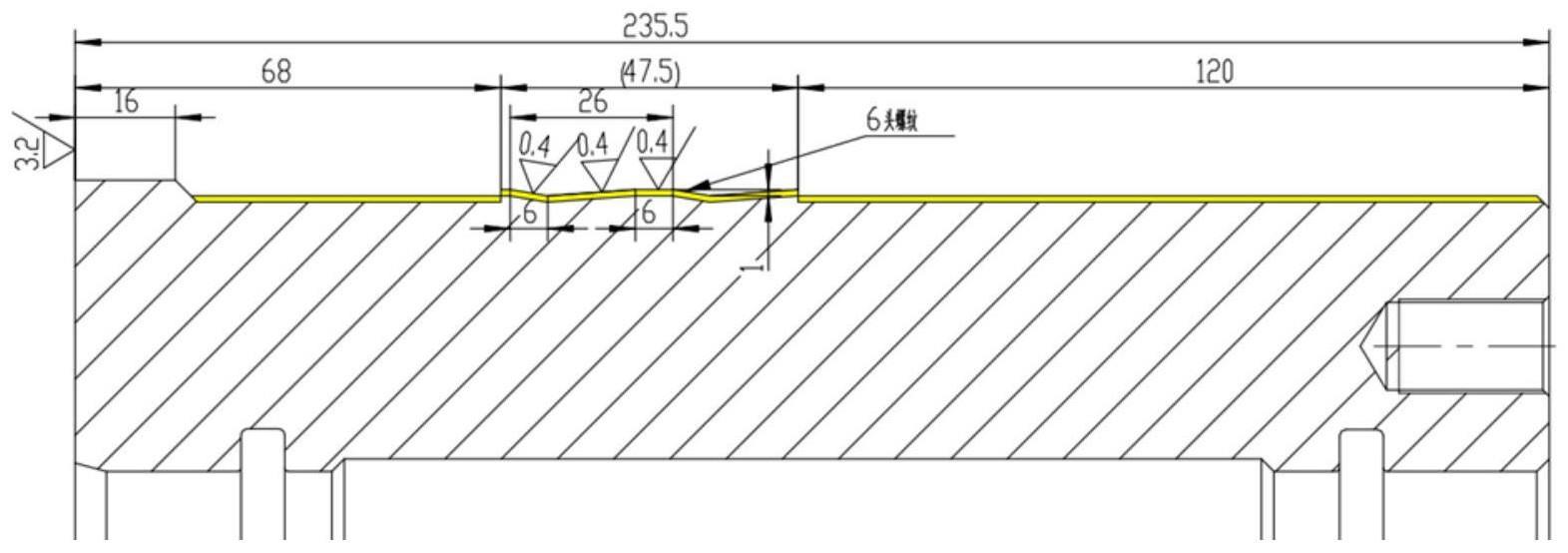
6、优选的,所述的多线螺纹至少包括五线螺纹,六线螺纹,七线螺纹,八线螺纹,十线螺纹的一种或多种。
7、优选的,所述的六线螺纹的螺纹螺距为10-40mm,六线螺纹的导程为60-240mm,六线螺纹的纹深为0.1-3mm。
8、进一步优选的,所述的六线螺纹的螺纹螺距为20-25mm,六线螺纹的导程为120-150mm,六线螺纹的纹深为0.8-1.5mm。
9、优选的,所述的水封轴套在喷覆复合层之后需要精磨,精磨的光洁度在0.4μm以上。
10、优选的,所述的水封轴套的喷涂至少包括以下步骤:
11、s1、将水封轴套基材表面采用酒精擦拭至干净无油渍,待基材表面酒精干燥后进行喷砂处理,喷砂过程气压为0.7-0.8mpa,使用硬塑料毛刷刷掉表面喷砂残留下的颗粒,压缩空气吹干净表面颗粒残留;
12、s2、喷砂后2小时之内,将s1步骤处理好的工件放入喷涂作业房间使用hvof(超音速火焰喷涂)喷枪进行预热,预热温度110-150℃,预热时间10-60min;
13、s3、将s2步骤处理得到的工件自然冷却至40-80℃,使用4英寸枪头的hvof喷枪喷涂底层材料至工件表面,喷枪枪头和工件表面距离300-400mm,氧气流量30-50升/小时,燃油流量20-40升/小时,使用送粉器完成底层材料送粉喷涂,送粉速度60-100克/分钟,底层材料喷涂厚度为0.1-0.3mm;
14、s4、将s3步骤处理得到的工件自然冷却至40-80℃,使用4英寸枪头的hvof喷枪将复合层材料喷涂至表面,复合层为含碳钨,钴,铬,铁混合制得的粉末,枪头和工件表面距离为300-400mm,氧气流量30-50升/小时,燃油流量20-40升/小时,送粉器完成复合层材料送粉,送粉速度80-120克/分钟,复合层材料喷涂涂层厚度为0.4-0.7mm,喷涂过程中工件温度控制在165℃以内,喷涂结束后自然冷却至常温状态。
15、优选的,所述的喷砂材料为16#白刚玉粉。
16、优选的,所述的底层材料为625合金,购自上海欧萨卡金属材料集团有限公司。
17、优选的,所述的复合层涂层厚度和底层材料涂层厚度之和为0.7-1.0mm。
18、优选的,所述的精磨至少包括以下步骤:
19、l1、采用120目金刚石砂轮磨加工喷涂完的水封轴套的表面,涂层尺寸公差控制在0-0.02mm;
20、l2、采用400目金刚石研磨l1步骤处理的工件表面涂层,光洁度在0.4μm以上。
21、本发明采用特定的合金材料进行制备水封轴套复合层,包括含碳钨,钴,铬,铁,能够有效地提高轴套的耐腐蚀性和耐磨擦性,本发明中复合层中含量最多的物质为钨碳化,并且复合了其他的几种金属,限定了含碳钨中碳的质量百分含量,可以进一步增强了复合层的物理机械强度,使轴套有较高的维氏硬度。在复合层中,钴能够使轴套有高强度、高硬度、高耐磨性等一系列优异的性能,但是随着钴含量超过一定量后,复合层硬度降低,耐磨性降低,抗弯强度增加,抗压强度降低,热膨胀系数增大,导热率下降,弹性模量、刚性模量下降,疲劳强度极限上升;钨钢的抗弯强度随钴含量增加而提高,当钴含量大于15%,抗弯强度不再随钴增加而提高,反而略有降低;铬不仅能提高金属耐腐蚀性能和硬度,也能提高抗氧化性能,但是本发明人在实际研究中发现,若铬在水封轴套复合层中的含量过高时,虽然能够提高复合层的硬度,但是会损害复合层的韧性,在制备过程中或者实际使用中受到一定的外力就会使复合层出现裂纹和破损,严重影响其使用寿命,对船舶的安全造成极大的影响。本发明在轴套表面采用了特殊结果的多线螺纹,并且对多线螺纹的螺距,纹深,导程都有明确的限定,在该限定下,能够使泥泵在进水和出水的过程中泵内外的压力保持恒定,可以进一步提高轴套的使用寿命,若没有多线螺纹,泥泵在进水出水时,泵内泵外的压力不一样,若压力差达到某一临界值,则会损坏轴套。本发明还对复合层和底层材料的厚度进行了限定,当复合层和底层材料的厚度之和低于0.7mm时,由于太薄,不能有效地保护水封轴套,长时间连续工作,复合层就会裂开,当复合层和底层材料的厚度之和高于1.0mm,虽然能够有效地保护轴套,但是轴套在船舶实际工作中会随着泵轴进行高速旋转,厚度过厚则会使转轴在工作中旋转出现偶尔卡顿的现象或转速明显降低的情况,而且厚度过厚会使颗粒尺寸分布更加不均匀,另外较厚的复合层和底层也会增加生产成本,延长生产喷涂周期。另外本发明中使用特定的超音速火焰喷涂法能够将底层喷砂,底层材料,复合层材料依次紧密结合,使水封轴套表面更加牢固,耐腐蚀性更强。
22、有益效果
23、(1)本发明中,复合层按照质量百分比包括1-15%钴,1.0-10%铬,0.01-5%铁,余量为含碳钨,所述的含碳钨中碳的质量百分含量为5-10%;该复合层能够和喷砂、底层材料喷涂后有效地结合在基材的表面,有较高的维氏硬度,能够有效地提高泥泵的耐腐蚀性和耐冲击性,保证泥泵封水系统正常运行,有较长的使用寿命。
24、(2)本发明中,通过在基材表面设置特殊的多线螺纹,在泥泵正常工作的时候可以避免在进水出水过程中的压力差,使泵内泵外的压力平衡,有效地保护泥泵的正常运行。
25、(3)本发明通过对复合层材料喷涂涂层厚度和底层材料喷涂厚度之和进行限定,不仅能够有效地保护轴套,而且避免了因复合层材料喷涂涂层和底层材料喷涂涂层过厚导致了泥泵封水系统运行不流畅的问题,并且能够进一步降低喷涂生产成本。
26、(4)本发明中使用特定的超音速火焰喷涂法能够将喷砂,底层材料,复合层材料依次紧密结合在基材表面,使水封轴套表面更加牢固,耐腐蚀性更强,使用寿命也更长。
27、(5)本发明在复合层材料喷涂之后还对复合层进行了精磨,使复合层的光洁度在0.4μm以上,可以有效地保证水封轴套在实际工作中正常运转,并且有更长的使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!