一种槽钢快速双拼装置的制作方法
本技术涉及工程施工,具体是一种槽钢快速双拼装置。
背景技术:
1、在工程安装施工过程中,经常会使用双拼槽钢,一般情况下是厂家出厂前通过生产设备点焊加工拼接为定型成品或现场采用紧固件将两条c型槽钢背靠背简单紧固锁紧。
2、现有的双拼槽钢由工厂直接加工焊接成型,需要在工厂进行焊接处理,且都为标准化固定位置大电流碰焊,两焊接点之间距离,不同厂家一般会有所不同,而现场施工多为截断使用,这就导致工厂预设的焊接点并不一定在切取的材料上能够均匀分布,加大部分焊接点应力集中,降低双拼槽钢的力学性能。
3、现有的双拼槽钢现场坚固连接一般直接采用合适的螺栓螺母进行简易紧固,已达双拼效果,但因为各个紧固件均为独立部件,虽可以将两条c型槽钢背背紧固到位,但依然存在满足一定的条件下(比如两条槽钢分别受到平行其轴向的相反作用力,且该作用力足够大)两条槽钢可能会沿着对方背部出现轴向滑移。
4、上述现有的槽钢不能满足各种环境对槽钢间距需求不同的要求,无法进行快速拼装。
技术实现思路
1、本实用新型的目的在于提供一种槽钢快速双拼装置,至少以解决上述背景技术中提出的问题之一。
2、本实用新型的技术方案是:
3、一种槽钢快速双拼装置,包括:
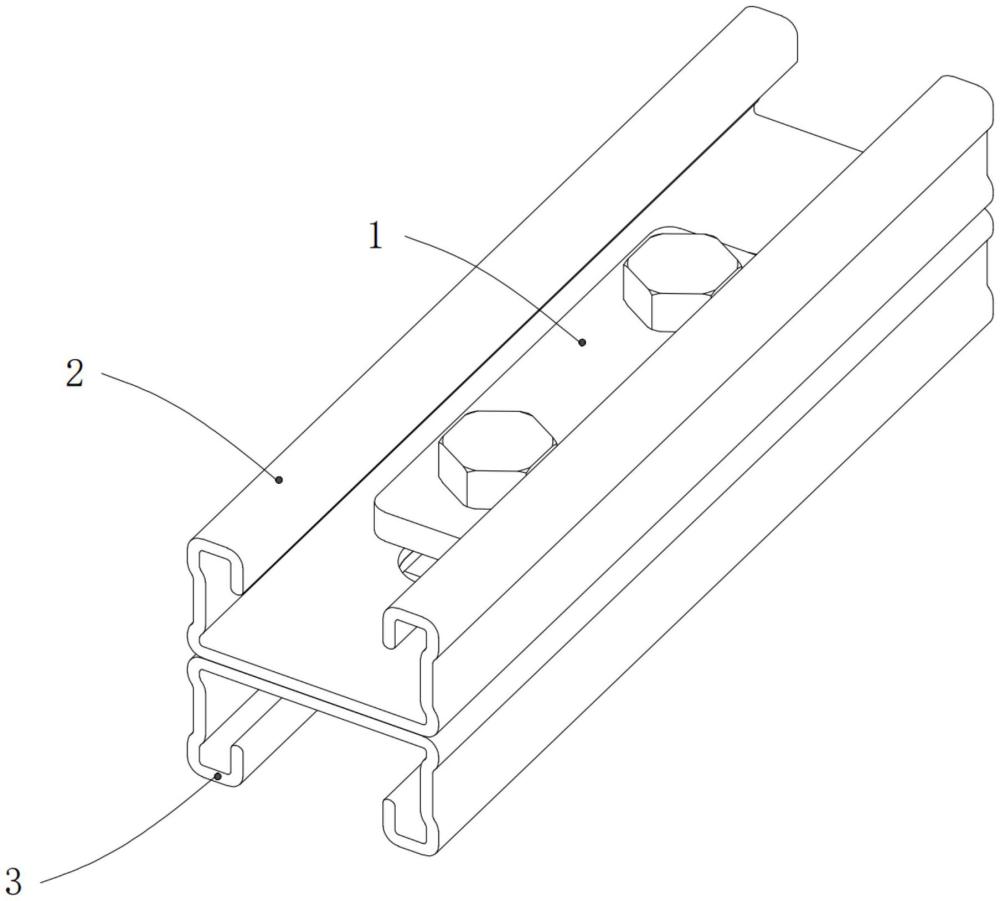
4、双拼装置,所述双拼装置包括上连接片、下连接片和连接件,所述上连接片上设置有第一安装孔,所述下连接片上设置有第二安装孔;
5、上槽钢和下槽钢,所述上槽钢的底部和下槽钢的顶部均开设有多个第三安装孔,所述上槽钢的底部和下槽钢的顶部相接触;
6、限位件,所述限位件用于插入上槽钢和下槽钢相邻的两个第三安装孔内进行限位,
7、其中,所述连接件依次穿过所述上连接片、上槽钢、下槽钢和下连接片。
8、进一步地,所述连接件为第一螺栓,所述限位件为限位螺柱,所述限位螺柱内空且内壁带有螺纹,所述第一螺栓依次穿过所述上连接片、上槽钢、下槽钢和下连接片与限位螺柱螺纹连接,所述限位螺柱柱体的半径小于所述第三安装孔。
9、进一步地,所述连接件包括第二螺栓和螺母,所述限位件为限位柱,所述限位件内壁带有螺纹,所述限位柱与所述下连接片一体成型,所述限位柱位于所述第二安装孔上方,所述限位柱的半径小于所述第三安装孔,所述第二螺栓依次穿过所述上连接片、上槽钢、下槽钢、限位件和下连接片与螺母螺纹连接。
10、进一步地,所述第一安装孔、第二安装孔和限位件均设置有两个。
11、进一步地,两所述限位件之间的距离与两相邻第三安装孔之间的间距相匹配。
12、进一步地,两所述限位件的高度相同,两所述限位件的高度大于所述第三安装孔的厚度。
13、进一步地,所述上连接片和下连接片均为矩形,所述上连接片和下连接片的宽度小于上槽钢和下槽钢的宽度。
14、进一步地,所述上槽钢和所述下槽钢的内壁左右两侧均设置凸筋,所述上槽钢的内顶壁和下槽钢内底壁左右两侧均设置有齿牙。
15、进一步地,所述第一螺栓、第二螺栓和限位螺柱的螺纹部分均涂有耐落胶。
16、进一步地,所述第三安装孔为椭圆形。
17、本实用新型通过改进在此提供一种槽钢快速双拼装置,与现有技术相比,至少具有如下改进及优点之一:
18、本实用新型通过。
19、①本实用新型通过设置有双拼装置,能够解决施工现场急需槽钢双拼增加力学性能,而现场缺少出厂焊接定型的成品双拼槽钢难题,可以随时按需制作双拼槽钢,不受施工场所及设备限制,随时随地制作,同时不需动火(使用电焊设备)。
20、②本实用新型通过设置有限位件,可以进行合理的定位与加紧限位,能够快速将上槽钢和下槽钢对应的第三安装孔限制到限位件的位置,方便紧固,还可以避免施工现场采用常规方式制作的双拼槽钢两条槽钢之间可能出现的滑移状况,可方便现场施工人员快速定孔定位,缩短紧固时间,提高制作效率。同时两限位件之间距离与大多c型槽钢的标准孔距相同,通用度高。
技术特征:
1.一种槽钢快速双拼装置,其特征在于,包括:
2.根据权利要求1所述的一种槽钢快速双拼装置,其特征在于,所述连接件(13)为第一螺栓(131),所述限位件为限位螺柱(41),所述限位螺柱(41)内空且内壁带有螺纹,所述第一螺栓(131)依次穿过所述上连接片(11)、上槽钢(2)、下槽钢(3)和下连接片(12)与限位螺柱(41)螺纹连接,所述限位螺柱(41)柱体的半径小于所述第三安装孔(31)。
3.根据权利要求1所述的一种槽钢快速双拼装置,其特征在于,所述连接件(13)包括第二螺栓(132)和螺母(133),所述限位件为限位柱(42),所述限位件内壁带有螺纹,所述限位柱(42)与所述下连接片(12)一体成型,所述限位柱(42)位于所述第二安装孔(121)上方,所述限位柱(42)的半径小于所述第三安装孔(31),所述第二螺栓(132)依次穿过所述上连接片(11)、上槽钢(2)、下槽钢(3)、限位件和下连接片(12)与螺母(133)螺纹连接。
4.根据权利要求2或3所述的一种槽钢快速双拼装置,其特征在于,所述第一安装孔(111)、第二安装孔(121)和限位件均设置有两个。
5.根据权利要求4所述的一种槽钢快速双拼装置,其特征在于,两所述限位件之间的距离与两相邻第三安装孔(31)之间的间距相匹配。
6.根据权利要求5所述的一种槽钢快速双拼装置,其特征在于,两所述限位件的高度相同,两所述限位件的高度大于所述第三安装孔(31)的厚度。
7.根据权利要求6所述的一种槽钢快速双拼装置,其特征在于,所述上连接片(11)和下连接片(12)均为矩形,所述上连接片(11)和下连接片(12)的宽度小于上槽钢(2)和下槽钢(3)的宽度。
8.根据权利要求5-7任一项所述的一种槽钢快速双拼装置,其特征在于,所述上槽钢(2)和所述下槽钢(3)的内壁左右两侧均设置凸筋(21),所述上槽钢(2)的内顶壁和下槽钢(3)内底壁左右两侧均设置有齿牙(22)。
9.根据权利要求8所述的一种槽钢快速双拼装置,其特征在于,所述第三安装孔(31)为椭圆形。
技术总结
本技术涉及工程施工技术领域,具体是一种槽钢快速双拼装置,包括双拼装置、上槽钢、下槽钢和限位件。所述双拼装置包括上连接片、下连接片和连接件,所述上连接片上设置有第一安装孔,所述下连接片上设置有第二安装孔;所述上槽钢的底部和下槽钢的顶部均开设有多个第三安装孔;所述限位件用于插入上槽钢和下槽钢相邻的两个第三安装孔内进行限位,所述连接件依次穿过所述上连接片、上槽钢、下槽钢和下连接片。本技术通过设置有双拼装置,能够解决施工现场急需槽钢双拼增加力学性能,而现场缺少出厂焊接定型的成品双拼槽钢难题,可以随时按需制作双拼槽钢。
技术研发人员:李仁田,陈泽平
受保护的技术使用者:广东邦达机电科技股份有限公司
技术研发日:20230904
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!