阀壳体的制作方法
本技术涉及一种阀壳体。
背景技术:
1、用于供水的阀和配件通常具有带有相应的阀座的壳体和布置在壳体内的阀体。为了能够持久且过程可靠地密封,阀座必须是耐磨的且耐腐蚀的。这些要求例如可以通过具有铠装阀座的壳体来满足。然而,在由有延展性的铸铁制成的壳体主体中相对耗费大的是,以特定要求进行堆焊。迄今为止,对于这种座铠装必须使用具有约70%的镍份额的相对昂贵的合金。由于用于阀座的合金的镍份额高,所以与铸铁的高含碳量有关,由此能够实现加工焊接部。然而,具有高镍份额的合金在与饮用水接触时可能是对健康有害的。此外,迄今为止在有延展性的铸铁中的堆焊要求复杂的准备。为了避免在座铠装与有延展性的铸铁之间的过渡区中形成裂缝,壳体主体必须在焊接过程之前被加热并且在此之后被缓慢地冷却。这与高的时间耗费和成本耗费相联系。
技术实现思路
1、因此本实用新型的目的是,实现一种开头所述类型的阀壳体,所述阀壳体能够实现易于制造并且对健康无害的阀座。
2、该目的通过根据本实用新型所述的阀壳体来实现。
3、在根据本实用新型的阀壳体中,阀座被设计为具有堆焊部的铠装座,该堆焊部由镍份额小于12%的重量百分比的铬镍不锈钢制成。通过这种堆焊部能够实现可承受高负荷的并且防腐蚀的阀座,该阀座也满足对饮用水质量的提高的要求。
4、有利的是,堆焊部由铁素体-奥氏体的铬镍钢制成。具有如下重量组分的铁素体-奥氏体的铬镍钢已被证明是用于堆焊部的特别有利的材料:25%至45%的cr、1%至2.5%的mn、0.09%至0.15%的c、0.3%至0.5%的si、8%至10%的ni以及其余是fe和不可避免的杂质。
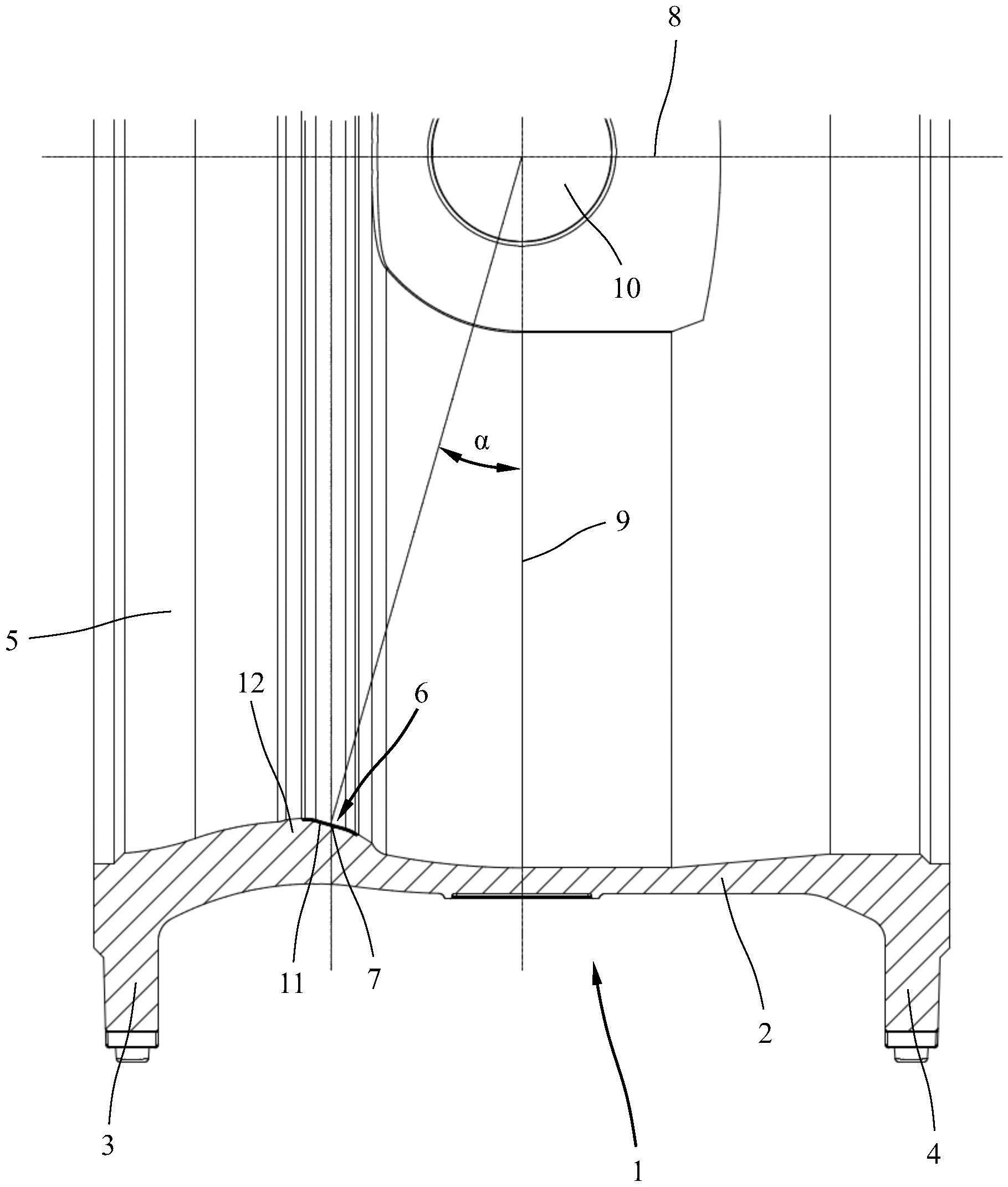
5、为了接纳堆焊部,壳体主体在其内侧上包括专门针对要求适配的凹部,该凹部包含直的中央底面、朝向边缘以半径r向内下降的弯曲的侧面和倾斜端面。倾斜端面优选以30°的倾斜角倾斜。对于具有特定材料的堆焊部,凹部仅须具有1.5mm至2mm的相对小的深度。
6、堆焊部通过能量减少的mig焊接工艺在使用纯惰性气体的情况下被施加。所使用的mig焊接工艺利用短电弧以及在电弧阶段与短路阶段之间的周期性转换来工作,其中,能量在电弧重新点燃之前立即降低,电流强度在电弧重新点燃之后立即脉冲式地提高以便按规定地熔化电极尖端。通过在电弧阶段期间、在短路阶段中并且尤其在电弧重新点燃时对能量输入的这种调节,可以在由有延展性的铸铁制成的壳体主体中实现仅具有少的热量输入的均匀的工艺流程并且由此实现对壳体强度的较小的影响。此外,通过更少的热量输入可以使混合区最小化并且由此接下来更简单地加工焊接部。此外,可以减小堆焊部的厚度。此外,也能够实现更快的焊接并且由于更少的电流需求也可以减少环境负荷。
7、适宜地,堆焊部借助于由铁素体-奥氏体的铬镍钢制成的实心丝-焊接电极实现,所述铁素体-奥氏体的铬镍钢的厚度为0.8mm至2mm并具有如下重量组分:25%至45%的cr、1%至2.5%的mn、0.09%至0.15%的c、0.3%至0.5%的si、8%至10%的ni以及其余是fe和不可避免的杂质。
技术特征:
1.一种阀壳体(1),其具有由有延展性的铸铁制成的壳体主体(2)和布置在壳体主体(2)的通道(5)内的阀座(6),该阀座被设计为具有堆焊部(11)的铠装座,
2.根据权利要求1所述的阀壳体(1),其特征在于,堆焊部(11)由铁素体-奥氏体的铬镍钢制成。
3.根据权利要求1所述的阀壳体(1),其特征在于,壳体主体(2)包含用于接纳所述堆焊部(11)的凹部(13)。
4.根据权利要求3所述的阀壳体(1),其特征在于,凹部(13)包括直的中央底面(14)、朝向边缘以半径r向内下降弯曲的侧面(15)和倾斜端面(16)。
5.根据权利要求4所述的阀壳体(1),其特征在于,倾斜端面(16)以30°的倾斜角倾斜。
6.根据权利要求3至5中任一项所述的阀壳体(1),其特征在于,凹部(13)具有1.5mm至2mm的深度t。
7.根据权利要求3至5中任一项所述的阀壳体(1),其特征在于,凹部(13)布置在从壳体主体(2)向内突出的凸起部(12)的内侧上。
8.根据权利要求1至5中任一项所述的阀壳体(1),其特征在于,堆焊部(11)通过mig焊接工艺在使用纯惰性气体的情况下被施加。
9.根据权利要求1至5中任一项所述的阀壳体(1),其特征在于,堆焊部(11)通过能量减少的mig焊接工艺利用短电弧和周期性反复的电弧阶段和短路阶段被施加,其中,能量在电弧重新点燃之前立即降低以及电流强度在电弧重新点燃之后立即脉冲式地提高以便按规定地熔化电极尖端。
技术总结
本技术涉及一种阀壳体(1),其具有由有延展性的铸铁制成的壳体主体(2)和布置在壳体主体(2)的通道(5)内的阀座(6),该阀座被设计为具有堆焊部(11)的铠装座。根据本技术,堆焊部(11)由具有小于12%(重量百分比)的镍份额的铬镍不锈钢制成。
技术研发人员:H·赫罗德,Z·布拉兹达,R·德卡尔,K·H·盖斯勒
受保护的技术使用者:阀安格有限责任公司
技术研发日:20230214
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!