一种锻造压合的嵌入式台阶轴及其制造工艺的制作方法
本发明涉及机械制造,具体地说,特别涉及一种锻造压合的嵌入式台阶轴及其制造工艺。
背景技术:
1、由于在工业制造中常遇到一种端部单台阶轴,其头部直径大而长度短,杆部直径小而长度长,在制造时采用台阶轴锻造工艺或者用大于头部直径热轧圆钢制造,这两种制造方法都浪费原材料或增加锻造工艺,导致制造成本增高,这种制造方式使得头部和杆部用不同的材料制造根本无法实现。
技术实现思路
1、为了解决现有技术问题,本发明提供了一种锻造压合的嵌入式台阶轴及其制造工艺。
2、本发明所采用的技术方案如下:
3、一种锻造压合的嵌入式台阶轴,包括头部、杆部和头部毛坯,该头部毛坯是锻造成型的套管,所述杆部和头部毛坯接触部位设置有环形槽,把所述头部毛坯套入杆部的环形槽部位后锻造压入环形槽中并使压入的材料和环形槽紧密贴合形成头部,杆部和头部毛坯连接为一体形成锻造压合的嵌入式台阶轴。
4、所述环形槽槽底面上设置有止转面,使压入的材料和止转面紧密贴合。
5、所述头部毛坯的内园直径等于杆部外圆直径的倍;头部外圆直径比台阶轴的大头直径大。
6、一种锻造压合的嵌入式台阶轴的制造工艺,所述头部毛坯加热到锻造温度然后将其部分材料用锻造的方法压入常温状态的杆部环形槽中形成头部,使得头部毛坯内腔的各个面和接触部位的杆部的各个面紧密贴合连接为一体,当头部毛坯冷却时会冷缩而进一步抱紧杆部,使得头部毛坯内腔的各个面和接触部位的杆部的各个面形成过盈配合。
7、相对于现有技术对于台阶轴的常规制造方法,本发明能够缩小机械加工余量或者省掉了台阶轴锻造工艺、提高了原材料利用率、降低了制造成本、头部和杆部可以根据需要使用不同的金属材料制造,开创了组合材料制造台阶轴的新技术;在使用贵重材料时效果更加显著。由于本发明靠环形槽形成的台阶传递拉力,靠止转面和过盈配合传递扭矩所以比螺纹等连接方式更可靠。
技术特征:
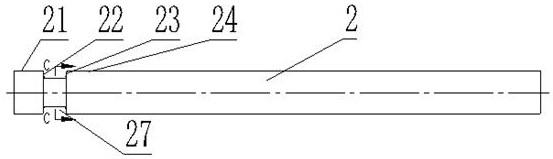
1.一种锻造压合的嵌入式台阶轴,其特征在于,包括头部1、杆部2和头部毛坯5,该头部毛坯5是锻造成型的套管,所述杆部2和头部毛坯5接触部位设置有环形槽27,把所述头部毛坯5套入杆部2的环形槽27部位后锻造压入环形槽27中并使压入的材料和环形槽27紧密贴合形成头部(1),杆部2和头部毛坯5连接为一体形成锻造压合的嵌入式台阶轴。
2.根据权利要求1所述的一种锻造压合的嵌入式台阶轴,其特征在于,所述环形槽27槽底面(26)上设置有止转面(25),使压入的材料和止转面25紧密贴合。
3.根据权利要求1或2所述的一种锻造压合的嵌入式台阶轴,其特征在于,所述头部毛坯5的内园直径等于杆部2外圆直径的1.01-1.02倍;头部外圆直径比台阶轴的大头直径大8-20mm。
4.如权利要求1所述的一种锻造压合的嵌入式台阶轴的制造工艺,其特征在于,所述头部毛坯5加热到锻造温度然后将其部分材料用锻造的方法压入常温状态的杆部2环形槽27中形成头部1,使得头部毛坯5内腔的各个面和接触部位的杆部2的各个面紧密贴合连接为一体,当头部毛坯5冷却时会冷缩而进一步抱紧杆部2,使得头部毛坯5内腔的各个面和接触部位的杆部2的各个面形成过盈配合。
技术总结
一种锻造压合的嵌入式台阶轴,包括头部、杆部和头部毛坯,该头部毛坯是锻造成型的套管,所述杆部和头部毛坯接触部位设置有环形槽,把所述头部毛坯套入杆部的环形槽部位后锻造压入环形槽中并使压入的材料和环形槽紧密贴合形成头部,杆部和头部毛坯连接为一体形成锻造压合的嵌入式台阶轴。本发明能够缩小机械加工余量或者省掉了台阶轴锻造工艺、提高了原材料利用率、降低了制造成本、头部和杆部可以根据需要使用不同的金属材料制造,开创了组合材料制造台阶轴的新技术;在使用贵重材料时效果更加显著。
技术研发人员:闫兴虎,郝宏达,陈文鑫,张琳,韩金池,董霞,孙泰林,陈君明,王忠强,李海泉
受保护的技术使用者:兰州高压阀门有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!