一种大型球类产品钢球装配工装的制作方法
本技术涉及轴承或其他球类产品钢球安装用辅助装置,具体是涉及一种大型球类产品钢球装配工装,属于轴承安装。
背景技术:
1、在球轴承的钢球安装时,工人通常将若干钢球从错位偏心空间摆入轴承外圈与内圈之间,然后再进行后续的钢球均分工序再装入保持架,最后完成整个轴承的装配。这种装配方式对于小型类轴承实施度较好,通过人工方式容易操作;但对于内径大于400mm的大型轴承钢球而言,由于轴承套圈及钢球自身重量较大,经过理论计算的装配间隙会与实际存在偏差,通过常规的安装方式,由于随着放入钢球数量增加,外圈与内圈之间间隙越来越小,整个套圈中的最后一个钢球很难安装进去,靠人工力量无法操作;从而降低了这种大型轴承钢球的装配效率。
技术实现思路
1、鉴于上述针对这种大型球类产品钢球在装配中产生技术难题,本实用新型的目的是提供了一种大型球类产品钢球装配工装;借助配套的固定架及外动力装置通过调整装球位置方向套圈之间的间隙,从而轻松实现钢球的装入;易于操作,节省人工力,提高了钢球的装配效率。
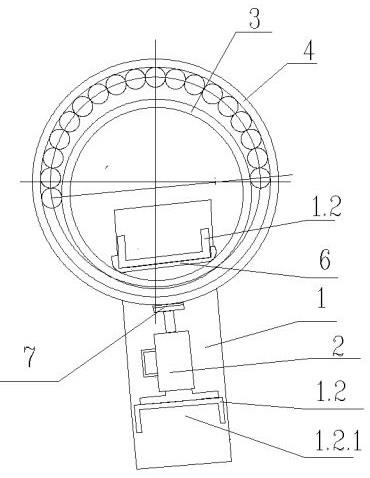
2、为了实现上述目的,本实用新型所采用的技术方案是:一种大型球类产品钢球装配工装,包括:固定架、设置于固定架上的动力装置及套设于固定架一端的轴承套圈;所述轴承套圈的内圈和外圈一同套设于固定架的一端,位于轴承套圈外部的固定架上部放置动力装置;使用时,使内圈内径接触于固定架上,外圈外径与动力装置接触;
3、本实用新型的工装在内径大于400mm的深沟球轴承均可适用。
4、进一步的,所述固定架为设置于动力装置下方的工字形底座;所述的工字形底座包括:中间横粱和设置于中间横梁上端面两端方向的两个侧立柱;
5、进一步的,所述轴承套圈套在固定架一端的侧立柱上,所述动力装置放置于轴承外圈与另一端的侧立柱之间位置的固定架中间横梁上;
6、进一步的,所述的中间横粱、两个侧立柱均为带有开口侧的长方形空心体;
7、进一步的,所述中间横梁的开口侧方向朝向底部水平面,与底部水平面平稳接触,保证水平固定;
8、进一步的,中间横梁两端的两个侧立柱竖直的固定连接于中间横梁上端面并且两个侧立柱的开口侧分别朝外设置;
9、进一步的,两个侧立柱的大小尺寸完全相同;
10、进一步的,两个侧立柱竖通过焊接固定连接于中间横梁上端;
11、进一步的,所述轴承套圈的内圈和外圈一同套设于任意一个侧立柱上,并且轴承套圈一端端面与中间横梁的上端面接触,轴承套圈能够在中间横梁上移动;
12、在轴承装球位置相对位置的轴承套圈内圈内径与一个侧立柱的开口侧反方向的一侧接触,在装球位置方向的轴承套圈通过下部支撑块进行支撑并通过调整支撑块的高度,从而保持轴承套圈的水平度。
13、进一步的,为了方便,将内圈内径接触的侧立柱称之为第一侧立柱,另一个侧立柱称之为第二侧立柱。
14、进一步的,所述的动力装置采用千斤顶,所述千斤顶包括底座、主体、伸缩头及把手,具体为螺旋千斤顶ql5t。
15、本实用新型在工作时为了避免轴承套圈与工装的直接接触可能产生套圈表面磕碰伤的问题,其所采用的有效手段是,与内圈内径接触位置的第一侧立柱上设置有防划伤垫片,防止内圈碰伤;
16、同时,在千斤顶伸缩端的端头上还设置缓冲垫块,千斤顶通过缓冲垫块与轴承外圈外径接触,进而防止外圈碰伤。
17、本实用新型在使用时,首先将轴承套圈套装在固定架其中一个侧立柱上,让外圈与内圈形成一定的偏心量,使套圈装球位置的间隙相对较大;将钢球一个个从装球位置装入,当钢球的数量装到极限值,即剩余的钢球无法容纳于外圈与内圈之间的间隙,进而无法进入套圈内时,将动力装置放置在装球位置的相对的方向,即,轴承外圈与固定架另一端的侧立柱之间的位置;使动力装置的伸缩端顶在外圈外径上,内圈内径顶在轴承套圈里面的侧立柱上,动力装置末端通过底座靠在所述另一端的侧立柱表面;通过启动千斤顶,使千斤顶的伸缩端将外圈向装球位置所在方向的一端推动,让轴承套圈在千斤顶顶出位置的间隙逐渐变小,则装球位置方向的轴承套圈之间的间隙逐渐变大;保持动力装置伸缩端与轴承套圈里面的侧立柱将外圈、内圈呈夹紧状态,再从装球位置将钢球放好;当千斤顶反向回力,钢球顺利进入,从而完成所有钢球的装配。
18、需要说明的是在上述过程中,轴承套圈放置在工装上时让外圈与内圈形成一定的偏心量,使套圈装球位置的间隙相对较大;这里需要保证的是内圈与外圈间隙较小的一侧不能让内圈与外圈直接接触,间隙值不能为零。
19、本实用新型的有益效果是:
20、该工装适用于大型轴承钢球的装配,克服了传统手动装配钢球时由于钢球及套圈重量大,人工无法装配的缺陷;通过借助配套的固定架及外部动力装置,通过调整装球位置方向套圈之间的间隙,从而轻松实现钢球的装入;易于操作,节省人工力,提高了钢球的装配效率。
技术特征:
1.一种大型球类产品钢球装配工装,其特征在于,包括:固定架、设置于固定架上的动力装置及套设于固定架一端的轴承套圈;所述轴承套圈的内圈和外圈一同套设于固定架的一端,位于轴承套圈外部的固定架上部放置动力装置。
2.根据权利要求1所述的一种大型球类产品钢球装配工装,其特征在于:所述固定架为设置于动力装置下方的工字形底座;所述的工字形底座包括:中间横粱和设置于中间横梁上端面两端方向的两个侧立柱。
3.根据权利要求2所述的一种大型球类产品钢球装配工装,其特征在于:所述轴承套圈套在固定架一端的侧立柱上,所述动力装置放置于轴承外圈与另一端的侧立柱之间位置的固定架中间横梁上。
4.根据权利要求3所述的一种大型球类产品钢球装配工装,其特征在于:所述的中间横粱、两个侧立柱均为带有开口侧的长方形空心体。
5.根据权利要求4所述的一种大型球类产品钢球装配工装,其特征在于:中间横梁两端的两个侧立柱竖直的固定连接于中间横梁上端面并且两个侧立柱的开口侧分别朝外设置。
6.根据权利要求2所述的一种大型球类产品钢球装配工装,其特征在于:所述轴承套圈的内圈和外圈一同套设于任意一个侧立柱上,并且轴承套圈一端端面与中间横梁的上端面接触。
7.根据权利要求4所述的一种大型球类产品钢球装配工装,其特征在于:在轴承装球位置相对位置的轴承套圈内圈内径与一个侧立柱的开口侧反方向的一侧接触,在装球位置方向的轴承套圈通过下部支撑块进行支撑。
8.根据权利要求1所述的一种大型球类产品钢球装配工装,其特征在于:所述的动力装置采用千斤顶形式。
9.根据权利要求7所述的一种大型球类产品钢球装配工装,其特征在于:与内圈内径接触位置的侧立柱上设置有防划伤垫片。
10.根据权利要求8所述的一种大型球类产品钢球装配工装,其特征在于:在千斤顶伸缩端的端头上还设置缓冲垫块,千斤顶通过缓冲垫块与轴承外圈外径接触。
技术总结
本技术涉及轴承或其他球类产品钢球安装用辅助装置,具体是涉及一种大型球类产品钢球装配工装,包括:固定架、设置于固定架上的动力装置及套设于固定架一端的轴承套圈;所述轴承套圈的内圈和外圈一同套设于固定架的一端,位于轴承套圈外部的固定架上部放置动力装置。该工装适用于大型轴承钢球的装配,克服了传统手动装配钢球时由于钢球及套圈重量大,人工无法装配的缺陷;通过借助配套的固定架及外部动力装置,通过调整装球位置方向套圈之间的间隙,从而轻松实现钢球的装入;易于操作,节省人工力,提高了钢球的装配效率。
技术研发人员:刘俊颖,曲晶媛,鹿林,姜晓涵
受保护的技术使用者:瓦房店阿科比轴承有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!