一种弯折件及其冲孔设备和方法与流程
本发明涉及弯折件冲孔的,尤其是涉及一种弯折件及其冲孔设备和方法。
背景技术:
1、弯折件广泛应用于化工机械、制药设备、烟卷机械、消音设备、制冷设备音箱、工艺品制作、造纸、液压配件、滤清设备等各行各业,弯折件冲孔作业是将弯折件安装好,动力机构的驱动使得冲孔机设备作用于弯折件表面进行钻孔作业。
2、如授权公告号为cn205684755u的中国实用新型专利公开一种钻孔装置,包括机身、滑块、夹紧装置、压板装置、螺旋夹具及工作台,机身的上端设置有滑块,机身和滑块之间设置有工作台,滑块的下端设置有螺旋夹具,螺旋夹具的上端安装于滑块上,螺旋夹具的下端设置有钻头,螺旋夹具位于滑块和工作台之间;滑块的一侧设置有夹紧装置,滑块的另一侧设置有压板装置;螺旋夹具上设置有加固板和碟形弹簧,通过拧动紧固螺母对紧固板操作,从而可实现对碟形弹簧包裹的钻头位置进行控制。
3、针对上述的相关技术,该钻孔装置通过夹紧装置和压板装置对板材进行压紧,然后对碟形弹簧包裹的钻头位置进行控制,以此实现板材工件的钻孔加工。如果生产大批量的加工工件的时候,加工工件是通过人工进行放置的,所以加工工件的位置并不能保持一致,这样子使得加工工件加工的冲孔位置容易出现不一致的问题。
技术实现思路
1、为了改善加工工件加工的冲孔位置容易出现不一致的问题,本技术提供了一种弯折件及其冲孔设备和方法。
2、第一方面,本发明提供的一种弯折件,采用如下的技术方案:
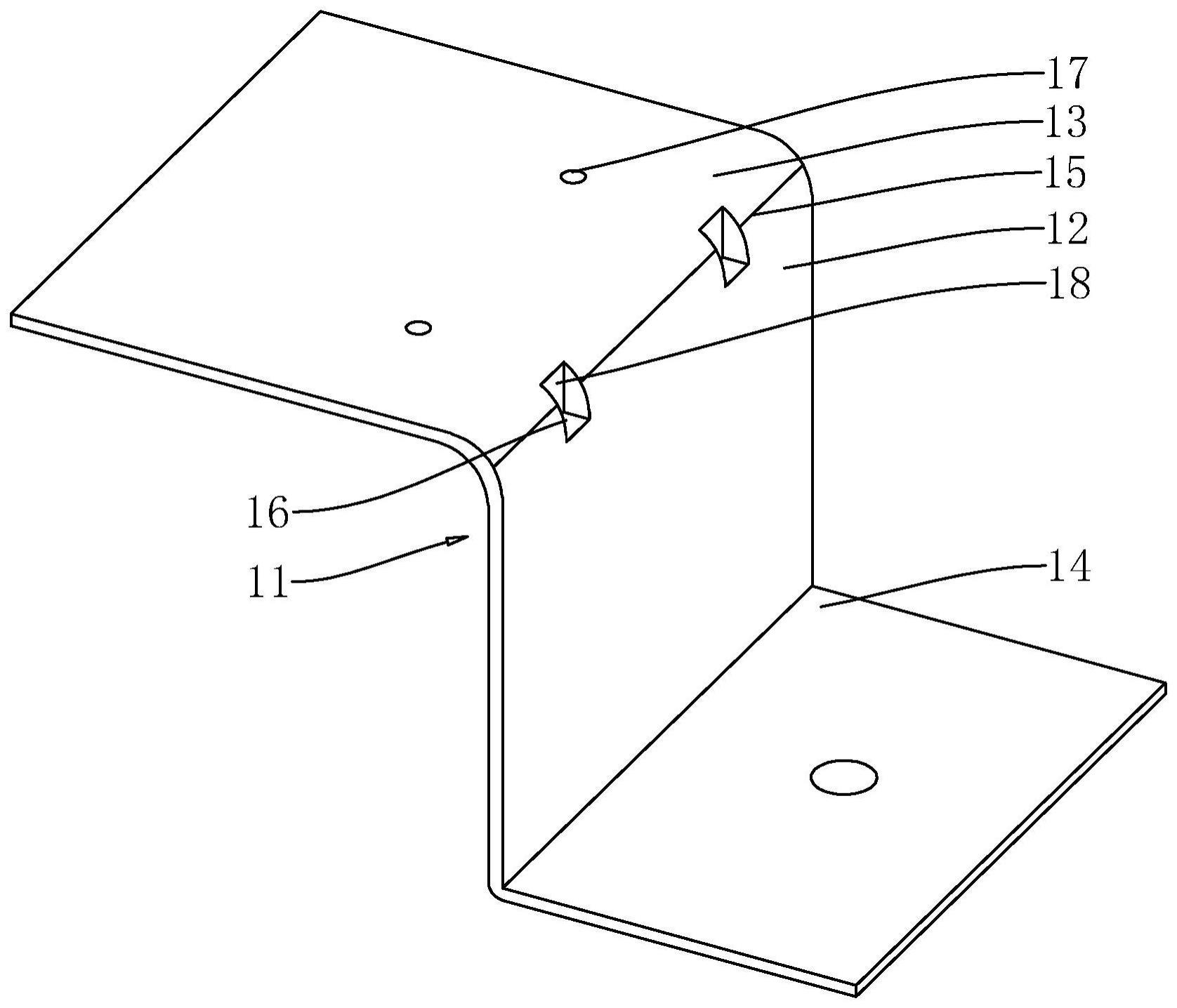
3、一种弯折件,包括第一面板、弯折设置于所述第一面板端部的第二面板,所述第一面板与第二面板弯折处设有弯折中心线,所述第一面板与第二面板弯折处开设有方形定位孔,所述方形定位孔沿所述弯折中心线长度的方向设有若干个,所述方形定位孔靠近所述第二面板的侧面称之为校准面,所述校准面和第二面板的表面相垂直。
4、通过采用上述技术方案,第一面板与第二面板弯折处通过开设方形定位孔,方形定位孔的校准面和第二面板的表面保持垂直。然后矫正部件和矫正导柱抵接于方形定位孔的校准面实现第二面板的对准,以达到批量加工的弯折件表面加工的加工冲孔位置保持一致的效果
5、第二方面,本发明提供的一种弯折件的冲孔设备,用于使得上述的一种弯折件冲压成孔,采用如下的技术方案:
6、可选的,包括承重台、安装于所述承重台上方的冲压机设备、固定于所述承重台外侧的校准气缸、安装于校准气缸输出轴的校准压板;所述承重台顶部位于第二面板下方设有冲孔通槽,所述校准压板底部设有用于降低所述校准压板与第二面板之间摩擦的增滑部件。
7、通过采用上述技术方案,第二面板放置于承重台顶面的时候,第二面板仅仅是通过自身的重量抵压于承重台顶面,此时第三面板也会通过自身的重量带动整个折角板下压,容易出现第二面板出现翘起的情况;这样子冲压机设备进行冲孔的时候,会出现冲压机设备的钻头在第二面板表面打滑的问题,校准气缸通过条形直杆带动校准压板竖直朝下移动,直至校准压板通过增滑部件抵压于第二面板表面,以达到第二面板与承重台紧密贴合的效果。
8、可选的,增滑部件包括若干个滚动安装于校准压板底部的滚珠,所述校准压板通过若干个滚珠抵接于所述第二面板顶部。
9、通过采用上述技术方案,校准压板抵压于第二面板表面之后,还会通过矫正部件和校准部件对第二面板进行进一步的位置矫正,此时第二面板相对于矫正压板会出现滑动,从而第二面板和矫正压板之间会产生滑动摩擦力,甚至于矫正面板可能会划伤第二面板;通过校准压板底部设置有若干个滚珠,滚珠能够使得第二面板和矫正压板之间会产生滑动摩擦力转换成滚珠与第二面板之间的滚动摩擦力,而且滚珠处于滚动状态不容易划伤第二面板。
10、可选的,承重台设有用于所述第二面板位置的矫正的矫正部件,所述矫正部件包括若干个滑移于所述承重台上的矫正面板,若干个所述矫正面板分别设于第二面板左右两侧;所述承重台内设有驱动若干个所述矫正面板同步移动的同步部件。
11、通过采用上述技术方案,如果是批量对若干个弯折件进行加工,人工将弯折件放置于承重台表面,不易保证每个弯折件都能放置到同一位置上面,如果通过人工进行位置的对准,费时费力;折角板左右两侧的矫正面板朝向折角板同步靠近,若干个矫正面板分别抵接于折角板左右两侧,以此实现折角板左右校准,以此提高了工作人员的工作效率。
12、可选的,所述同步部件包括转动于所述承重台内的驱动齿轮、若干根滑移于所述承重台内的驱动齿条;若干根所述驱动齿条分别设于驱动齿轮相对两侧,所述驱动齿条均与驱动齿轮相啮合,所述驱动齿条通过传动条板与矫正面板固定连接;承重台内设有使得驱动齿轮旋转的传动部件。
13、通过采用上述技术方案,旋转的驱动齿轮带动两根驱动齿条沿直线导轨长度的方向滑移,驱动齿条带动若干个矫正面板分别抵接于折角板左右两侧,以此实现若干个所述矫正面板同步移动的效果。
14、可选的,所述传动部件包括固定于驱动齿轮顶部的螺旋直杆、螺旋连接于所述螺旋直杆周侧的螺旋螺母;所述校准气缸的输出轴通过限位直杆与所述螺旋螺母固定连接。
15、通过采用上述技术方案,校准压板通过导轨条板带动螺旋螺母竖直朝下移动,竖直朝下移动的螺旋螺母带动螺旋直杆旋转,以此实现螺旋直杆带动驱动齿轮旋转的效果。
16、可选的,所述承重台内设有用于收集铁屑残渣的清理部件,所述清理部件包括开设于所述承重台顶部的废料通槽,所述废料通槽贯穿所述承重台的两侧,所述废料通槽内槽底倾斜设置,所述冲孔通槽和所述废料通槽相连通设置。
17、通过采用上述技术方案,将废料盒放于承重台左右两侧,第二面板加工所产生的铁屑残渣会掉落至冲孔通槽,然后通过废料通槽倾斜的内底面滑落至废料盒,以此实现清理部件集中收集所述第二面板加工产生的铁屑残渣的效果。
18、可选的,所述承重台外设有用于抵压所述第二面板的校准部件,所述校准部件包括设于所述承重台外的滑轨平台、若干个安装于所述滑轨平台顶部的滑轨气缸、设于若干个所述滑轨气缸输出轴的矫正导柱;若干根所述矫正导柱分别通过方形定位孔插接于所述第二面板周侧,所述矫正导柱的端部抵接于对应的所述方形定位孔上的校准面。
19、通过采用上述技术方案,滑轨气缸带动龙门架朝向折角板靠近,龙门架上的两个矫正导柱分别通过折角板上的两个方形定位孔抵接于折角板的弯折处,矫正导柱的端部抵接于方形定位孔的校准面,以此实现折角板前后校准的效果。
20、第三方面,本发明提供的一种弯折件的冲孔方法,用于操作上述的一种弯折件的冲孔设备,采用如下的技术方案:
21、一种弯折件的冲孔方法,包括以下步骤:
22、s1、所述折角板放于所述承重台和所述滑轨平台上方;
23、s2、所述校准气缸带动所述校准压板进行移动,所述校准压板通过所述增滑部件抵压所述第二面板;
24、s3、所述校准压板通过所述传动部件带动所述驱动齿轮进行旋转,所述驱动齿轮通过所述同步部件带动所述矫正面板移动,使得若干个所述矫正面板分别抵接于所述第二面板两侧;
25、s4、所述滑轨气缸带动若干个所述矫正导柱朝向所述第二面板靠近,若干个所述矫正导柱通过所述方形定位孔抵接于所述第一面板与所述第二面板弯折处,此时所述矫正导柱的端部与所述校准面相抵接;
26、s5、所述冲孔机设备朝向所述第二面板靠近,直至所述冲孔机设备的钻头将所述第二面板表面加工出加工冲孔;
27、s6、所述清理部件集中收集所述第二面板加工产生的铁屑残渣。
28、通过采用上述技术方案,第二面板放置于称重台顶面,校准压板底部的若干个滚珠抵接于第二面板顶面,以此尽量避免第二面板出现翘起的问题而导致冲压机设备的钻头在第二面板表面打滑;然后分别通过若干个矫正面板分别抵接于折角板左右两侧,矫正导柱通过折角板上的方形定位孔抵接于折角板的弯折处,矫正导柱抵接于方形定位孔的校准面,实现第二面板相较于承重台前后左右对准,批量加工的弯折件表面加工的加工冲孔位置保持一致。
29、综上所述,本技术包括以下至少一种有益技术效果:
30、1.人工将弯折件放置于承重台表面,不易保证每个弯折件都能放置到同一位置上面,如果通过人工进行位置的对准,费时费力;折角板左右两侧的矫正面板朝向折角板同步靠近,以此提高了工作人员的工作效率;
31、2.第二面板容易出现出现翘起的情况,会出现冲压机设备的钻头在第二面板表面打滑的问题,校准气缸通过条形直杆带动校准压板竖直朝下移动,直至校准压板通过增滑部件抵压于第二面板表面,以达到第二面板与承重台紧密贴合的效果;
32、3.第二面板和矫正压板之间会产生滑动摩擦力,甚至于矫正面板可能会划伤第二面板;通过校准压板底部设置有若干个滚珠,滚珠能够使得第二面板和矫正压板之间会产生滑动摩擦力转换成滚珠与第二面板之间的滚动摩擦力,而且滚珠处于滚动状态不容易划伤第二面板。
- 还没有人留言评论。精彩留言会获得点赞!