一种瓶装纯净水一体化生产工艺的制作方法
1.本发明涉及纯净水生产技术领域,尤其涉及一种瓶装纯净水一体化生产工艺。
背景技术:
2.目前人们的饮用水,主要有纯净水、矿泉水、自来水等,由于矿泉水受资源限制,自来水是最基础的饮用水,并且随着人民生活水平的不断提高,对饮用水的质量要求越来越高,纯净水自然成了老百姓饮用最多的饮用水,因而纯净水的质量和老百姓的生活有着密切的关系,纯净水是利用自来水经过一定的生产工艺流程进行生产,市场上出售的纯净水,都需要经过水处理才能饮用。在瓶装纯净水生产加工工艺中,由于灌装的时间不同,残次品出现概率不同,导致生产线产出成品的速度不同;然而现有的瓶装纯净水生产加工工艺中,无法根据灌装的时间、残次品出现概率对生产线的运行速度进行调节,导致瓶装纯净水生产速度不够稳定,进而影响下一步的运输、存储流程。
技术实现要素:
3.为此,本发明提供一种瓶装纯净水一体化生产工艺,用以克服现有技术中瓶装纯净水的生产工艺无法根据灌装的时间、残次品出现概率对生产线的运行速度进行调节,导致瓶装纯净水生产速度不够稳定的问题。
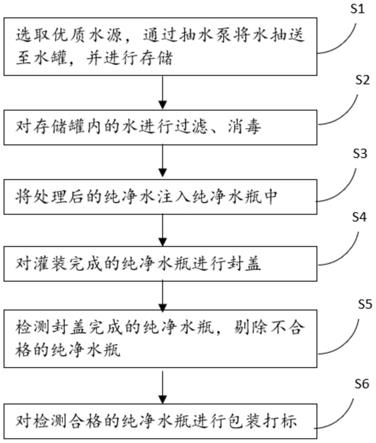
4.为实现上述目的,本发明提供一种瓶装纯净水一体化生产工艺,包括,步骤s1,取水,选取优质水源,通过抽水泵将水抽送至水罐,并进行存储;
5.步骤s2,水处理,对存储罐内的水进行过滤、消毒;
6.步骤s3,灌装,将处理后的纯净水注入纯净水瓶中;
7.步骤s4,封盖,对灌装完成的纯净水瓶进行封盖;
8.步骤s5,检测,检测封盖完成的纯净水瓶,剔除不合格的纯净水瓶;
9.步骤s6,包装打标,对检测合格的纯净水瓶进行包装打标;
10.在步骤s3中,设置有专用的纯净水灌装设备,纯净水瓶传送带将空的纯净水瓶运送至所述纯净水灌装设备,纯净水灌装设备对其进行灌装,在进行纯净水灌装时设置有中控模块,用以调节灌装工序各部件工作状态;
11.所述纯净水灌装设备设有出水孔,所述出水孔上设置有图像采集装置、流量检测装置和开度阀;
12.在对纯净水瓶进行灌装前,所述中控模块根据待灌装的纯净水瓶容量选取所述传送带的初始运行速度和开度阀的初始开度;
13.当对纯净水瓶进行灌装时,所述流量检测装置实时检测出水孔的出水量,当出水量达到纯净水瓶容量时,所述中控模块控制所述开度阀关闭,中控模块对开度阀的开启时长进行记录;
14.所述中控模块内设有预计开启时长,中控模块根据并根据开度阀的开启时长与预计开启时长的差值对所述传送带的运行速度进行调节,以保证灌装工序的整体速度达标,
当仅调节传送带运行速度无法保证灌装工序的整体速度达标时,中控模块对开度阀的开度进行调节;
15.在步骤s5中,统计一定纯净水瓶检测数量内的不合格件数,并将不合格件数传递至所述中控模块,中控模块根据不合格件数对所述传送带的运行速度进行二次调节,以保证瓶装纯净水生产工艺的整体速度达标,当仅调节传送带运行速度无法保瓶装纯净水生产工艺的整体速度达标时,中控模块对开度阀的开度进行二次调节。
16.进一步地,所述中控模块内设置有水瓶容量矩阵a0(a1,a2,a3),其中,a1为第一预设水瓶容量,a2为第二预设水瓶容量,a3为第三预设水瓶容量,a1<a2<a3;
17.所述中控模块内还设置有传送带运输基础速度矩阵v0(v1,v2,v3),其中,v1为第一预设传送带运输基础速度,v2为第二预设传送带运输基础速度,v3为第三预设传送带运输基础速度,v1<v2<v3;
18.在采用所述生产工艺进行纯净水灌装时,选定待灌装的纯净水瓶容量ai,i=1,2,3,所述中控模块在传送带运输基础速度矩阵v0中选取vi,作为传送带运输速度;
19.所述纯净水灌装设备上设有三个出水孔,从左到右分别为第一出水孔,第二出水孔,第三出水孔,所述第一出水孔上设置有第一图像采集装置,所述第二出水孔上设置有第二图像采集装置,所述第三出水孔上设置有第三图像采集装置;
20.当所述传送带将待灌水的纯净水瓶传送至所述纯净水灌装设备时,所述第一图像采集装置检测经过第一出水孔的纯净水瓶,并将检测结果传递至所述中控模块,中控模块对经过所述第一出水孔的纯净水瓶进行计数,当数量达到三时,所述中控模块控制传送带停止;
21.所述纯净水灌装设备还设置有加紧装置,当中控模块控制所述传送带停止时,中控模块控制所述加紧装置对纯净水瓶进行加持,并对纯净水瓶的位置进行调节,使各纯净水瓶的瓶口正对各所述出水孔;
22.各所述出水孔上设置有开度阀,所述中控模块内设有开度阀初始标准开度矩阵k0(k1,k2,k3),其中,k1为第一预设初始标准开度,k2为第二预设初始标准开度,k3为第三预设初始标准开度。
23.进一步地,当选定待灌装的纯净水瓶容量为ai时,所述中控模块各所述开度阀的开度为第i预设初始标准开度ki,所述第二出水孔上设置有流量检测装置,所述流量检测装置实时检测第二出水孔的出水量l,并将检测结果传递至所述中控模块,当l=ai时,所述中控模块控制各所述开度阀关闭,所述中控模块记录各所述开度阀的开启时长tz;
24.所述中控模块内设有开度阀预计开启时长ty,中控模块计算开度阀的开启时长tz与开度阀预计开启时长ty的差值的绝对值tp,tp=∣tz
‑
ty∣;
25.所述中控模块内还设有开度阀开启时长差值的绝对值的评价量ta,中控模块将tp与ta进行对比,
26.当tp≤ta时,所述中控模块判定开度阀的实际开启时长与预设开启时长差距在合理范围,中控模块不对所述传送带的运行状态进行调节;
27.当tp>ta时,所述中控模块判定开度阀的实际开启时长与预设开启时长差距不在合理范围,中控模块对所述传送带的运行状态进行调节;
28.当所述中控模块不对所述传送带的运行状态进行调节时,在中控模块控制各所述
开度阀关闭后,中控模块控制所述传送带启动,传送带的运行速度为vi。
29.进一步地,当所述中控模块对所述传送带的运行状态进行调节且tz<ty时,所述中控模块判定灌装速度快于预设速度,在中控模块控制各所述开度阀关闭后,中控模块对关闭时长进行计时,当计时时长达到tp时,中控模块控制所述传送带启动,传送带的运行速度为vi;
30.当所述中控模块对所述传送带的运行状态进行调节且tz>ty时,所述中控模块判定灌装速度慢于预设速度,中控模块加大传送带的运行速度,在中控模块控制各所述开度阀关闭后,中控模块控制所述传送带启动,传送带的运行速度为vi’。
31.进一步地,所述中控模块计算传送带运行速度的第一理论值vz,vz=vi+tp
×
b,其中,b为开度阀开启时长差值的绝对值对传送带的运行速度的调节参数;
32.所述中控模块内设有传送带运行速度最大值vm,对于不同容量纯净水瓶传送带运行速度最大值vm具有不同数值,当纯净水瓶容量为ai时,vm=1.5vi;
33.所述中控模块将传送带运行速度的第一理论值vz与传送带运行速度最大值vm进行对比,
34.当vz≤vm时,所述中控模块判定传送带的运行速度vi’=vz;
35.当vz>vm时,所述中控模块判定传送带的运行速度vi’=vm。
36.进一步地,当所述中控模块判定传送带的运行速度vi’=vm时,中控模块加大下一次灌装所述开度阀的开度至ki’,ki’=ki+(vz
‑
vm)
×
d,其中,d为传送带运行速度的第一理论值vz与传送带运行速度最大值vm的差值对开度阀的开度的调节参数。
37.进一步地,在步骤s5中,对检测封盖完成的纯净水瓶进行计数,当检测数量达到p时,统计检测不合格的件数q,并将统计的结果传递至所述中控模块,中控模块内设有不合格件数标准值qb和不合格件数最大值qz,qb<qz,中控模块将不合格的件数q与不合格件数标准值qb和不合格件数最大值qz进行对比,
38.当q≤qb时,所述中控模块判定不合格件数在合理范围,中控模块不因不合格件数调节所述传送带的运行速度;
39.当qb<q<qc时,所述中控模块判定不合格件数不在合理范围,中控模块因不合格件数调节所述传送带的运行速度;
40.当q>qc时,所述中控模块判定不合格件数超出可控范围,中控模块控制灌装停止,对生产设备进行检修。
41.进一步地,当所述中控模块因不合格件数调节所述传送带的运行速度时,中控模块将传送带运行速度调节至vi”,
42.所述中控模块计算传送带运行速度的第二理论值vx,vx=vi’+(q
‑
qb)
×
e,其中,e为不合格件数对传送带运行速度调节参数;
43.所述中控模块将传送带运行速度的第二理论值vx与传送带运行速度最大值vm进行对比,
44.当vx≤vm时,所述中控模块判定传送带的运行速度vi”=vx;
45.当vx>vm时,所述中控模块判定传送带的运行速度vi”=vm。
46.进一步地,当所述中控模块判定传送带的运行速度vi”=vm时,中控模块加大下一次灌装所述开度阀的开度至ki”,ki”=ki’+(vx
‑
vm)
×
f,其中,f为传送带运行速度的第二
理论值vx与传送带运行速度最大值vm的差值对开度阀的开度的调节参数,当vi’=vz时,ki’=ki。
47.一种应用于上述瓶装纯净水一体化生产工艺的纯净水灌装设备,其特征在于,包括,
48.机体;
49.进水管道,其设置在所述机体顶部,用以将外部处理好的水输送至所述纯净水灌装设备,所述进水管道上设有水阀;
50.水泵,其与所述进水管道相连,用以辅助进所述水管道将外部处理好的水输送至所述纯净水灌装设备;
51.水箱,其设置在所述进水管道下方,用以对所述水管道输送的水进行存储,所述水箱通过伸缩杆与所述机体相连,并通过连接管与所述进水管道相连,所述连接管为可伸缩性软管;所述水箱上设置有水位检测装置,用以检测水箱内水位;
52.出水孔,其设置在所述水箱下方,单个水箱上设置的出水孔数量不少于三个,当单个水箱上设置的出水孔数量为三个时,各所述出水孔从左到右依次为第一出水孔,第二出水孔,第三出水孔,所述第一出水孔上设置有第一图像采集装置,所述第二出水孔上设置有第二图像采集装置,所述第三出水孔上设置有第三图像采集装置;所述第二出水孔上设置有流量检测装置;
53.加紧装置,其设置在所述机体上,用以对进行灌装的纯净水瓶进行加持;
54.开度阀,其位于所述出水孔上,通过对所述开度阀的调节能够调节出水速度;
55.储水池,其设置在所述机体下部,用以承接灌装时溢出的水并进行存储,所述储水池顶部设置有封板,所述封板上设有蜂窝状通孔;
56.中控单元,其与所述水位检测装置、水泵、水阀分别相连,所述中控单元内设有水箱最高水位参数h1和水箱最低水位参数h2;
57.当所述纯净水灌装设备进行灌装时,所述水位检测装置实时检测水箱内的水位高度h并将检测结果传递至所述中控单元,中控单元将h与水箱最低水位参数h2进行对比,
58.当h≥h2时,所述中控单元判定水箱内水量满足灌装要求;
59.当h<h2时,所述中控单元判定水箱内水量不满足灌装要求,中控单元控制所述水阀开启并控制所述水泵启动,以将所述进水管道中的水抽送至水箱;
60.当所述中控单元控制所述水阀开启并控制所述水泵启动时,所述水位检测装置实时检测水箱内的水位高度hz并将检测结果传递至所述中控单元,中控单元将hz与水箱最高水位参数h1进行对比,
61.当h<h1时,所述中控单元控制所述水阀与所述水泵继续保持开启状态;
62.当h≥h1时,所述中控单元控制所述水阀与所述水泵停止运行。
63.与现有技术相比,本发明的有益效果在于,通过开度阀的开启时长与预计开启时长的差值对所述传送带的运行速度进行调节,以保证灌装工序的整体速度达标,当仅调节传送带运行速度无法保证灌装工序的整体速度达标时,中控模块对开度阀的开度进行调节,保障了纯净水生产工艺的总体运行速度稳定。
64.进一步地,本发明对于不同容量的水瓶给予不同开度阀开度,其中,当水瓶越大,开度越大,保障了一瓶水灌输完成的整体时间相仿,同时,考虑到大瓶水的质检包装时间较
小瓶水长,传送带的运行速度随水瓶容量增大而增大,保障了瓶装水生产线的整体运行速度处于平稳状态。
65.尤其,当选定待灌装的纯净水瓶容量为ai时,所述中控模块各所述开度阀的开度为第i预设初始标准开度ki,所述第二出水孔上设置有流量检测装置,所述流量检测装置实时检测第二出水孔的出水量l,并将检测结果传递至所述中控模块,当l=ai时,所述中控模块控制各所述开度阀关闭,所述中控模块记录各所述开度阀的开启时长tz;本发明通过对灌装时长进行检测,智能调节传送带的运行速度,保障了瓶装水生产线的整体运行速度处于平稳状态。
66.尤其,所述中控模块计算传送带运行速度的第一理论值vz,所述中控模块内设有传送带运行速度最大值vm,对于不同容量纯净水瓶传送带运行速度最大值vm具有不同数值,所述中控模块将传送带运行速度的第一理论值vz与传送带运行速度最大值vm进行对比,以选取传送带的运行速度vi’,通过设置最大的传送带运行速度,保障了在运行速度加快的同时不因过高的速度导致水瓶倾倒,同时,容量较大的水瓶稳定性较高,故容量较大的水瓶传送带最大运行速度较高,在保障瓶装水生产线的整体运行速度平稳的同时,减少了水瓶倾倒的风险。
67.尤其,当所述中控模块判定传送带的运行速度vi’=vm时,中控模块加大下一次灌装所述开度阀的开度至ki’,当传送带的运行速度达到最大运行速度时,单独的通过传送带速度调节对整体生产线速度调节不足,此时引入开度调节,通过缩短灌装时间达到对瓶装水生产线的整体运行速度调节的目的,进一步保障瓶装水生产线的整体运行速度平稳。
68.进一步地,在步骤s5中,对检测封盖完成的纯净水瓶进行计数,当检测数量达到p时,统计检测不合格的件数q,并将统计的结果传递至所述中控模块,中控模块内设有不合格件数标准值qb和不合格件数最大值qz,中控模块将不合格的件数q与不合格件数标准值qb和不合格件数最大值qz进行对比,通过统计不合格件数对传送带的运行速度进行调节,保障了运行的瓶装水生产线的整体运行速度平稳。
69.进一步地,在本发明中通过设置水箱作为纯净水的中转存储设备,防止了直接由进水管道进行灌装时受水压影响灌装速度不平稳的现象发生,同时,通过设置水位检测装置保障了所述水箱内的水位一直保持在平稳状态,进一步保障了灌装时水流速的平稳。
附图说明
70.图1为本发明所述瓶装纯净水一体化生产工艺的流程图;
71.图2为本发明所述纯净水灌装设备的结构示意图;
72.图3为本发明所述纯净水灌装设备的剖视图示意图。
具体实施方式
73.为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
74.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
75.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示
的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
76.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
77.请参阅图1所示,其为本发明所述瓶装纯净水一体化生产工艺的流程图,本发明提供一种瓶装纯净水一体化生产工艺,包括,
78.步骤s1,取水,选取优质水源,通过抽水泵将水抽送至水罐,并进行存储,在本实施例中选取自来水作为水源;
79.步骤s2,水处理,对存储罐内的水进行过滤、消毒;
80.步骤s3,灌装,将处理后的纯净水注入纯净水瓶中;
81.步骤s4,封盖,对灌装完成的纯净水瓶进行封盖;
82.步骤s5,检测,检测封盖完成的纯净水瓶,剔除不合格的纯净水瓶;
83.步骤s6,包装打标,对检测合格的纯净水瓶进行包装打标;
84.本实施例选取自来水作为灌装水源,水中杂质较少,故不需进行粗过滤,在本实施例s2中,直接进行精过滤,将罐中的水通入软化床,用钠型强酸性阳离子树脂将原水中的钙、镁离子置换出去,降低水的硬度,最后采用5μm孔径精密过滤器进行精滤,去除水中0.01μm及以上的颗粒;
85.将精过滤后的水通入至混合缸,再将臭氧通入到混合缸中,进行杀菌消毒,并使得臭氧与水充分混合,且矿泉水中臭氧浓度为0.01
‑
5ppm;
86.在步骤s3中,设置有专用的纯净水灌装设备,纯净水瓶传送带将空的纯净水瓶运送至所述纯净水灌装设备,纯净水灌装设备对其进行灌装,在进行纯净水灌装时设置有中控模块,用以调节灌装工序各部件工作状态。
87.请继续参阅图2与图3所示,图2为本发明所述纯净水灌装设备的结构示意图;图3为本发明所述纯净水灌装设备的剖视图示意图。本发明所述纯净水灌装设备包括,
88.机体1;
89.进水管道2,其设置在所述机体1顶部,用以将外部处理好的水输送至所述纯净水灌装设备,所述进水管道2上设有水阀;
90.水泵7,其与所述进水管道2相连,用以辅助进所述水管道将外部处理好的水输送至所述纯净水灌装设备;
91.水箱3,其设置在所述进水管道2下方,用以对所述水管道输送的水进行存储,所述水箱3通过伸缩杆31与所述机体1相连,并通过连接管与所述进水管道2相连,所述连接管为可伸缩性软管32;所述水箱3上设置有水位检测装置33,用以检测水箱3内水位;
92.出水孔4,其设置在所述水箱3下方,单个水箱3上设置的出水孔4数量不少于三个,当单个水箱3上设置的出水孔4数量为三个时,各所述出水孔4从左到右依次为第一出水孔,第二出水孔,第三出水孔,所述第一出水孔上设置有第一图像采集装置41,所述第二出水孔
上设置有第二图像采集装置,所述第三出水孔上设置有第三图像采集装置;所述第二出水孔上设置有流量检测装置42;
93.加紧装置5,其设置在所述机体1上,用以对进行灌装的纯净水瓶进行加持;
94.开度阀,其位于所述出水孔4上,通过对所述开度阀的调节能够调节出水速度;
95.储水池6,其设置在所述机体1下部,用以承接灌装时溢出的水并进行存储,所述储水池顶部设置有封板61,所述封板上设有蜂窝状通孔;
96.中控单元,其与所述水位检测装置、水泵7、水阀分别相连,所述中控单元内设有水箱3最高水位参数h1和水箱3最低水位参数h2;
97.具体而言,当所述纯净水灌装设备进行灌装时,所述水位检测装置实时检测水箱内的水位高度h并将检测结果传递至所述中控单元,中控单元将h与水箱最低水位参数h2进行对比,
98.当h≥h2时,所述中控单元判定水箱内水量满足灌装要求;
99.当h<h2时,所述中控单元判定水箱内水量不满足灌装要求,中控单元控制所述水阀开启并控制所述水泵启动,以将所述进水管道中的水抽送至水箱;
100.当所述中控单元控制所述水阀开启并控制所述水泵启动时,所述水位检测装置实时检测水箱内的水位高度hz并将检测结果传递至所述中控单元,中控单元将hz与水箱最高水位参数h1进行对比,
101.当h<h1时,所述中控单元控制所述水阀与所述水泵继续保持开启状态;
102.当h≥h1时,所述中控单元控制所述水阀与所述水泵停止运行。
103.在本实施例中,h1=50cm,h2=20cm。
104.在本发明中通过设置水箱作为纯净水的中转存储设备,防止了直接由进水管道进行灌装时受水压影响灌装速度不平稳的现象发生,同时,通过设置水位检测装置保障了所述水箱内的水位一直保持在平稳状态,进一步保障了灌装时水流速的平稳。
105.具体而言,所述中控模块内设置有水瓶容量矩阵a0(a1,a2,a3),其中,a1为第一预设水瓶容量,a2为第二预设水瓶容量,a3为第三预设水瓶容量,a1<a2<a3;
106.所述中控模块内还设置有传送带运输基础速度矩阵v0(v1,v2,v3),其中,v1为第一预设传送带运输基础速度,v2为第二预设传送带运输基础速度,v3为第三预设传送带运输基础速度,v1<v2<v3;
107.在采用所述生产工艺进行纯净水灌装时,选定待灌装的纯净水瓶容量ai,i=1,2,3,所述中控模块在传送带运输基础速度矩阵v0中选取vi,作为传送带运输速度;
108.所述纯净水灌装设备上设有三个出水孔,从左到右分别为第一出水孔,第二出水孔,第三出水孔,所述第一出水孔上设置有第一图像采集装置,所述第二出水孔上设置有第二图像采集装置,所述第三出水孔上设置有第三图像采集装置;
109.当所述传送带将待灌水的纯净水瓶传送至所述纯净水灌装设备时,所述第一图像采集装置检测经过第一出水孔的纯净水瓶,并将检测结果传递至所述中控模块,中控模块对经过所述第一出水孔的纯净水瓶进行计数,当数量达到三时,所述中控模块控制传送带停止;
110.所述纯净水灌装设备还设置有加紧装置,当中控模块控制所述传送带停止时,中控模块控制所述加紧装置对纯净水瓶进行加持,并对纯净水瓶的位置进行调节,使各纯净
水瓶的瓶口正对各所述出水孔;
111.各所述出水孔上设置有开度阀,所述中控模块内设有开度阀初始标准开度矩阵k0(k1,k2,k3),其中,k1为第一预设初始标准开度,k2为第二预设初始标准开度,k3为第三预设初始标准开度;
112.在本实施例中,a1=330ml,a2=550ml,a3=880ml;v1=0.5m/s,v2=0.7m/s,v3=0.8m/s;k1=0.15,k2=0.25,k3=0.4。
113.本发明对于不同容量的水瓶给予不同开度阀开度,其中,当水瓶越大,开度越大,保障了一瓶水灌输完成的整体时间相仿,同时,考虑到大瓶水的质检包装时间较小瓶水长,传送带的运行速度随水瓶容量增大而增大,保障了瓶装水生产线的整体运行速度处于平稳状态。
114.具体而言,当选定待灌装的纯净水瓶容量为ai时,所述中控模块各所述开度阀的开度为第i预设初始标准开度ki,所述第二出水孔上设置有流量检测装置,所述流量检测装置实时检测第二出水孔的出水量l,并将检测结果传递至所述中控模块,当l=ai时,所述中控模块控制各所述开度阀关闭,所述中控模块记录各所述开度阀的开启时长tz;
115.所述中控模块内设有开度阀预计开启时长ty,中控模块计算开度阀的开启时长tz与开度阀预计开启时长ty的差值的绝对值tp,tp=∣tz
‑
ty∣;
116.所述中控模块内还设有开度阀开启时长差值的绝对值的评价量ta,中控模块将tp与ta进行对比,
117.当tp≤ta时,所述中控模块判定开度阀的实际开启时长与预设开启时长差距在合理范围,中控模块不对所述传送带的运行状态进行调节;
118.当tp>ta时,所述中控模块判定开度阀的实际开启时长与预设开启时长差距不在合理范围,中控模块对所述传送带的运行状态进行调节;
119.当所述中控模块不对所述传送带的运行状态进行调节时,在中控模块控制各所述开度阀关闭后,中控模块控制所述传送带启动,传送带的运行速度为vi;
120.当所述中控模块对所述传送带的运行状态进行调节且tz<ty时,所述中控模块判定灌装速度快于预设速度,在中控模块控制各所述开度阀关闭后,中控模块对关闭时长进行计时,当计时时长达到tp时,中控模块控制所述传送带启动,传送带的运行速度为vi;
121.当所述中控模块对所述传送带的运行状态进行调节且tz>ty时,所述中控模块判定灌装速度慢于预设速度,中控模块加大传送带的运行速度,在中控模块控制各所述开度阀关闭后,中控模块控制所述传送带启动,传送带的运行速度为vi’。
122.在本实施例中,ty=1s,ta=0.1s。
123.本发明通过对灌装时长进行检测,智能调节传送带的运行速度,保障了瓶装水生产线的整体运行速度处于平稳状态。
124.具体而言,所述中控模块计算传送带运行速度的第一理论值vz,vz=vi+tp
×
b,其中,b为开度阀开启时长差值的绝对值对传送带的运行速度的调节参数;
125.所述中控模块内设有传送带运行速度最大值vm,对于不同容量纯净水瓶传送带运行速度最大值vm具有不同数值,当纯净水瓶容量为ai时,vm=1.5vi;
126.所述中控模块将传送带运行速度的第一理论值vz与传送带运行速度最大值vm进行对比,
127.当vz≤vm时,所述中控模块判定传送带的运行速度vi’=vz;
128.当vz>vm时,所述中控模块判定传送带的运行速度vi’=vm;
129.在本实施例中,b=0.5m/s2。
130.通过设置最大的传送带运行速度,保障了在运行速度加快的同时不因过高的速度导致水瓶倾倒,同时,容量较大的水瓶稳定性较高,故容量较大的水瓶传送带最大运行速度较高,在保障瓶装水生产线的整体运行速度平稳的同时,减少了水瓶倾倒的风险。
131.具体而言,当所述中控模块判定传送带的运行速度vi’=vm时,中控模块加大下一次灌装所述开度阀的开度至ki’,ki’=ki+(vz
‑
vm)
×
d,其中,d为传送带运行速度的第一理论值vz与传送带运行速度最大值vm的差值对开度阀的开度的调节参数;
132.在本实施例中,d=0.2s/m。
133.当传送带的运行速度达到最大运行速度时,单独的通过传送带速度调节对整体生产线速度调节不足,此时引入开度调节,通过缩短灌装时间达到对瓶装水生产线的整体运行速度调节的目的,进一步保障瓶装水生产线的整体运行速度平稳。
134.具体而言,在步骤s5中,对检测封盖完成的纯净水瓶进行计数,当检测数量达到p时,统计检测不合格的件数q,并将统计的结果传递至所述中控模块,中控模块内设有不合格件数标准值qb和不合格件数最大值qz,qb<qz,中控模块将不合格的件数q与不合格件数标准值qb和不合格件数最大值qz进行对比,
135.当q≤qb时,所述中控模块判定不合格件数在合理范围,中控模块不因不合格件数调节所述传送带的运行速度;
136.当qb<q<qc时,所述中控模块判定不合格件数不在合理范围,中控模块因不合格件数调节所述传送带的运行速度;
137.当q>qc时,所述中控模块判定不合格件数超出可控范围,中控模块控制灌装停止,对生产设备进行检修;
138.当所述中控模块因不合格件数调节所述传送带的运行速度时,中控模块将传送带运行速度调节至vi”,
139.在本实施例中,p=100,qb=2,qz=8。
140.通过统计不合格件数对传送带的运行速度进行调节,保障了运行的瓶装水生产线的整体运行速度平稳。
141.具体而言,所述中控模块计算传送带运行速度的第二理论值vx,vx=vi’+(q
‑
qb)
×
e,其中,e为不合格件数对传送带运行速度调节参数;
142.所述中控模块将传送带运行速度的第二理论值vx与传送带运行速度最大值vm进行对比,
143.当vx≤vm时,所述中控模块判定传送带的运行速度vi”=vx;
144.当vx>vm时,所述中控模块判定传送带的运行速度vi”=vm;
145.当所述中控模块判定传送带的运行速度vi”=vm时,中控模块加大下一次灌装所述开度阀的开度至ki”,ki”=ki’+(vx
‑
vm)
×
f,其中,f为传送带运行速度的第二理论值vx与传送带运行速度最大值vm的差值对开度阀的开度的调节参数,当vi’=vz时,ki’=ki。
146.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本
发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1