一种取送瓶机构和灌装生产线的制作方法
1.本实用新型涉及灌装领域,具体涉及一种取送瓶机构和灌装生产线。
背景技术:
2.为了液态产品的运输和存储以及使用的方便,通常会将液态产品进行灌装。
3.本实用新型的发明人发现,现有的灌装生产线,通常包括收集灌装容器、装夹灌装容器、对灌装容器进行灌装三个工艺流程,大多数采用手动或半自动生产;工作人员需要先收集吹瓶机生产的灌装容器,再将灌装容器装夹,经过清洗、灌装和封口,再将灌装完成的容器取出。现有的灌装生产线,人力成本较高,劳动强度大,智能化较低,而且容易对灌装的产品产生二次污染。因此,开发一种灌装生产线是很有必要的。
技术实现要素:
4.本实用新型的目的在于解决上述问题,提供一种取送瓶机构和灌装生产线,通过在吹瓶机和灌装装置之间设置取送瓶机构,提高了生产线的智能化程度,精简了生产线工序,提高了生产效率,也避免了对灌装产品的人为二次污染。
5.为实现上述目的,本实用新型采取了以下技术方案。
6.一种取送瓶机构,包括控制系统、储瓶装置、机械手、电杠和进瓶装置;所述储瓶装置上设置有至少一个储瓶卡爪,所述电杠上设置有至少一个电杠卡爪,所述进瓶装置上设置有至少一个进瓶卡爪;所述控制系统与所述储瓶装置、所述机械手、所述电杠和所述进瓶装置连接。
7.一种灌装生产线,包括所述的取送瓶机构,还包括吹瓶机和灌装设备;所述控制系统与所述吹瓶机和所述灌装设备连接。
8.进一步,所述控制系统为plc控制系统。
9.进一步,所述储瓶卡爪呈环形分布。
10.进一步,所述进瓶卡爪呈环形分布。
11.进一步,所述电杠卡爪呈直线分布。
12.进一步,所述储瓶装置靠近所述吹瓶机设置。
13.进一步,所述进瓶装置靠近所述灌装设备。
14.进一步,所述储瓶卡爪与所述电杠卡爪配合,所述电杠卡爪与所述进瓶卡爪配合。
15.进一步,所述电杠上设置有距离监测模块。
16.本实用新型一种取送瓶机构和灌装生产线的积极效果是:
17.(1)本实用新型通过在吹瓶机和灌装装置之间设置取送瓶机构,提高了生产线的智能化程度,精简了生产线工序,提高了生产效率,也避免了对灌装产品的人为二次污染。
18.(2)本实用新型通过机械手将灌装容器从吹瓶机上取出,放入储瓶卡爪,当灌装容器运转到特定位置时,电杠卡爪取出灌装容器,再横移至靠近灌装设备的位置,将灌装容器放入进瓶卡爪。
19.(3)本实用新型采用plc控制系统,使得整个灌装生产线的可编辑程度大大提高,可以根据实际情况通过微调修正参数,精准的提高部件之间传递的精确性;同时,可以根据生产需要编制合理的plc控制程序,以应对产量的增幅和缩减,合理安排装置的运行效率,通过人为的弹性调整,来延长装置的整体寿命。
附图说明
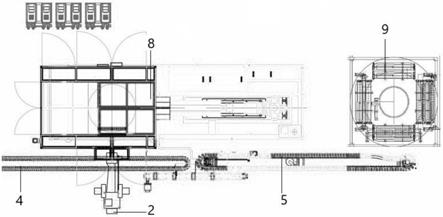
20.图1是本实用新型实施例提供的一种灌装生产线的示意图。
21.图2是本实用新型实施例提供的一种取送瓶机构的示意图。
22.上图中的标号分别为:
23.1、储瓶装置;2、机械手;3、电杠;4、进瓶装置;5、储瓶卡爪;6、电杠卡爪;7、进瓶卡爪;8、吹瓶机;9、灌装设备。
具体实施方式
24.以下结合附图给出对本实用新型一种取送瓶机构和灌装生产线的具体实施方式,但是需要指出:所述具体实施方式并不用于限定本实用新型的具体实施。凡是采用本实用新型的相似结构及其相似变化均应列入本实用新型的保护范围。以下实施例的说明是参考附加的图式,用以例示本实用新型可用以实施的特定实施例。实施例中所提到的方向用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「顶」、「底」等,仅是参考附加图式的方向。因此,使用的方向用语是用以说明及理解本实用新型,而非用以限制本实用新型。
25.参见图1。一种取送瓶机构,包括控制系统、储瓶装置1、机械手2、电杠3和进瓶装置4;所述储瓶装置1上设置有至少一个储瓶卡爪5,所述电杠3上设置有至少一个电杠卡爪6,所述进瓶装置4上设置有至少一个进瓶卡爪7;所述控制系统与所述储瓶装置1、所述机械手2、所述电杠3和所述进瓶装置4连接。
26.一种灌装生产线,包括所述的取送瓶机构,还包括吹瓶机8和灌装设备9;所述控制系统与所述吹瓶机8和所述灌装设备9连接。
27.所述储瓶卡爪5呈环形分布,所述进瓶卡爪7呈环形分布,所述电杠卡爪6呈直线分布。储瓶卡爪5、进瓶卡爪7和电杠卡爪6的数量根据生产实际需要配设。所述储瓶装置1靠近所述吹瓶机8设置,所述进瓶装置4靠近所述灌装设备9,所述储瓶卡爪5与所述电杠卡爪6配合,所述电杠卡爪6与所述进瓶卡爪7配合。储瓶装置1和进瓶装置4为环形运动,电杠3为直线运动。
28.所述电杠3上设置有距离监测模块,本实施例中采用红外监测模块,距离监控模块设置在一个特定的位置。根据灌装容器与监测模块的距离变化,来决定是否启动电杠卡爪6的运动。机械手2将灌装容器从吹瓶机8上取出,放入储瓶卡爪5,当灌装容器运转到特定位置时,此时,灌装容器与电杠3的距离达到预设值,电杠3启动,电杠卡爪6取出灌装容器,再横移至靠近灌装设备9的位置,将灌装容器放入进瓶卡爪7。
29.所述控制系统为plc控制系统,使得整个灌装生产线的可编辑程度大大提高,可以根据实际情况通过微调修正参数,精准的提高部件之间传递的精确性;同时,可以根据生产需要编制合理的plc控制程序,以应对产量的增幅和缩减,合理安排装置的运行效率,通过人为的弹性调整,来延长装置的整体寿命。
30.吹瓶机8包括融塑模块、吹塑模块、冷却模块和定型模块等。
31.机械手2采用安川公司motoman
‑
motomini型号,采用6轴垂直多关节型,关节的最大活动范围在
‑
360度到360度之间,足够大的活动角度可确保机械手2准确的将灌装容器从运输链条上取下。
32.所述灌装设备9包括清洗系统、灌装系统和封口系统,所述控制系统与所述清洗系统、所述灌装系统和所述封口系统连接;所述清洗系统与所述灌装系统连接,所述灌装系统与所述封口系统连接;所述清洗系统包括清洗模块、除静电模块和清洗驱动模块;所述灌装系统包括进液管、隔膜阀和灌装驱动模块;所述封口系统包括理盖模块、送盖模块、热板模块和封口驱动模块。
33.所述清洗系统、所述灌装系统和所述封口系统绕同一轴线呈环形排布设置。所述清洗驱动模块为直线驱动模块,所述灌装驱动模块为直线驱动模块,所述封口驱动模块为直线驱动模块。所述灌装系统还包括流量计,它能够精确地控制待灌装物的灌装量,减少出现溢瓶或缺量的情况,有效降低产品的不良率。通过实际生产发现,本实用新型的灌装精度将传统的灌装生产线的灌装精度,从
±
1%提高到了
±
0.5%,有效降低产品的不良率。灌装系统通过采用进液管和隔膜阀,形成封闭式的管道压力灌装方式,可以进一步减少待灌装物的二次污染。进液管的一端经隔膜阀与灌装容器相连,进液管的另一端与用于输送灌装物的压力管道相连。所述新型灌装装置适用于塑料瓶,本实施例中的灌装容器采用塑料瓶。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1