自动化连续抽真空加注装置的制作方法
1.本发明涉及航空航天动力技术领域,具体地,涉及一种自动化连续抽真空加注装置。
背景技术:
2.在工业生产过程中,需要完成盛装有毒有害工质的容器的定量精确抽真空加注工作,需要尽量避免有毒有害工质的泄露,避免对操作人员健康和环境造成危害。因此,在加注操作流程中,应尽量提高自动化水平,减少人工参与,提高加注效率,并对残余有害工质进行有效回收。
3.目前,完成有毒有害工质的精确加注工作多是靠人工和机械操作,且加注管路内的残余有害工质无法有效回收,对人员与环境造成一定的危害,存在较大的安全风险。同时对于盲腔容器需要采用抽真空加注的方式,多个容器连续加注作业时,管路切换与拆装工作量大,增加了人员暴露于有毒有害环境中的风险,且工作效率低。
4.专利文献cn112983678a公开了一种推进剂输送装置和推进剂加注方法,其中装置包括多个推进剂贮存管路;各推进剂贮存管路包括进气膜片阀、表面张力贮箱和出液膜片阀;所述进气膜片阀的入口端与增压装置连接,出口端与所述表面张力贮箱的进气端连接;所述出液膜片阀的入口端与所述表面张力贮箱的出液端连接,出口端与发动机连接;相邻推进剂贮存管路中表面张力贮箱的进气端通过气路旁通管路连接,出液端通过液路旁通管路连接,但该设计对于有毒有害工质的加注没有设置回收的装置,不利于操作人员的健康。
技术实现要素:
5.针对现有技术中的缺陷,本发明的目的是提供一种自动化连续抽真空加注装置。
6.根据本发明提供的一种自动化连续抽真空加注装置,包括:
7.抽真空及配气模块,用于装置的抽真空并提供真空度的反馈,能够为推进剂的加注提供推力;
8.转注及测量模块,储存推进剂并在所述推进剂被加注到目标储箱后提供加注量的反馈;
9.残液回收模块,回收推进剂管路中残留的推进剂;
10.中控模块,信号连接所述抽真空及配气模块、转注及测量模块,接收所述加注量、真空度并控制连接装置所具有的阀门组件。
11.优选地,所述抽真空及配气模块包括挤压气源以及电动真空泵,所述转注及测量模块包括转注罐,所述挤压气源通过第一管线连接所述转注罐的顶部;
12.所述目标储箱连接有第四管线,所述电动真空泵、转注罐分别通过第二管线、第三管线连接所述第四管线。
13.优选地,所述转注及测量模块包括电子秤;
14.所述电子秤信号连接所述中控模块并布置在所述转注罐的底部,用于提供加注量
的反馈。
15.优选地,所述残液回收模块包括残液回收罐,所述残液回收罐通过第五管线连接所述第四管线。
16.优选地,所述阀门组件包括均信号连接所述中控模块的第一阀门、第三阀门、第四阀门、第五阀门、第十一阀门;
17.所述第一阀门安装在第二管线上,所述第十一阀门安装在第一管线上,所述第四阀门安装在第三管线上,所述第五阀门安装在第四管线上,所述第三阀门安装在第五管线上。
18.优选地,所述第二管线上安装有真空计p,所述真空计p设置在所述第一阀门和电动真空泵之间;
19.所述转注罐上设置有压力表p,所述转注罐和压力表p之间设置有第九阀门,所述真空计p、压力表p均信号连接所述中控模块。
20.优选地,所述第二管线上设置有与第一阀门串联布置的第二阀门,所述第一管线上设置有与第十一阀门串联布置的第七阀门、第十阀门,所述第三管线上设置有与第四阀门串联布置的第八阀门,所述第四管线上设置有与第五阀门串联布置的第六阀门,其中,各阀门与管线连接处采用快插式接头。
21.优选地,所述中控模块具有显示面板,所述显示面板用于显示可参数并能够用于各参数阈值的手动设定。
22.优选地,包括可移动支撑体,所述抽真空及配气模块、转注及测量模块、残液回收模块、中控模块均安装在所述可移动支撑体上,所述可移动支撑体具有移动模式和非移动模式两种状态;
23.在移动模式下,所述可移动支撑体能够以滚动方式被移动;
24.在非移动模式,所述可移动支撑体不能被以滚动的方式移动。
25.根据本发明提供的一种自动化连续抽真空加注方法,包括如下步骤:
26.s1:打开第六阀门、第七阀门、第八阀门、第九阀门、第十阀门;
27.s2:控制第四阀门、第十一阀门保持关闭状态,开启第一阀门、第二阀门、第三阀门、第五阀门,启动电动真空泵直至第四管线中的真空度达到第一阈值后停止工作,通过真空计p将检测到的真空度反馈至中控模块,关闭第一阀门、第二阀门、第三阀门、第五阀门;
28.s3:打开第四阀门,转注罐中的推进剂在真空作用下充填至第四管线后,电子秤将检测到的加注量反馈至所述中控模块;
29.s4:打开第五阀门,对目标容器进行加注,当加注速度小于第二阈值时,开启第十一阀门为转注罐增压,提高加注速度,中控模块根据电子秤读数控制加注量和加注速度,直至达到目标加注量,关闭第五阀门并记录加注量;
30.s5:关闭第四阀门、第十一阀门,打开第三阀门,第四管线内的残余推进剂在真空作用下被回收至残液回收罐,关闭第三阀门;
31.s6:关闭第六阀门、第七阀门、第八阀门、第九阀门、第十阀门,依次拆除第五阀门和第六阀门连接端、第一阀门和第二阀门连接端、第四阀门与第八阀门连接端;
32.s7:更换残液回收模块后,具备再次加注的条件,实现多套目标容器连续加注,直至转注罐内推进剂耗尽。
33.与现有技术相比,本发明具有如下的有益效果:
34.1、本发明通过中控装置与电磁阀、传感器、电子称、电动真空泵的结合,实现有毒有害工质的自动定量精确抽真空加注,通过设置可拆装的残液回收集成模块,可以将加注管路内的有毒有害工质有效回收,且方便模块的更换,提供了加注工作效率。
35.2、本发明集成在轮式手推车上便于设备的运输,可实现移动加注作业,降低对加注场地的要求,实用性好。
36.3、本发明实现了自动加注和自动残液回收,且能够对中控模块中的参数进行设定和修改,效率高,人工参与度低,有利于保护人体健康。
附图说明
37.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
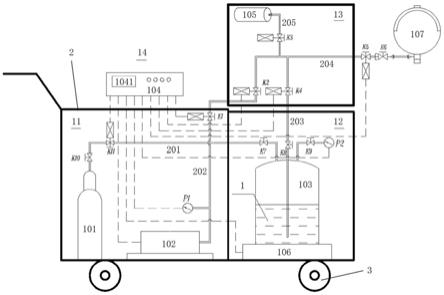
38.图1为本发明的结构示意图。
39.图中示出:
40.推进剂1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
残液回收模块13
41.可移动支撑体2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
中控模块14
42.滚轮3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
挤压气源101
43.第一阀门k1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电动真空泵102
44.第二阀门k2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
转注罐103
45.第三阀门k3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
采集和控制指令收发设备104
46.第四阀门k4
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
残液回收罐105
47.第五阀门k5
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电子秤106
48.第六阀门k6
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
目标储箱107
49.第七阀门k7
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一管线201
50.第八阀门k8
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二管线202
51.第九阀门k9
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三管线203
52.第十阀门k10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第四管线204
53.第十一阀门k11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第五管线205
54.抽真空及配气模块11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
显示面板1041
55.转注及测量模块12
具体实施方式
56.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
57.本发明提供了一种自动化连续抽真空加注装置,如图1所示,包括抽真空及配气模块11、转注及测量模块12、残液回收模块13以及中控模块14,抽真空及配气模块11用于装置的抽真空并提供真空度的反馈,能够为推进剂1的加注提供推力;转注及测量模块12储存推
进剂1并在推进剂1被加注到目标储箱107后提供加注量的反馈;残液回收模块13回收推进剂管路中残留的推进剂1,可以将加注工作完成后管路内残余的工质回收,避免有害工质对环境和人员造成危害;中控模块14采用采集和控制指令收发设备104,采集和控制指令收发设备104具有显示面板1041,显示面板1041用于显示可参数并能够用于各参数阈值的手动设定,中控模块14信号连接抽真空及配气模块11、转注及测量模块12,接收加注量、真空度并控制连接装置所具有的阀门组件。
58.具体地,抽真空及配气模块11包括挤压气源101以及电动真空泵102,转注及测量模块12包括转注罐103以及电子秤106,电子秤106信号连接中控模块14并布置在转注罐103的底部,用于提供加注量的反馈,挤压气源101通过第一管线201连接转注罐103的顶部,目标储箱107连接有第四管线204,电动真空泵102、转注罐103分别通过第二管线202、第三管线203连接第四管线204。本发明通过中控模块14采集装置中管线压力和电子秤106加注量数据,通过控制电动真空泵102和电磁阀,实现自动化抽真空精确加注。
59.残液回收模块13包括残液回收罐105,残液回收罐105通过第五管线205连接第四管线204,第三阀门k3安装在第五管线205上用于控制残液回收罐105与第四管线204的通断。
60.阀门组件包括均信号连接中控模块14的第一阀门k1、第二阀门k2、第三阀门k3、第四阀门k4、第五阀门k5、第十一阀门k11,第一阀门k1安装在第二管线202上,第十一阀门k11安装在第一管线201上,第四阀门k4安装在第三管线203上,第五阀门k5安装在第四管线204上,第一阀门k1、第二阀门k2、第三阀门k3、第四阀门k4、第五阀门k5、第十一阀门k11均优选为电磁阀,信号连接中控模块14,开关均受到中控模块14的控制。
61.阀门组件还包括第六阀门k6、第七阀门k7、第八阀门k8、第九阀门k9、第十阀门k10,第二管线202上安装有真空计p1,真空计p1设置在第一阀门k1和电动真空泵102之间,转注罐103上设置有压力表p2,转注罐103和压力表p2之间设置有第九阀门k9,真空计p1、压力表p2均信号连接中控模块14,其中,真空计p1优选靠近电动真空泵102的位置安装。本发明通过中控模块14接收电子秤106数据,控制电动真空泵102、电磁阀,实现自动化精准抽真空与加注功能。
62.第二管线202上设置有与第一阀门k1串联布置的第二阀门k2,第一管线201上设置有与第十一阀门k11串联布置的第七阀门k7、第十阀门k10,第三管线203上设置有与第四阀门k4串联布置的第八阀门k8,第四管线204上设置有与第五阀门k5串联布置的第六阀门k6,其中,第六阀门k6优选为容器阀门,第六阀门k6、第七阀门k7、第八阀门k8、第九阀门k9、第十阀门k10优选为手动阀门,可以在装置故障的紧急情况下采用手动控制,也能实现加注作业,第七阀门k7、第十阀门k10分别设置在第十一阀门k11的两侧且第十阀门k10靠近挤压气源101设置,各阀门与管线连接处采用快插式接头。
63.进一步地,残液回收模块13可整体拆卸,且连接管路、电路均采用快插式接头,实现快速更换和清洗,一个容器加注完成后,更换残液回收模块13后可具备再次加注条件,提高多个容器连续加注的效率。
64.本发明包括可移动支撑体2,抽真空及配气模块11、转注及测量模块12、残液回收模块13、中控模块14均安装在可移动支撑体上,可移动支撑体具有移动模式和非移动模式两种状态,在移动模式下,可移动支撑体能够以滚动方式被移动,在非移动模式,可移动支
撑体不能被以滚动的方式移动。如图1所示,可移动支撑体2优选采用手推车结构,底部设置有滚轮3,方便移动,将所有模块集成在一辆手推车上,设备方便整体转运,可实现移动加注作业,降低了对加注场地的要求。
65.本发明还提供了一种自动化连续抽真空加注方法,包括如下步骤:
66.s1:打开第六阀门k6、第七阀门k7、第八阀门k8、第九阀门k9、第十阀门k10;
67.s2:控制第四阀门k4、第十一阀门k11保持关闭状态,开启第一阀门k1、第二阀门k2、第三阀门k3、第五阀门k5,启动电动真空泵102直至第四管线204中的真空度达到第一阈值后停止工作,通过真空计p1将检测到的真空度反馈至中控模块14,关闭第一阀门k1、第二阀门k2、第三阀门k3、第五阀门k5;
68.s3:打开第四阀门k4,转注罐103中的推进剂1在真空作用下充填至第四管线204后,电子秤106去皮,电子秤106将检测到的加注量反馈至中控模块14;
69.s4:打开第五阀门k5,对目标容器107进行加注,当加注速度小于第二阈值时,开启第十一阀门k11为转注罐103增压,提高加注速度,中控模块14根据电子秤106读数控制加注量和加注速度,直至达到目标加注量,关闭第五阀门k5并记录加注量;
70.s5:关闭第四阀门k4、第十一阀门k11,打开第三阀门k3,第四管线204内的残余推进剂1在真空作用下被回收至残液回收罐105,关闭第三阀门k3;
71.s6:关闭第六阀门k6、第七阀门k7、第八阀门k8、第九阀门k9、第十阀门k10,依次拆除第五阀门k5和第六阀门k6连接端、第一阀门k1和第二阀门k2连接端、第四阀门k4与第八阀门k8连接端,将残液回收模块13送清洗后处理;
72.s7:更换残液回收模块13后,具备再次加注的条件,实现多套目标容器107连续加注,直至转注罐103内推进剂1耗尽,将残液回收模块13与转注罐103一同撤收,送清洗后处理。
73.在本技术的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
74.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1