一种手机中框与玻璃盖板自动点胶对位组装设备的制作方法
本技术涉及手机加工设备领域,特别涉及一种手机中框与玻璃盖板自动点胶对位组装设备。
背景技术:
1、现有技术中手机中框上需要组装2种玻璃盖板,一种为大玻璃盖板组装在手机中框的后侧,一种为小玻璃盖板需要组装在手机中框的前侧,在组装前还需要对手机中框的组装位置进行点胶,点胶后需要在段时间内将玻璃盖板组装上去,而现有技术中,由于需要组装的组件较多,会分为多台单独的设备分别进行加工,例如先工人将手机中框放入到点胶机中对手机中框进行点胶,然后再放入大玻璃盖板组装机构中进行大玻璃盖板的组装,最后在放入到小玻璃盖板的组装,最后进行保压。
2、上述现有技术的缺点为:
3、(1)由于采用了多台单独的设备,需要多个步骤分别进行,导致生产效率较低。每个工序的独立操作和设备之间的切换可能会增加生产周期,限制了整体生产线的速度。
4、(2)工人需要参与多个环节,包括放入点胶机、大玻璃盖板组装机构、小玻璃盖板组装等。这样的多步骤、多设备操作容易导致人工干预增多,增加了人为错误的可能性。
技术实现思路
1、本发明的目的是提供一种生产效率高,人工操作少的手机中框与玻璃盖板自动点胶对位组装设备。
2、为了实现上述目的,本技术提供如下技术方案:
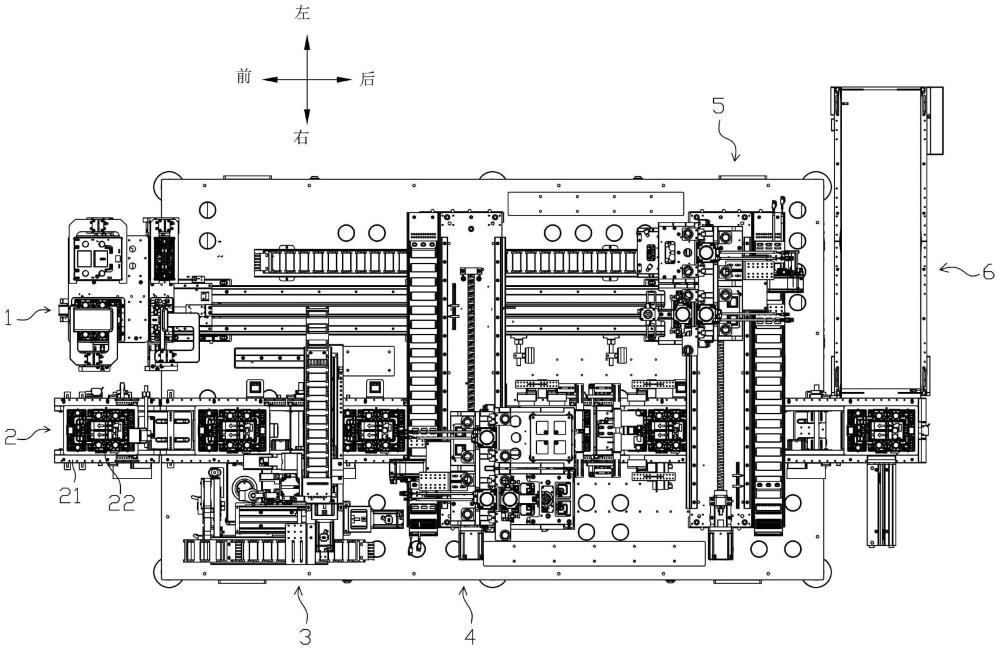
3、一种手机中框与玻璃盖板自动点胶对位组装设备,用于将第一玻璃盖板和第二玻璃盖板分别组装到手机中框上,包括玻璃盖板上料机构、手机中框上料机构、手机中框点胶机构、第一玻璃盖板组装定位机构、第二玻璃盖板组装定位机构、下料机构和保压治具,所述保压治具包括第一保压上治具、第二保压上治具和保压下治具,所述玻璃盖板上料机构与手机中框上料机构左右对称设置,所述玻璃盖板上料机构用于将第一玻璃盖板、第二玻璃盖板、第一保压上治具和第二保压上治具转运到第一玻璃盖板组装定位机构和第二玻璃盖板组装定位机构处,所述手机中框上料机构用于将放置在保压下治具的手机中框转运到手机中框点胶机构处,所述手机中框点胶机构用于分别在手机中框对应第一玻璃盖板和第二玻璃盖板处进行点胶,点胶后,所述手机中框上料机构用于将放置在保压下治具的手机中框转运到第一玻璃盖板组装定位机构,所述第一玻璃盖板组装定位机构用于将第一玻璃盖板经过对位后通过点胶的胶水粘贴到手机中框第一玻璃盖板贴合位置处,再通过第一保压上治具进行保压,所述第二玻璃盖板组装定位机构用于将第二玻璃盖板经过对位后通过点胶的胶水粘贴到手机中框第二玻璃盖板贴合位置处,再通过第二保压上治具进行保压,所述下料机构用于将组装好第一玻璃盖板和第二玻璃盖板的手机中框进行下料。
4、本技术的有益效果为:
5、在操作中,玻璃盖板上料机构负责将第一玻璃盖板、第二玻璃盖板、第一保压上治具和第二保压上治具运送到第一玻璃盖板组装定位机构和第二玻璃盖板组装定位机构。同时,手机中框上料机构将放置在保压下治具的手机中框转运到手机中框点胶机构。手机中框点胶机构负责在手机中框的第一玻璃盖板和第二玻璃盖板位置分别进行点胶。点胶完成后,手机中框上料机构再次将放置在保压下治具的手机中框转运到第一玻璃盖板组装定位机构。第一玻璃盖板组装定位机构经过对位后,通过点胶将第一玻璃盖板粘贴到手机中框的第一玻璃盖板贴合位置,接着通过第一保压上治具进行保压。同理,第二玻璃盖板组装定位机构将第二玻璃盖板通过点胶粘贴到手机中框的第二玻璃盖板贴合位置,随后通过第二保压上治具进行保压。最后,下料机构用于将组装好第一玻璃盖板和第二玻璃盖板的手机中框进行下料。整个组装过程实现了自动化,提高了生产效率,减少了人工操作的时间和工序切换的等待时间。
6、本技术通过整合各个步骤,如点胶、组装、保压等,形成了一体化的自动生产线。这降低了人工介入的需求,减少了操作错误和提高了整体组装流程的一致性。
7、本技术还引入了多个保压治具,包括第一保压上治具、第二保压上治具和保压下治具。这样的设置有助于在点胶后对组装部件进行更稳定的保压,提高了产品的质量和稳定性。
8、进一步地,所述玻璃盖板上料机构包括第一玻璃盖板预上料装置、第二玻璃盖板预上料装置、第一保压上治具预上料装置、第二保压上治具预上料装置和中转装置,所述第一玻璃盖板预上料装置与第一保压上治具预上料装置左右相对设置在中转装置的两侧,所述第一玻璃盖板预上料装置用于将第一玻璃盖板转运到中转装置上,所述第一保压上治具预上料装置用于将第一保压上治具转运到中转装置上,所述第二玻璃盖板预上料装置与第二保压上治具预上料装置左右相对设置在中转装置的两侧,所述第二玻璃盖板预上料装置用于将第二玻璃盖板转运到中转装置上,所述第二保压上治具预上料装置用于将第二保压上治具转运到中转装置上,所述中转装置用于将第一玻璃盖板、第二玻璃盖板、第一保压上治具和第二保压上治具转运到第一玻璃盖板组装定位机构和第二玻璃盖板组装定位机构处。
9、本技术中转装置的设置有效地协调了第一玻璃盖板、第二玻璃盖板、第一保压上治具和第二保压上治具的上料流程,确保它们能够在合适的时机转运到组装定位机构处。另外预上料装置的引入,如第一玻璃盖板预上料装置、第一保压上治具预上料装置等,有助于提前准备好组装所需的材料,使得整个上料过程更加协同工作,减少了等待和切换时间。预处理装置的引入和中转装置的协同工作,有望提高整个上料过程的效率,减少了等待和切换时间,从而提高了生产效率。
10、进一步地,所述手机中框上料机构包括上料拉带和保压下治具,所述上料拉带用于驱动保压下治具做前后运动。
11、进一步地,所述手机中框点胶机构包括点胶装置和擦胶装置,所述擦胶装置设置在点胶装置的一侧,所述点胶装置包括点胶头、点胶驱动模组、距离传感器、ccd相机、点胶升降板和点胶升降驱动装置,所述点胶头和距离传感器安装在点胶升降板上,所述距离传感器位于点胶头的左侧,所述ccd相机安装在距离传感器的左侧,所述点胶升降板安装在点胶升降驱动装置上,所述点胶升降驱动装置用于驱动点胶头和距离传感器做升降运动,所述点胶升降驱动装置安装在点胶驱动模组上,所述点胶驱动模组用于驱动点胶头、距离传感器和ccd相机沿x或y方向运动。
12、进一步地,所述第一玻璃盖板组装定位机构包括第一玻璃盖吸取组装装置、第一保压上治具吸取组装装置、第一升降驱动装置、第二升降驱动装置、第一横移座、第一横移模组和第二横移模组,所述第一玻璃盖吸取组装装置安装在第一升降驱动装置上,第一保压上治具吸取组装装置安装在第二升降驱动装置上,所述第一升降驱动装置和第二升降驱动装置安装在第一横移座上,所述第一横移座安装在第一横移模组上,所述第一横移模组可驱动第一横移座做前后运动,所述第一横移模组安装在第二横移模组上,所述第二横移模组可驱动第一横移座做左右运动。
13、进一步地,所述第二玻璃盖板组装定位机构包括第二玻璃盖吸取装置、第一保压上治具吸取装置、第三升降驱动装置、第四升降驱动装置、第二横移座、第三横移模组和第四横移模组,所述第二玻璃盖吸取装置安装在第三升降驱动装置上,所述第一保压上治具吸取装置安装在第四升降驱动装置上,所述第三升降驱动装置和第四升降驱动装置均安装在第二横移座上,所述第二横移座安装在第三横移模组上,所述第三横移模组可驱动第二横移座做前后运动,所述第三横移模组设置在第四横移模组上,所述第四横移模组可驱动第三横移模组做左右运动。
14、进一步地,所述下料机构包括下料拉带和推料装置,所述推料装置设置在下料拉带一侧,用于将上料拉带上的保压下治具和手机中框推入到下料拉带中。
15、进一步地,所述第一保压上治具包括第二配合面和第二压合部,所述第二压合部从第二配合面向下延伸而成,所述第二配合面向下设置有多个第二扣合块、第二导柱和第二导针,多个所述第二扣合块、第二导柱和第二导针围绕第二压合部设置。
16、进一步地,所述保压下治具包括多个手机中框压紧装置、第一配合面、第一收容槽和第一支撑部,所述第一收容槽设置在第一配合面的中部,所述第一支撑部设置在第一收容槽的中部,所述第一收容槽与第一收容槽配合用于放置手机中框,多个所述手机中框压紧装置分别设置在第一收容槽的前侧和左侧,所述手机中框压紧装置与第一收容槽的第一压紧定位部配合用于对手机中框的前后两侧进行定位和压紧,所述手机中框压紧装置与第一收容槽的第二压紧定位部配合用于对手机中框的左右两侧进行定位和压紧。
17、进一步地,所述第一支撑部的上表面的边缘处设置有一圈环形凸边,所述环形凸边的中部设置有第一支撑凸块和第二支撑凸块,所述环形凸边、第一支撑凸块和第二支撑凸块用于对手机中框进行定位。
- 还没有人留言评论。精彩留言会获得点赞!