一种高压内外螺纹仪表阀的制作方法
本发明涉及仪表阀,具体为一种高压内外螺纹仪表阀。
背景技术:
1、仪表阀是一种管路附件,它是用来改变通路断面和介质流动方向,控制输送介质流动的一种装置,由于其可靠的密封性能,已广泛用于电站、炼油、化工装置和仪表测量管路等行业。在自动化仪表中,仪表阀常被用于对检测仪表的输出信号进行综合以达到控制生产过程的目的,近年来,随着自动化行业的大力发展,对仪表阀的需求量越来越多,但是现有的仪表阀在使用时存在以下问题:
2、现有的仪表阀,大都是采用锥面密封和半球形密封,但是其加工尺寸和安装精度要求都较高,阀体和阀盖的连接一般都是使用螺纹定位,然后焊接连接,由于使用螺纹定位,阀盖在旋转时,对位置的要求不好控制,现有往往都是靠经验来判断螺纹配合的位置,有时候误差较大容易导致密封面的泄露,不方便进行便捷的安装和密封,同时现有的仪表阀,在进行阀盖的焊接时,大都需要将阀门安装在焊接设备上进行定位和焊接操作,此过程一方面需要使用额外的设备,增加生产成本,同时阀门本身结构也会对焊接过程造成影响,不方便进行便捷的焊接操作。
3、针对上述问题,急需在原有仪表阀的基础上进行创新设计。
技术实现思路
1、本发明的目的在于提供一种高压内外螺纹仪表阀,以解决上述背景技术提出现有的仪表阀,不方便进行便捷的安装和密封,同时不方便进行便捷的焊接操作的问题,本发明技术方案针对现有技术解决方案过于单一的技术问题,提供了显著不同于现有技术的解决方案。
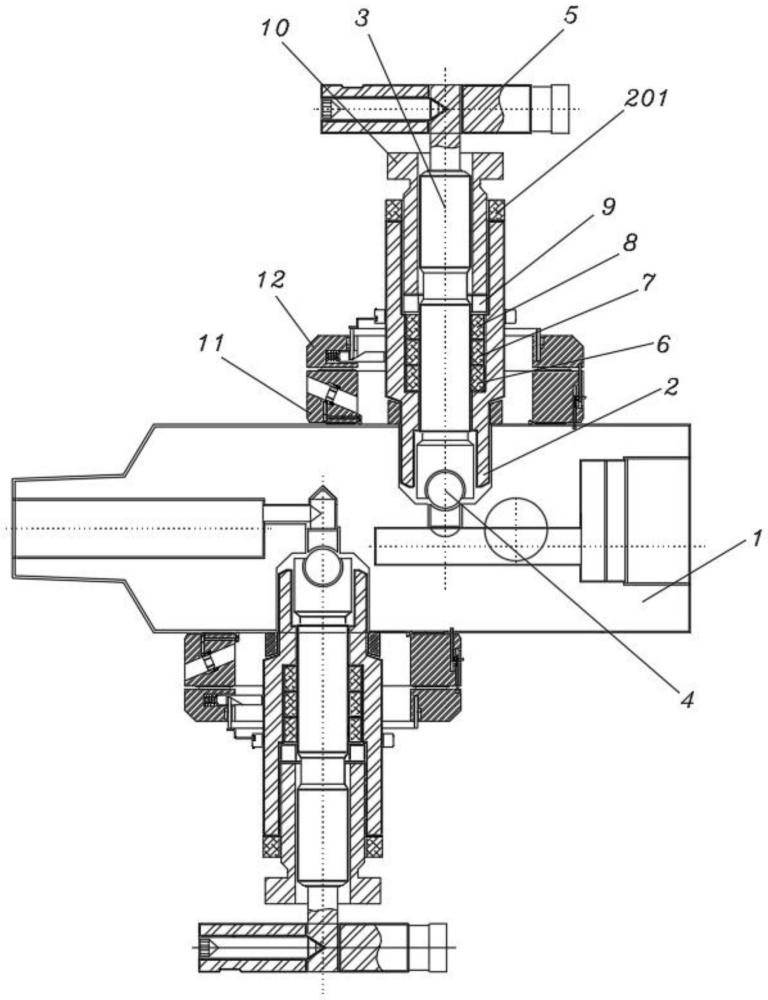
2、为实现上述目的,本发明提供如下技术方案:一种高压内外螺纹仪表阀,包括阀体,所述阀体的上下两面均螺纹贯穿安装有阀盖,且阀盖内螺纹连接有阀杆,并且阀杆的底部滚压有阀瓣,所述阀杆的顶部安装有手柄;
3、还包括填料垫,所述填料垫安装在阀杆和阀盖之间空隙处,且填料垫的上方依次填充有中填料和上填料,并且上填料的上方安装有填料压套,所述填料压套的上方安装有阀杆螺母,且阀杆螺母位于阀盖和阀杆之间,所述阀盖的顶部安装有锁紧螺母,且锁紧螺母位于阀杆螺母的外侧;
4、焊接套,所述焊接套通过轴承转动安装在阀体上,且焊接套位于阀盖的外侧,所述焊接套的顶部通过轴承转动安装有定位套,且定位套、焊接套和阀体之间设置有锁定组件,所述锁定组件用于对焊接套和定位套的位置进行锁定;
5、防转限位组件,所述防转限位组件设置在阀盖的外侧和定位套的内部,且防转限位组件用于限制阀盖的转动位置,所述焊接套的侧边贯通开设有第一安装腔,且第一安装腔和焊接套的侧边内部位置处设置有焊接组件,并且焊接组件用于对阀盖进行焊接,所述焊接套的内部和阀体上设置有传动组件,且传动组件用于辅助焊接组件进行焊接操作。
6、优选的,所述阀体的外形为长方体结构设计,且阀体的一头车外螺纹,并且阀体的另一头车内螺纹。
7、优选的,所述阀盖的顶部和中部外形设计为外六边形结构,且阀盖内的填料垫、中填料和上填料均为v型结构设计。
8、优选的,所述阀瓣设计为整体球形结构,且与阀瓣处对应的阀体的密封面为球面结构设计。
9、优选的,所述锁定组件包括第一齿条,所述第一齿条竖向贯穿滑动安装在焊接套的侧边内部空腔内,且第一齿条的内侧啮合有第一齿轮,并且第一齿轮的内侧啮合有第二齿条,所述第一齿条的顶部与定位套底部空腔相卡接,所述第二齿条的底部与阀体上的空腔相卡接。
10、优选的,所述防转限位组件包括第一弹簧,所述第一弹簧嵌入式安装在定位套内壁空腔内,且第一弹簧的内端连接有防转条,并且防转条位于阀盖的外侧,所述防转条顶部空腔内设置有活动筒,且活动筒竖向滑动安装在定位套的顶部空腔内,所述活动筒的顶部设置有推条,且推条的内端通过螺杆在活动套外侧空腔内竖直滑动安装,并且活动套套设在阀盖的外侧。
11、优选的,所述防转条顶部空腔的内侧面设计为斜面结构,且防转条通过第一弹簧在定位套内壁空腔内横向弹性滑动。
12、优选的,所述焊接组件包括安装环,所述安装环设置在第一安装腔内,且安装环的外侧固定有定位杆,并且定位杆通过第二弹簧在第一安装腔的内壁空腔内弹性滑动,后端所述定位杆的一端固定有推送环,且推送环滑动设置在第二安装腔内,并且第二安装腔贯穿开设在焊接套的侧边位置处,所述推送环的内壁上通过等角度设置的安装板连接有推送轮,且推送轮的轴杆通过棘轮组件与安装板侧壁空腔相连接,所述第二安装腔和第一安装腔在焊接套内向下倾斜设置,且第二安装腔和第一安装腔对向倾斜设置。
13、优选的,所述传动组件包括锥齿辊,所述锥齿辊通过扭簧横向贯穿转动安装在焊接套的侧边位置,且锥齿辊的底部啮合有锥齿环,并且锥齿环安装在阀体上,所述锥齿辊上套设有第二齿轮,且第二齿轮的顶部啮合有第三齿轮,并且第三齿轮嵌入式转动安装在焊接套的侧边内部,所述第三齿轮的内侧固定有推动头,且推动头位于底部定位杆的外侧。
14、优选的,所述锥齿环上的齿等角度分段分布,所述推动头设计为球形结构。
15、与现有技术相比,本发明的有益效果是:
16、1.本发明,设置整体为球形结构的阀瓣,通过球面密封,一方面降低加工难度,另一方面在连接和安装过程中较为便利,而传统技术中大都采用锥面密封,锥面密封对零件的加工工艺要求较高,很容易就会造成密封面的泄漏,有少数仪表阀也使用球面密封,但只是把阀瓣的头部加工成球面,这样阀瓣在和阀杆连接时,对连接尺寸的加工精度要求很高,也很容易造成密封面的泄漏,同时现有仪表阀在阀体和阀盖连接上,一般都是使用螺纹定位,然后焊接连接,由于使用螺纹定位,阀盖在旋转时,对位置的要求不好控制,现有往往都是靠经验来判断螺纹配合的位置,有时候误差较大,进一步的,阀瓣与阀杆采用滚压方式连接,可以防止在压力突然增加的情况下,阀杆和阀瓣连接处断裂造成的阀瓣脱落,安全性能好;
17、2.本发明,通过设置防转限位组件,将阀盖中部设置成外六角形结构,配合防转条的使用,在转动安装阀盖时,阀盖的转动和移动,可以带动推条活动,推条推动活动筒对防转条进行驱动,使得防转条可以根据阀盖的转动进行对应位置的活动,直至防转条被推动至与阀盖相贴,此时阀盖无法转动,可以对阀盖的位置进行精准控制,无需人工靠经验来观察,也无需使用额外的测量工具,方便安装,同时可以对阀盖的位置进行精准定位,进一步提高内部密封性能,而通过转动螺杆,可以带动推条进行竖直方向的位置调整,进而可以调整防转条的活动时间,进而使得阀盖的停止位置可以得到调整,进一步提高阀盖安装的精确度;
18、3.本发明,设置焊接组件,在完成阀盖的转动安装后,需要对其进行焊接固定,将焊枪插入安装环,将焊条插入推送环,在传动组件的作用下,通过转动焊接套,即可实现焊枪的往复活动,以及焊条的同步单向推送,对阀盖进行周向的焊接操作,此过程中只需要转动焊接套即可,无需将整个阀门安装在专门的焊接设备上,可以进行实时操作,同时整个焊接过程中,不会受到外部结构的遮挡,保证了焊接的完整性,而常规操作中,需要将阀门固定在焊接装置上,需要额外的设备来完成,提高了生产成本,同时常规焊接过程中,容易受到阀门本身结构的影响,影响焊接效率。
- 还没有人留言评论。精彩留言会获得点赞!