一种抗冲击防松螺母及其成型方法与流程
本发明涉及螺母配件领域,尤其涉及一种抗冲击防松螺母及其成型方法。
背景技术:
1、目前,螺母是应用于机械连接的常用部件。但在振动条件下,普通螺母常常会自行松脱,造成连接失效。为了解决螺纹连接件的松动问题,人们采取了各种办法,如穿销、附加止转锁片等。可以参考中国专利公告号:cn113446300b公开的一种防松螺母,包括:螺母本体、限位销轴和圆球体;螺母本体形成有螺纹孔,并形成有正交设置的轴向通孔和径向通孔,轴向通孔用于安装限位销轴,径向通孔与螺纹孔连通,用于安装圆球体;径向通孔的直径大于圆球体的直径,圆球体的直径大于限位销轴的最大直径,并大于径向通孔的内侧到螺纹孔中的螺纹沟底的距离;轴向通孔的直径与限位销轴的最大直径相同;在将限位销轴压入到轴向通孔中的第一位置时,实现螺杆和螺母本体之间的缩紧;在将限位销轴压入到轴向通孔的第二位置时,解除对螺杆的挤压。
2、本技术人针对防松螺母也进行了大量的研究,认为现有的防松螺母存在操作繁琐的缺陷,而且防松的效果也不是非常理想。
技术实现思路
1、因此,针对上述的问题,本发明提出一种抗冲击防松螺母及其成型方法,其解决了现有防松螺母操作繁琐、防松效果不好的技术问题,并且实现了防松螺母在受到一定冲击时仍然可以保持有效防松的目的。基于此,还提出了一种抗冲击防松螺母的成型方法。
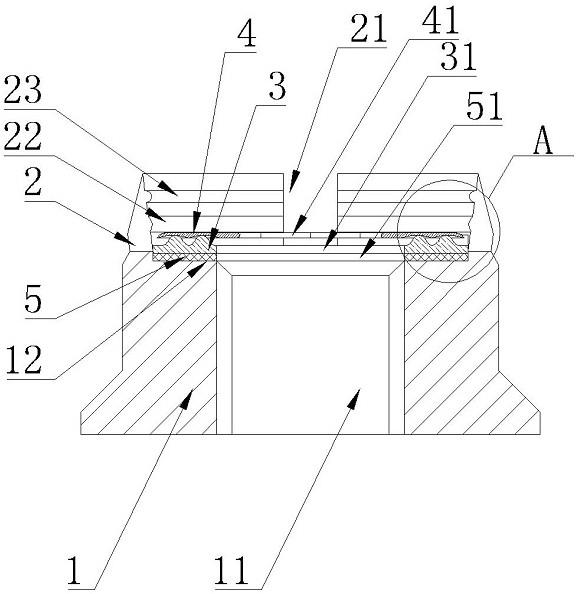
2、为实现上述目的,本发明采用了以下技术方案:一种抗冲击防松螺母,包括螺母本体,所述螺母本体的中部设有螺纹孔,所述螺母本体的周侧向上延伸设置有三个以上的冲压瓣体,相邻两个冲压瓣体之间形成瓣体缺口,所述冲压瓣体的内侧上位于螺母本体的上端面上由下至上依次设置有刚性螺母垫片、刚性变形片,所述刚性螺母垫片下方或刚性变形片上方设置有柔性螺母垫片,所述柔性螺母垫片的中部设置有不小于螺纹孔大径的柔性通孔,所述刚性螺母垫片的中部设置有不小于螺纹孔大径的刚性通孔,所述刚性变形片的中部设置有不小于螺纹孔大径的变形通孔,所述刚性变形片的内侧上向内延伸设置有两个以上的弹性卡置部,所述弹性卡置部的内径小于螺纹孔的小径,差值为螺纹孔小径的5%-15%,所述刚性螺母垫片的上端面向上凸起有两个圆弧环状凸起,两个圆弧环状凸起之间形成刚性环状凹陷,所述刚性变形片的下端面上设置有两个与圆弧环状凸起配合的变形环状凹陷,所述冲压瓣体的内侧面上由下至上分别设置有第一冲压凸起、第二冲压凸起,当冲压瓣体向内弯折覆盖于刚性变形片上时,第一冲压凸起抵靠刚性变形片的外沿,第二冲压凸起将刚性变形片压入刚性环状凹陷内,且弹性卡置部由水平位置向上翘起形成倾斜状,倾斜角度为5-30度。
3、进一步的,当冲压瓣体向内弯折覆盖于刚性变形片上时,所述柔性螺母垫片的厚度方向的最终变形量小于柔性螺母垫片厚度的50%。
4、进一步的,所述刚性变形片上位于瓣体缺口的部位处设置有变形缺口。
5、进一步的,当冲压瓣体向内弯折覆盖于刚性变形片上时,所述弹性卡置部的内径小于或等于螺纹孔的小径,差值为螺纹孔小径的0%-5%。
6、进一步的,各弹性卡置部均匀分布,且不位于变形缺口处。
7、进一步的,所述变形环状凹陷的半径大于圆弧环状凸起的半径,所述变形环状凹陷的宽度大于圆弧环状凸起的宽度,所述变形环状凹陷的深度小于圆弧环状凸起的高度。
8、进一步的,所述第一冲压凸起的凸起高度小于第二冲压凸起的高度,所述第二冲压凸起的横截面积小于刚性环状凹陷的横截面积。
9、进一步的,所述冲压瓣体的内侧面由螺母本体中心向外倾斜,所述第一冲压凸起与第二冲压凸起的内径大于刚性螺母垫片、刚性变形片、柔性螺母垫片的外径,所述螺母本体的上端面上设置有下沉台阶,所述刚性螺母垫片卡置于下沉台阶上。
10、进一步的,当柔性螺母垫片设于刚性变形片上方时,刚性螺母垫片与螺母本体一体成型。
11、一种基于同一发明构思的抗冲击防松螺母的成型方法,包括以下步骤:
12、第一步,成型螺母本体及在螺母本体的周侧向上延伸设置三个以上的冲压瓣体,所述冲压瓣体的内侧面上由下至上分别设置有第一冲压凸起、第二冲压凸起,所述螺母本体的上端面上设置有下沉台阶,所述下沉台阶上卡置有柔性螺母垫片与刚性螺母垫片,所述刚性螺母垫片上设置有刚性变形片;
13、第二步,利用冲压的方式,将冲压瓣体向内弯折覆盖于刚性变形片上,第一冲压凸起抵靠刚性变形片的外沿,第二冲压凸起将刚性变形片压入刚性环状凹陷内,且弹性卡置部由水平位置向上翘起形成倾斜状,倾斜角度为5-30度,当冲压瓣体向内弯折覆盖于刚性变形片上时,所述弹性卡置部的内径小于或等于螺纹孔的小径,差值为螺纹孔小径的0%-5%。
14、通过采用前述技术方案,本发明的有益效果是:
15、1、本方案通过冲压瓣体、刚性螺母垫片、刚性变形片、柔性螺母垫片的设置,通过对冲压瓣体的冲压,利用冲压瓣体上的第一冲压凸起、第二冲压凸起实现刚性螺母垫片、刚性变形片、柔性螺母垫片三者的相对固定,但是由于存在柔性螺母垫片,实现有一定的变形空间,而且刚性变形片本身较薄,自身也存在一定的变形空间,从而可以实现在螺栓与螺母锁紧之后,刚性变形片上的弹性卡置部可以有效实现对螺纹的锁紧,可以有效防止松动,而且在受到冲击时,可以通过变形来对冲击进行吸收,有效实现一定程度的抗冲击。
16、另外,可以有效实现在冲压瓣体压紧后,刚性变形片产生形变。通过圆弧环形凸起、刚性环状凹陷、变形环状凹陷、第一冲压凸起、第二冲压凸起的配合,这种形变是可以限定在一定的范围内的,也即是,第一冲压凸起抵靠刚性变形片的外沿,第二冲压凸起将刚性变形片压入刚性环状凹陷内,且弹性卡置部由水平位置向上翘起形成倾斜状,倾斜角度为5-30度。这种形变可以有效保证刚性变形片的弹性卡置部与螺牙的配合效果更好,弹性压紧效果更好,而且会使得刚性变形片本身具有一个弹性恢复的力,使得抗冲击的效果更好。
17、2、当冲压瓣体向内弯折覆盖于刚性变形片上时,所述柔性螺母垫片的厚度方向的最终变形量小于柔性螺母垫片厚度的50%。在实现冲压时,柔性螺母垫片本身的变形是较大的,但是当冲压完成后,处于稳定状态时,柔性螺母垫片的变形量就会稳定,这个时候,保持在小于50%的变形量能够更好地实现冲压的有效完成,以及有效地实现弹性形变的配合,实现抗冲击与防松。
18、3、变形缺口的设置,目的在于减少刚性变形片在冲压时对材料的牵拉,刚性变形片基本只进行径向方向处的形变,而变形缺口在冲压时会被打开,变形缺口变大,从而有效保持刚性变形片的弹性形变能力。
19、4、当冲压瓣体向内弯折覆盖于刚性变形片上时,所述弹性卡置部的内径小于或等于螺纹孔的小径,差值为螺纹孔小径的0%-5%。这样的设置,可以有效实现螺栓与螺母之间的有效配合。
20、5、各弹性卡置部均匀分布,且不位于变形缺口处。这样主要是为了实现更有效的安装卡置。
21、6、所述变形环状凹陷的半径大于圆弧环状凸起的半径,所述变形环状凹陷的宽度大于圆弧环状凸起的宽度,所述变形环状凹陷的深度小于圆弧环状凸起的高度。这样设置的目的在于保证刚性变形片的变形能力更好,使得冲压后可以实现有效的形变,且这种形变后可以得到有效的弹性能力的保持,保证弹性卡置部具有一定的倾斜状。
22、7、所述第一冲压凸起的凸起高度小于第二冲压凸起的高度,所述第二冲压凸起的横截面积小于刚性环状凹陷的横截面积。这样也是为了实现配合使得冲压后的刚性变形片得到有效的形状与弹性的保持。
23、8、所述冲压瓣体的内侧面由螺母本体中心向外倾斜,所述第一冲压凸起与第二冲压凸起的内径大于刚性螺母垫片、刚性变形片、柔性螺母垫片的外径,所述螺母本体的上端面上设置有下沉台阶,所述刚性螺母垫片卡置于下沉台阶上。这样的设置主要是方便于安装,且方便于刚性螺母垫片、柔性螺母垫片的定位,从而实现有效的成型。
24、9、当柔性螺母垫片设于刚性变形片上方时,刚性螺母垫片与螺母本体一体成型。这样设置的目的,可以有效减少零件的数量,可以提高生产效率与成本,但是抗冲击、防松的效果会有所降低。
- 还没有人留言评论。精彩留言会获得点赞!