一种一体式AMT后盖壳体的制作方法
本技术涉及amt后盖,具体为一种一体式amt后盖壳体。
背景技术:
1、随着商用车市场的不断自动化、智能化、高端化的发展以及客户对自动变速器接受度不断提高,匹配amt变速器成为商用车的主要趋势,对amt变速器的可靠性及舒适性要求也越来越高。
2、传统分体式后盖总成技术方案:后盖和轴承盖是分开的,装配时,后盖和轴承盖通过螺栓固定在一起,后盖和轴承盖之间安装有密封衬垫,用来防止密封面漏油和漏气。但是现有分体式后盖的缺点是密封衬垫破损、密封面划痕或粗糙度不合格、螺栓定扭不足导致后盖漏气,螺栓孔和位置度不合格导致无法装配,螺栓松动导致漏油,密封面粗糙度要求高,轴承孔和螺栓孔位置度要求高,加工成本高,且实际加工过程中废品率高,造成较多的资源和资金浪费,因此在变速器整个寿命周期内,漏油、漏气、轴承盖无法装配的风险就一直存在,无法从根本上解决。
技术实现思路
1、本实用新型目的在于提供一种一体式amt后盖壳体,以克服现有技术中漏油、漏气、轴承盖无法装配的风险就一直存在,无法从根本上解决的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种一体式amt后盖壳体,包括后盖,所述后盖上开设有多个轴承孔,设置在后盖中心处的轴承孔上未设置轴承盖,其余所述轴承孔上设置有轴承盖,所述多个轴承孔均匀分布在后盖上,所述后盖、轴承孔和轴承盖一体成型。
4、优选地,轴承孔内壁两侧设置有轴承拆卸槽。
5、优选地,轴承拆卸槽与轴承装卸拉拔器相适配。
6、优选地,后盖内外铸造有一体式加强筋。
7、优选地,一体式加强筋从后盖后壁随形连接至侧壁。
8、优选地,后盖、轴承孔和轴承盖通过压铸或浇铸方法铸造为一体。
9、优选地,多个轴承孔大小不同。
10、优选地,轴承孔和轴承盖大小相适配。
11、与现有技术相比,本实用新型具有以下有益效果:本实用新型提供了一种一体式amt后盖壳体,将后盖和轴承盖铸造为一体,从结构上彻底消除了后盖漏油风险,极大的增加了后盖气密可靠性;取消了传统后盖总成的固定螺栓、密封衬垫,降低了零件成本;不用加工传统后盖总成的密封面,降低了加工成本;取消了传统后盖总成的后轴承盖、螺栓孔等,降低了整个后盖总成相关零件的废品率,也降低了装配风险。本实用新型所设计的一体式后盖无需考虑后盖轴承孔和轴承盖轴承孔之间的对中,降低了加工要求和装配要求。
12、进一步地,轴承孔内壁两侧设置有轴承拆卸槽,操作简单,方便快捷;
13、进一步地,后盖内外铸造有一体式加强筋,保证了后盖一体式的强度。
技术特征:
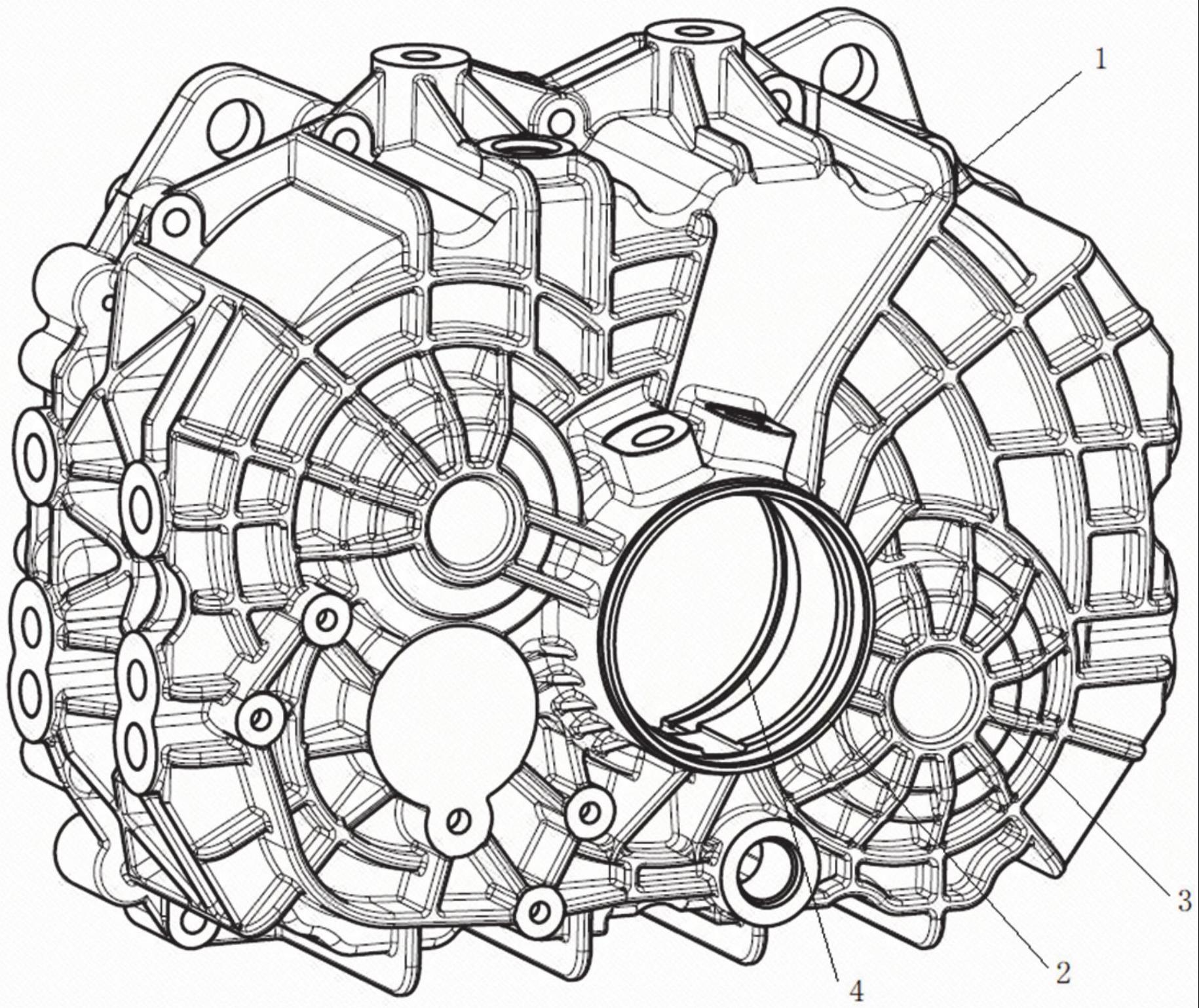
1.一种一体式amt后盖壳体,其特征在于,包括后盖(1),所述后盖(1)上开设有多个轴承孔(2),设置在后盖(1)中心处的轴承孔(2)上未设置轴承盖(3),其余所述轴承孔(2)上设置有轴承盖(3),所述多个轴承孔(2)均匀分布在后盖(1)上,所述后盖(1)、轴承孔(2)和轴承盖(3)一体成型。
2.根据权利要求1所述的一种一体式amt后盖壳体,其特征在于,所述轴承孔(2)内壁两侧设置有轴承拆卸槽(4)。
3.根据权利要求2所述的一种一体式amt后盖壳体,其特征在于,所述轴承拆卸槽(4)与轴承装卸拉拔器相适配。
4.根据权利要求1所述的一种一体式amt后盖壳体,其特征在于,所述后盖(1)内外铸造有一体式加强筋。
5.根据权利要求4所述的一种一体式amt后盖壳体,其特征在于,所述一体式加强筋从后盖(1)后壁随形连接至侧壁。
6.根据权利要求1所述的一种一体式amt后盖壳体,其特征在于,所述后盖(1)、轴承孔(2)和轴承盖(3)通过压铸或浇铸方法铸造为一体。
7.根据权利要求1所述的一种一体式amt后盖壳体,其特征在于,所述多个轴承孔(2)大小不同。
8.根据权利要求1所述的一种一体式amt后盖壳体,其特征在于,所述轴承孔(2)和轴承盖(3)大小相适配。
技术总结
本技术公开一种一体式AMT后盖壳体,将后盖和轴承盖铸造为一体,从结构上彻底消除了后盖漏油风险,极大的增加了后盖气密可靠性;取消了传统后盖总成的固定螺栓、密封衬垫,降低了零件成本;不用加工传统后盖总成的密封面,降低了加工成本;取消了传统后盖总成的后轴承盖、螺栓孔等,降低了整个后盖总成相关零件的废品率,也降低了装配风险。本技术所设计的一体式后盖无需考虑后盖轴承孔和轴承盖轴承孔之间的对中,降低了加工要求和装配要求。
技术研发人员:李蓝天,王晓庆,章刚,殷崇一
受保护的技术使用者:陕西法士特齿轮有限责任公司
技术研发日:20230228
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!